タグチメソッドで使われる用語を速習!(機能定義,各種因子,静特性/動特性,SN比/感度など)
前回のコラムでは、タグチメソッドの概要(目的と特徴など)について簡単に解説しました。
今回は、タグチメソッドで用いる用語について解説したいと思います。
目次
1.機能定義と機能性評価
「機能」とは製品が本来果たすべき働きのことです。
タグチメソッドでは、機能をより深く定義します。
ユーザ(消費者)の願い(「何をしたい」「こうあってほしい」)=ニーズ、がまずあって、そのニーズ=機能、を満たすために開発されたものが製品となります。
ユーザが製品に求める機能のことを「目的機能」と呼びます。目的機能を実現するためには、物理的・化学的・電気的原理から技術的な手段を選択します。これを「基本機能」と呼びます。
たとえば、電球であれば、部屋を明るく照らすという目的機能を、電気抵抗を持った回路に電流を流すという基本機能を用いて実現します。
何らかの目的機能を果たす製品には、出力(機能の発揮具合)を入力により調整するものが多くあります。(たとえば、シャワーの水量を上げたいときに蛇口レバーを回すように)
入出力の関係が比例で直線表示される状態が理想的であるならば、横軸に入力(蛇口の開度)、縦軸に出力(水量)をとったグラフに、ある係数の傾きを持った原点を通る直線を描くことで理想状態を表示できます。
入出力の関係と、その理想状態を明確にすることを「機能定義」と呼びます。
実際には、水圧変動、水量調整弁部の摩耗、シャワー噴射口の目詰まりなどの変動要素で出力は機能定義(理想状態)からバラツキを生じます。これを評価することを「機能性評価」といいます。
機能性評価を行うために、様々な用語とその使い方を理解することが必要になります。
2.各種の因子
入力に対する機能の出力状態に影響を与える各種の要因を、因子といいます。
各因子は、その水準を2段階(たとえば大小)か3段階(たとえば大中小)に設定して、実験計画に反映します。
1)ノイズ因子
機能定義した入出力関係が理想状態の特性から大きく離れたり、乱れたりする「バラツキ要因」の中で、特に機能に及ぼす影響度が大きく重要なものを「ノイズ因子(誤差因子)」とよびます。
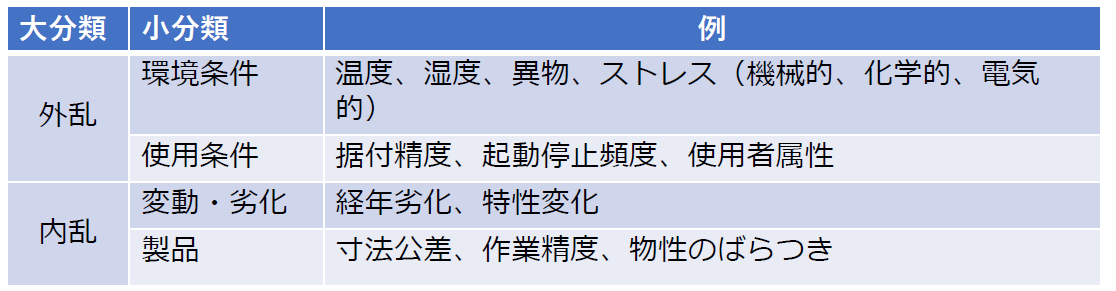
バラツキ要因は下表のように分類されます。
製品開発に際しては、これらバラツキ要因からノイズ因子を適切に選択抽出して、開発試作の試験・実験段階で付与する必要があります。
ノイズ因子の抽出とその水準設定、機能定義を適切に行うことで、現行製品や購入部品の機能性評価を短時間で適確に行うことが可能となります。
各ノイズ因子を標準条件と極端条件(意地悪条件)の2水準に設定(ノイズ因子の調合といいます)して、製品や部品の機能安定性を評価することができます。
[表:バラツキ要因]
2)制御因子
設計条件の最適化を追求する上で、設計者・開発者がその知見から自由に選択し、その水準を設定する因子のことです。
部品に使用する材料・表面改質などの選択、寸法・寸法公差・はめ合い・表面粗さ・幾何公差などの設計値、製品機能に関係する各諸元などが該当します。
3)信号因子
それを変えることで表れる機能出力の変化と何らかの関数因果関係のある入力値を指します。
照明器具の入力電力、あるいはシャワー・水道の蛇口レバー開度(流量) などが該当します。
実験・試作試験を行うに評価水準を設定して変化させる条件となります。
3.静特性と動特性
1)静特性
機能出力の目標値が入力によって変化しない場合をいいます。
静特性には下記の4つがあります。
