フラックスを使う溶極式アーク溶接:被覆アーク溶接/セルフシールドアーク溶接/サブマージアーク溶接を解説

今回は、アーク溶接の種類のうち、溶極式(フラックス使用)の溶接方法について説明します。
目次
1.溶極式アーク溶接
アーク溶接の基本原理については、前回のコラム「非溶極式アーク溶接の基本(TIG溶接とプラズマ溶接)」の中で解説しました。
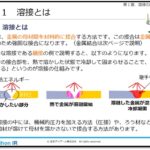
アーク溶接法は、溶接のなかの「融接」に該当するもので、溶接しようとする部分を加熱し母材のみか、または母材と溶加材(溶接棒など)を融合させて溶融金属を作り、これを凝固させ接合する接合する方法です。
電極自身が溶加材となって溶融して消耗する「溶極式」と、電極が殆ど消耗しない「非溶極式」の2種類に分類できますが、今回は「溶極式」のシールドガスを使用しない溶接、つまりフラックスを使用して溶接部を大気から保護する溶接方法について説明します。
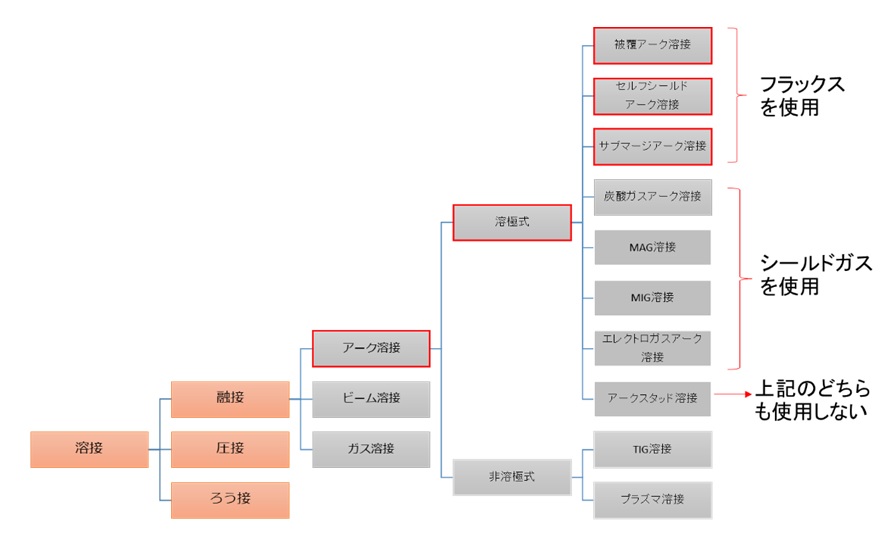
【図1 溶接の種類(溶極式)】
2.被覆アーク溶接の種類(分類)
(1)被覆アーク溶接とは?
金属の心線に「フラックス」という被覆剤を塗り固めた溶接棒(溶加材)を使ってアーク放電を発生させる溶接法を「被覆アーク溶接」といいます。100年近く前に発明された技術です。
アークの出す高温で母材が溶け金属の溶融池ができ、さらに溶けた溶接棒の心線が溶滴となって母材と融合します。電極自身が溶加材となり、溶融して溶滴となり消耗する「溶極式」のひとつです。
皮膜剤(フラックス)がアーク熱で熱分解してガスが発生することより、溶融池はガスでシールされ保護されます。
(2)被覆アーク溶接の特徴
被覆アーク溶接は、溶接の過程で溶接棒が溶融して短くなり、溶接棒を下げて溶接位置を保つことが必要になる手溶接であり、熟練を要する溶接法です。溶接機本体は安価なものが多く、ホームセンターなどでも手に入れることが可能です。
屋外に適した溶接ですが、スッパッタ、ヒュームが多く、溶込みが浅いこともあり、技量によって出来栄えに差が出る溶接といえます。
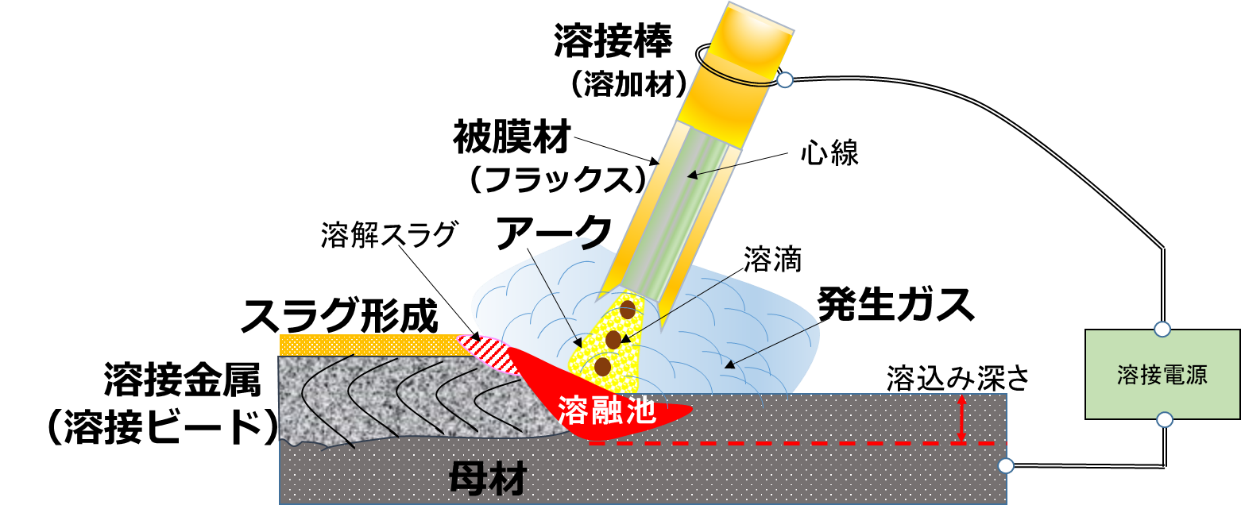
【図2 被覆アーク溶接の仕組み】
