隅肉溶接の基礎知識はこれでOK!用語、強度計算、設計上の注意点まで厳選解説

目次
1.隅肉溶接とは?
隅肉溶接は「アーク溶接」の一つ
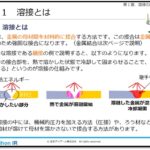
まず「溶接」とは、加熱により金属を溶融状態にして、部材同士を冶金的に接合する方法のことで、一度組み立てれば分解や取り外す必要のない箇所に適用されます。
機械構造部品の溶接に広く適用されるのが「アーク溶接」です。
アーク溶接は、下図のように溶接する母材と電極(電極棒)にアーク放電を発生させ、生じる高温を利用した溶接法です。アーク溶接はまさにこのアーク放電の熱を利用する溶接方法です。
本稿で取り上げる「隅肉溶接」(すみ肉溶接、fillet weld)もアーク溶接の手法の一つです。
[※アーク溶接の解説は、別コラム【生産技術のツボ】非溶極式アーク溶接の基本をご参照ください。]
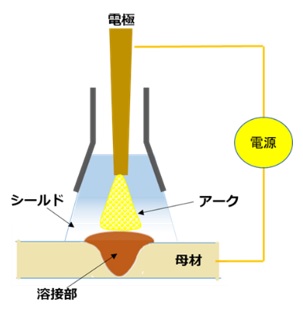
【図1 アーク溶接】
隅肉溶接と溶接接手
溶接で接合した部位のことを「溶接継手」(welded joint)といいます。
溶接継手には様々な形状があります。
「隅肉溶接」は直行する2つの面を接合するために、各面が曲面を帯びた三角形状の断面が形成されるよう盛金を行う溶接のことをいい、下図に示す「T継手」「かど継手」「重ね継手」3つの形状の溶接継手が隅肉溶接に該当します。
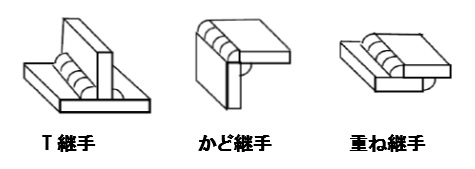
【図2 隅肉溶接継手(T継手/かど継手/重ね継手)】
2.隅肉溶接における「脚長」「サイズ」「のど厚」とは?
隅肉溶接を行う2面が交わる線(「隅肉溶接継手のルート」といいます)から、隅肉溶接による盛金の止端までの距離を「脚長」(leg length)といいます。
また、隅肉溶接の大きさを指定するために設計上用いる寸法のことを、隅肉溶接の「サイズ」といいます。サイズで規定される三角形は、下図のように隅肉溶接による盛金部の横断面内に収まっている必要があります。
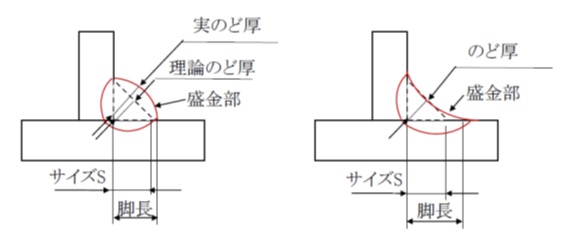
【図3 脚長、サイズ、のど厚】
図示のように、隅肉溶接継手のルートから盛金表面までの最短距離を隅肉溶接の「実のど厚」(actual throat)、ルートからサイズで定義される三角形表面までの最短距離を「理論のど厚」(theoretical throat)といいます。
2面方向の脚長が等しい場合、隅肉溶接サイズをs, 理論のど厚をTとすれば、Tはsを2辺とする二等辺三角形の高さに相当しますから
T=s/√2 ≒0.707s
となります。
サイズsは、溶接する母材の板厚以下とするのが通常です。サイズを大きくし過ぎると入熱量の増大による歪みの問題が発生するのと、コストアップにつながるためです。
3.有効長さと応力計算に用いる断面積(強度計算)
