TIG溶接とプラズマ溶接の基礎知識《非溶極式アーク溶接》

「溶接」は、古くから広く製造現場、建設現場で使用されている接合技術であり、モノづくりを支える根幹となる技術です。今回は「アーク溶接」の種類のうち、非溶極式の溶接方法について説明します。
1.アーク溶接とは?
空間的に離れた2つの電極に電圧をかけると、やがて空気の絶縁が破壊されて電極の間に電流が発生し、同時に強い光と高い熱を発生します。このとき発生する光を「アーク」といいます。
アーク溶接はまさにこのアークの熱を利用する溶接方法です。アーク溶接の仕組み・原理を図1に示します。
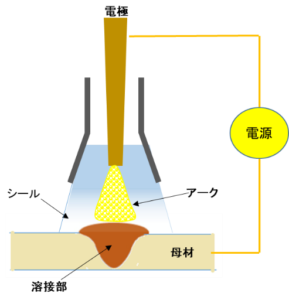
【図1 アーク溶接の仕組み】
母材と電極に電圧をかけてアークを発生させ、その熱で母材を溶解させています。
また、溶接部の酸化を防止する為に、溶接部から酸素をシールする対策が必要となります。
アーク溶接法は、溶接のなかの「融接」の溶接法です。
つまり、溶接しようとする部分を加熱し母材のみか、または母材と溶加材(溶接棒など)を融合させて溶融金属を作り、これを凝固させ接合する接合する方法です。
電極自身が溶加材となり、溶融して消耗する「溶極式」と、電極がほとんど消耗しない「非溶極式」の2種類に分類できます。そして、「非溶極式」の種類として「TIG溶接」と「プラズマ溶接」があります。
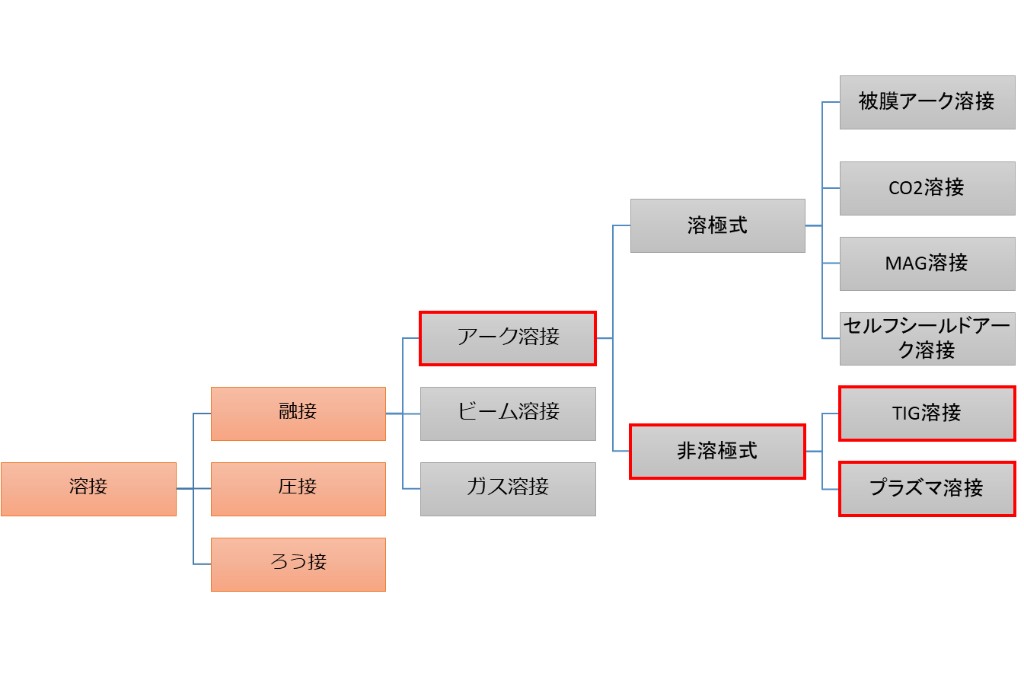
【図2 アーク溶接法の分類】
2.TIG溶接とは?