(3)フラックスの役割
被覆アーク溶接棒のフラックスは高温のアーク熱(5000℃~20000℃)によって分解され、フラックス内に含まれる様々な成分より以下の働きを行います。
① アーク安定剤(酸化チタン、カリ長石など)
アークの発生を容易にし、アークを安定化させます。
② ガス発生によるシール(石灰石、澱粉)
ガスとなってアークと溶融池を大気(酸素や窒素)から保護します。大気中の酸素や窒素が溶接金属に進入するとブローホールなどの不良の原因になるため、ガスで保護する必要あります。
フラックスの中に含まれている石灰石(CaCO3)などが、アークの熱分解で反応し炭酸ガスが発生します。
CaCO3 ⇒ CaO(スラグ) + CO2(発生ガス)
③ スラグの形成(石灰石、ルチール、珪石、Fe-Si、Fe-Mnなど)
溶融したガラス状のフラックスで溶けている溶接金属を覆って、溶接金属をスパッタや大気から保護します。
スラグはフラックスに含まれる様々な酸化物から形成され、上記のCaOもその一つです。
④ 還元剤(Fe-Si、Fe-Mn)
溶接金属の脱酸及び清浄化⇒被覆剤中にマンガン(Fe-Mn)、シリコン(Fe-Si)などを含有させ、酸素をスラグとして強制的に除去します。
さらには溶接金属の清浄作用もあり、母材表面に付着する不純物を除去します。
具体的な脱酸のメカニズムは以下です。
フラックスから発生したCO2ガスは、酸素成分が溶融金属の中で鉄と反応し、鉄が酸化されてしまいます。
CO2 ⇒ CO+O
Fe+O ⇒ FeO
フラックスの中に含まれるMn、Siが脱酸剤は、Feより酸素と結びつきやすいため、以下の反応により鉄から酸素を除去します。
Mn+FeO ⇒ MnO+Fe
Si+2FeO ⇒ SiO2+2Fe
ここで、酸素を取り込んだMnOおよびSiO2は、溶融金蔵の表面に浮上しスラグを形成します。
⑤ 合金剤(Fe-Cr、鉄粉、ニッケルなど)
溶接金属に適当な合金元素を添加し、機械的性能を満足させるための元素を溶接金属中に取り込みます。
⑥ 融点や粘性等の調節(酸化チタン)
スラグの融点や粘性等を適切に調節し、様々な姿勢(下向、立向、上向姿勢)での溶接を容易にします。
3.セルフシールドアーク溶接
(1)セルフシールドアーク溶接とは?