- 望目特性・・・一定の目標値を持つ特性のこと
- 望目ゼロ特性・・・目標値はゼロであって、正負の誤差を生じる特性
- 望大特性・・・大きいほど良いとされる特性
- 望小特性・・・小さいほど良いとされる特性
2) 動特性
機能がその入出力に一定の相関特性を持つものをいい、入力と出力の関係がある関数で表されます。
<ゼロ点比例特性>
図1のように入出力が線形で、両者の関係が次式のような比例関係にあって、ゼロ点を通る直線で表されるものをいいます。
y=βM
例として蛇口の開度という入力に対する水量という出力、設定ツマミ回転角度という入力に対する照度や音量という出力、などがあります。
<入出力関係が非線形のとき>
べき乗など一定の物理法則に従うときは、両対数をとることで線形表示可能になります。
例えば、
y=βM2 ⇒ log y=2βlogM
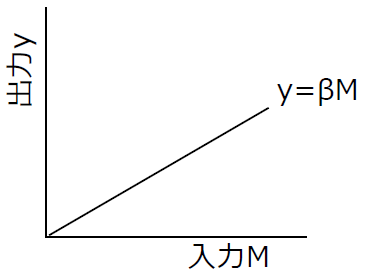
[図1:ゼロ点比例特性]
4.SN比と感度
1)SN比
ノイズ因子によって、対象とする機能がどれほど変動するかを定量的に表す指標です。
SはSignal(信号)、NはNoise(雑音)の頭文字でオーデイオ関係では、なじみのある言葉です。タグチメソッドにおいてSN比とは、機能の安定性を測る尺度といえます。
図2に示すようにSN比が大きいということは、入出力の理想的な関係からのノイズ因子によるバラツキや非線形性が少ない=ロバスト性が高い、ということ示すものです。
- 理想的な入出力特性を有効成分(こうあってほしい特性)
- バラツキや非線形性を有害成分(あってほしくない特性)
とすれば、SN比は有効成分と有害成分の比になります。
製品開発設計を進める上では、SN比が高くなるような制御因子を見出すことが重要で、タグチメソッドはそのための有効なツールとなります。
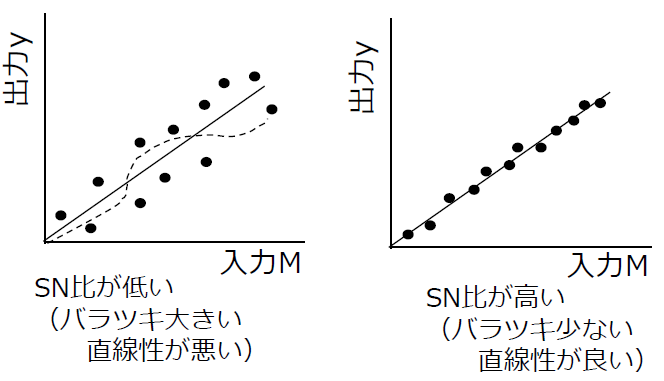
[図2:SN比の大小とロバスト性]
2)感度
同一入力に対して得られる出力の大きさを表す数字です。
感度が大きいことは、小さな入力でより大きな出力が得られるということを意味し、感度が大きいと入出力特性曲線の傾きが大きくなります。
図3に示すように感度が大きいということは、小さな入力でより大きな出力が得られる=入出力特性の傾きが大きい、すなわち効率が良いことを示します。
効率を重視する製品の場合は、感度を上げる制御因子が重要になります。
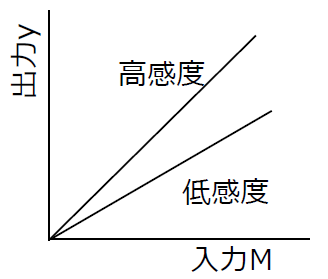
[図3:感度と入出力]
3)要因効果
制御因子のSN比や感度に対する効き具合を「要因効果」と呼びます。
制御因子の水準を変えたときに得られるSN比や感度を図に表すことで、各制御因子の要因効果がわかります。要因効果を図示したものを「要因効果図」といいます。
これにより、どの制御因子をどのように設定すれば目指す効果が得られるかを視覚的に把握することができます。
タグチメソッドでは、上記の2.に紹介する3つの因子を適宜選択して、各因子の水準を設定し、実験計画法を用いて回数を最小化して実験を行うことで、製品開発目的にかなう最良の要因効果が得られる制御因子を短時間で求めることが可能となります。
したがって、因子の選択と水準設定が成否のカギを握るということができます。
(アイアール技術者教育研究所 S・Y)






](https://engineer-education.com/wp/wp-content/uploads/2021/08/Experimental-design_0-150x150.jpg)