「TIG溶接」とは、”Tungsten Inert Gas”(タングステン・イナート・ガス溶接)の略称で、「ティグ溶接」とも呼ばれています。
TIG溶接は、上述のように非溶極式のアーク溶接法であり、融点が3380℃と金属のうちでは最も融点が高いタングステン、またはタングステン合金を電極として使います。
溶接方法としては、片手に溶接トーチ(電極部)、片手に溶加材(溶接棒)を持って行う手作業になります。
他のアーク溶接法に比べると溶接の効率は劣るものの 高品質の溶接金属が得られるため、高級鋼等の溶接に多く用いられています。
溶接棒は、溶接部の融解金属を補うため使用されます。
また、溶接部の酸化を防止するためのシールドガスとして、アルゴンガス(Ar)や、ヘリウムガス(He)などの不活性ガスが使用されます。
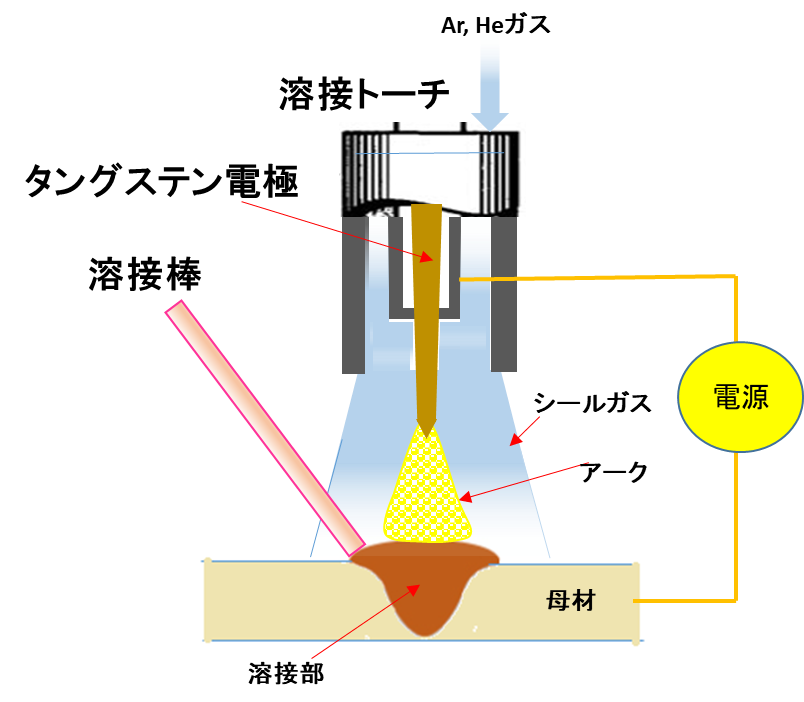
【図3 TIG溶接の仕組み】
3.プラズマ溶接とは?
タングステンを電極に用いる非溶極式のアーク溶接には、「プラズマ溶接」という溶接法もあります。
図4のようにTIG溶接と非常に似通った方法ですが、その違いは、電極をノズルとプラズマガスで包み込むことで、アークが広がらないように絞っていることです。これにより、そのアークは電流密度が高まり、熱集中性もTIG溶接と比べて高くなります。
プラズマ溶接は、プラズマアークの強いアーク力により、母材を貫通させるキーホール溶接が可能となります。キーホール溶接はプラズマ溶接の最大の特徴であり、溶込みが深く貫通力があります。
プラズマを発生させるためのプラズマガスにはアルゴンを、溶融金属の酸化を防止するシールドガスには、アルゴンまたはアルゴンと水素の混合ガスを用います。
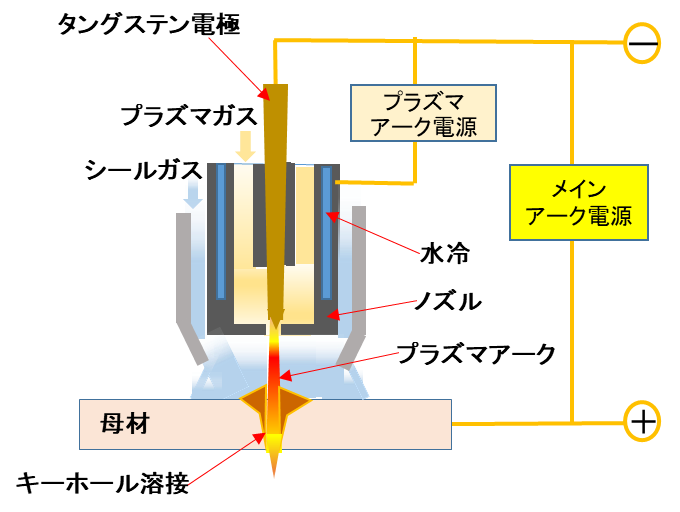
【図4 プラズマ溶接の仕組み】
以上、今回は非溶極式アーク溶接の基礎知識をご紹介しました。
次回の連載コラムでは、溶極式アーク溶接のうち、フラックスを用いた溶接方法を解説します。
(アイアール技術者教育研究所 T・I)
併せて読みたい関連コラム:「溶接」特集