セルフシールドアーク溶接は、被覆アーク溶接と同様にフラックスがアーク熱に反応し、ガスを発生させながらアーク放電を発生させる溶接ですが、シールドガスを使用しないことから「ノンガス」などとも呼ばれています。
被覆アーク溶接との類似点は、電極自身が溶加材となり、溶融して溶滴となり消耗する「溶極式」であるという点です。
一方、被覆アーク溶接との大きな相違点は、フラックス入りワイヤー(溶加材)がローラで自動搬送されることです。ワイヤは自動搬送ですが、溶接自体の作業は手作業のため「半自動方式の溶接」とも呼ばれます。
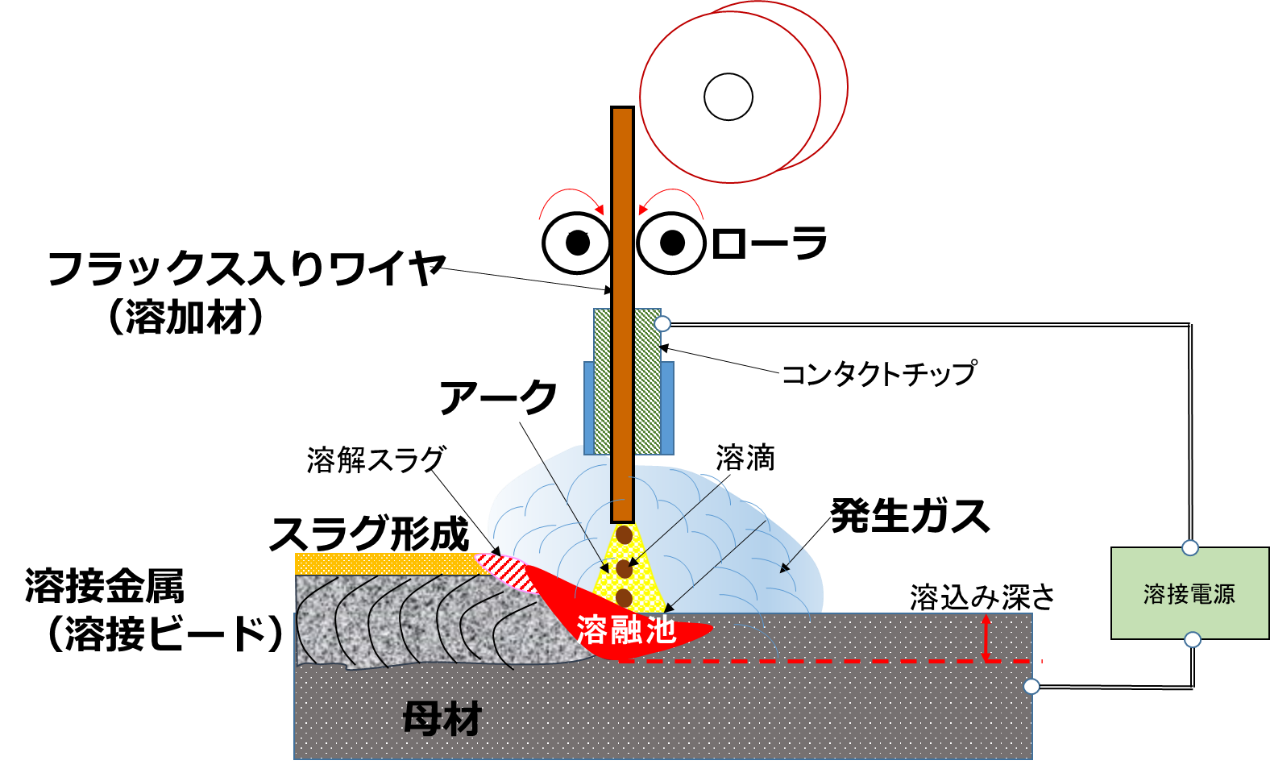
【図3 セルフシールドアーク溶接】
セルフシールドアーク溶接におけるフラックスの役割は、被覆アーク溶接と同じであり、このフラックスによりシールドガスを使用しなくても、溶接部(溶滴、溶融池、溶接金属)が空気中の酸素、窒素から保護されます。
ただし、フラックスは被覆アーク溶接のように心線の外側に塗り固めた方式ではなく、ワイヤーの中に内包された構造となっています。なお、内包は以下のような方法があります。
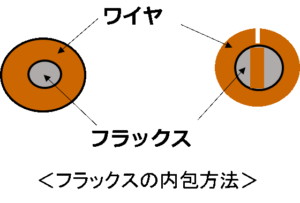
【図4 セルフシールドアーク溶接とフラックス】
(2)セルフシールドアーク溶接の特徴
被覆アーク溶接と同様に、屋外に適しており、スパッタ、ヒュームも多く溶接後の外観もほぼ同じです。セルフシールドアーク溶接は溶込み深さは浅くなります。
ワイヤが自動搬送のため、被覆アーク溶接より操作性は良いですが、その分コスト的には高くなります。
セルフシールドアーク溶接は現場溶接作業に適した溶接法であるため、建築鉄骨、鉄塔、海洋構造物などの現地溶接に適用されています。
4.サブマージアーク溶接
(1)サブマージアーク溶接とは?