ある脚長とサイズを持った隅肉溶接断面を長さℓにわたって形成するとき、始点と終点では断面が理論のど厚より小さくなりがちですから、下図のように安全サイドに ℓから2sを減じた長さを隅肉溶接の有効長さとして強度計算を行うことが一般的です。
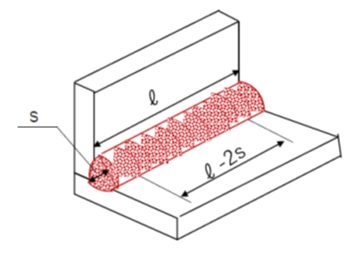
【図4 溶接有効長さの考え方】
また、溶接長が短すぎると溶着金属が母材で急冷されて割れを生じやすくなるので、有効長さは50㎜以上または6s以上となるように設計します。
溶接長さℓ[mm]、サイズs[mm]とすれば、隅肉溶接の有効断面積は
0.707s(ℓ-2s)[mm2]
となります。
隅肉溶接部にかかるせん断荷重をW[N]とすれば、隅肉溶接部のせん断応力τは、
τ=W/0.707s(ℓ-2s)[N/mm2]
となります。
4.隅肉溶接の図示方法(記号と書き方)
隅肉溶接で、一般的に良く用いられるT継手の図示方法は下図のようになります。
[※溶接に関する製図知識、溶接記号の解説は、別コラム【機械製図道場・上級編】溶接の図面表示を習得!必須の溶接記号もチェック をご参照ください]
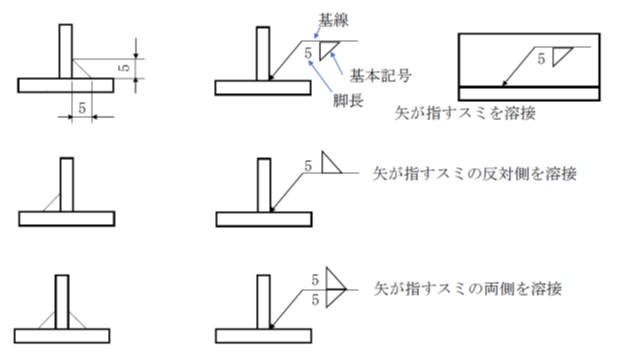
【図5 隅肉溶接の図示(記号と書き方の例)】
特に指定しない場合は、ルート全長にわたって隅肉溶接することを要求しています。
溶接線長さを指定するときは、下図6のように溶接記号の後に[溶接線長さ(溶接線の数)-ピッチ]を記入します。
図6は、裏表で溶接線位置がずれる千鳥溶接の場合で、溶接記号を基線の上と下でずらして表示します。
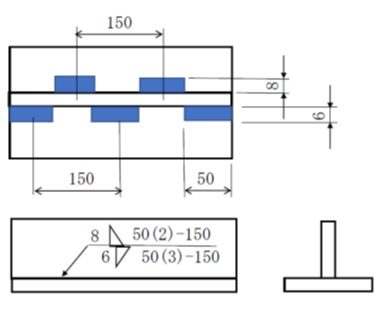
【図6 溶接線長さの指定方法】
5.隅肉溶接継手に関する設計上の注意点
(1)強度部材には適用しない
隅肉溶接は、未溶着部が発生しやすいという構造的な宿命があります。
したがって、圧力容器など引張応力が生じる強度部材あるいは動荷重や衝撃荷重を受ける部材には適用せず、静的なせん断荷重を受け持つ一般構造部材(ベースやフレームなど)に適用します。
(2)胴突き差し込み溶接不可
管を差し込み溶接する場合には、管の先端部が胴突き状態になっていると溶接時の熱膨張により管が伸びるときに溶接部に引張応力がかかり、割れやすくなるので、先端部に1~2mm程度の隙間を開けるように図面指示します。
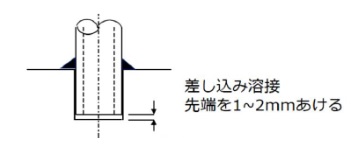
【図7 管の差し込み溶接】
(3)溶接線の重なりを防ぐ
溶接線が交差する十字継手や、板の裏表で溶接部が同じ位置になるクロス継手は、溶接熱影響部が重なるので良い設計とはいえません。
下図のように溶接部の重なりを避けるように工夫します。
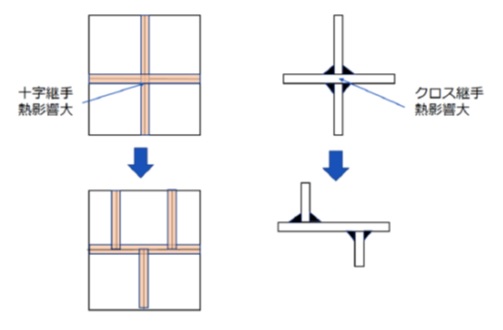
【図8 溶接線の重なり回避】
以上、今回は隅肉溶接について最低限押さえておきたい基礎知識を解説しました。
隅肉溶接の特性を理解した上で、適切に設計に取り入れるようにしてください。
(アイアール技術者教育研究所 S・Y/T・I)