サブマージアーク溶接は、セルフシールドアーク溶接と構造が類似してますが、大きな相違点はワイヤとフラックスが分離している点です。
サブマージアーク溶接(submerged arc welding)は、以下の図に示すように、母材上にあらかじめ散布した粉粒状のフラックス中に電極ワイヤを送り込み、この先端と母材との間にアークを発生させて、ワイヤを自動搬送する半自動溶接方式の溶接です。
サブマージアークの名前の由来は、覆い隠すという意味の”Submerge”から来ています。
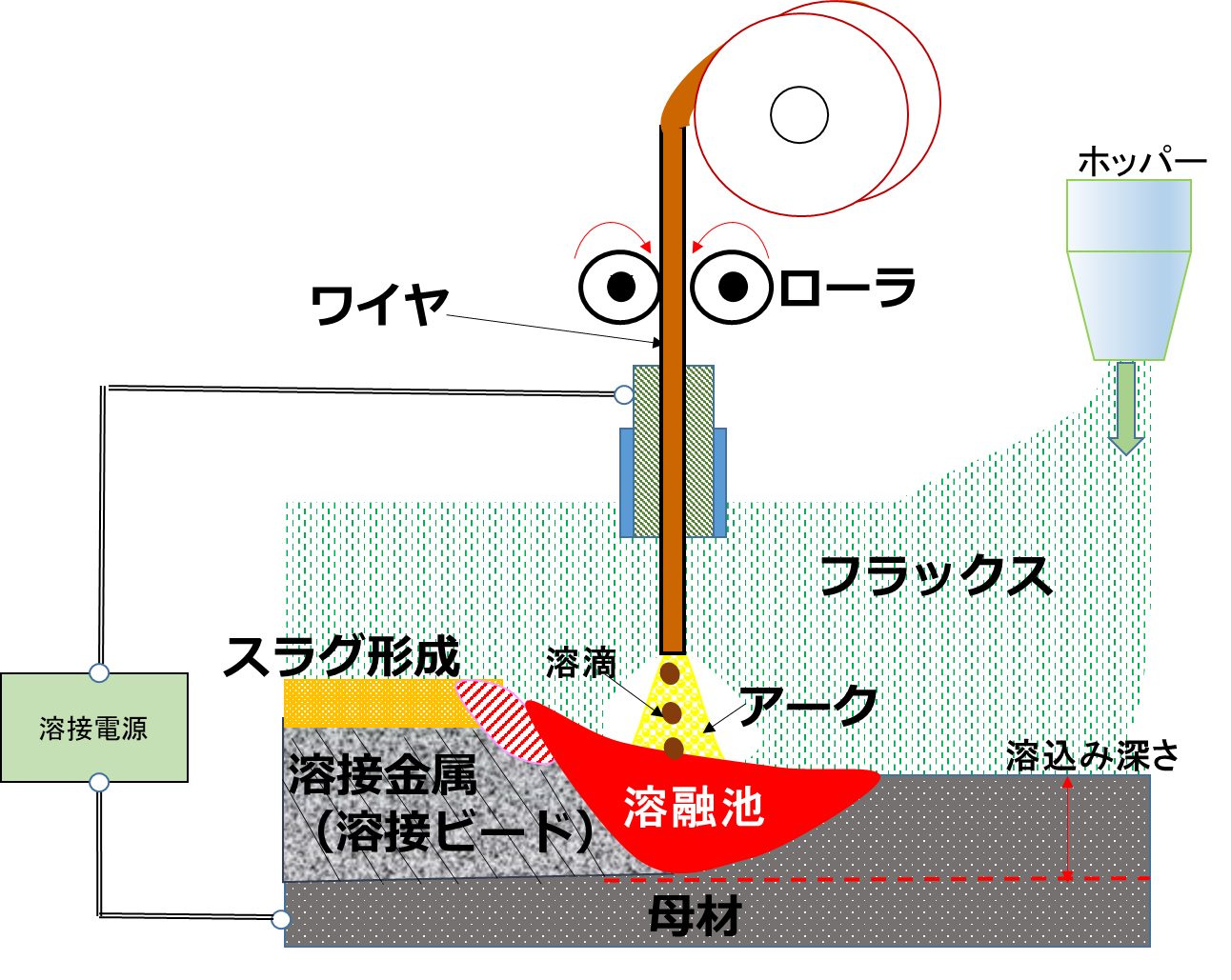
【図5 サブマージアーク溶接の仕組み】
(2)サブマージアーク溶接の特徴
溶接部が粒状フラックスに覆い隠されているため、アーク光が発生見えず、風の影響をほとんど受けない利点があり、スパッタ、ヒュームが少なく、作業者の技量によらず、安定したビード形状と均質な溶接品質が得られます。セルフシールドアーク溶接より溶込み深さが深くなります。
高能率な溶接法として、主に造船、橋梁、建築分野や大径鋼管の製造に適用されています。
ということで今回のコラムでは、フラックスを使用する溶極式アーク溶接3種類について解説しました。
次回はシールドガスを用いた溶極式アーク溶接であるMAG溶接・MIG溶接などを解説します。
(アイアール技術者教育研究所 T・I)
併せて読みたい関連コラム:「溶接」特集