【機械製図道場・上級編】溶接の図面表示を習得!必須の溶接記号もチェック

今回は、溶接の図面表示についてみていきたいと思います。
溶接は、分解取り外しの必要がない場合の部品同士の接合に便利で、鋼材を組み合わせて複雑な形状を構成することもできます。
そのため、木型や金型を必要とする鋳物に替わって、多品種少量生産に多く採用されています。
目次
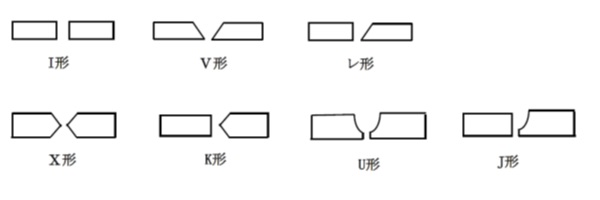
1.溶接継手の主な形状
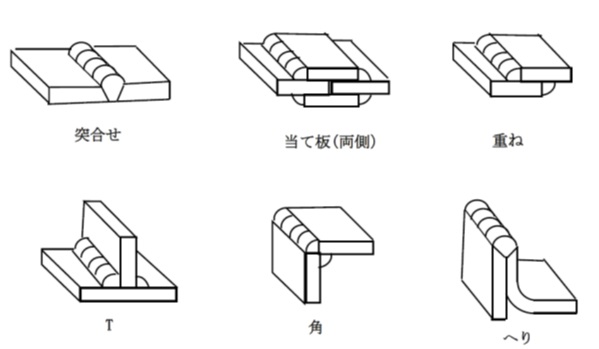
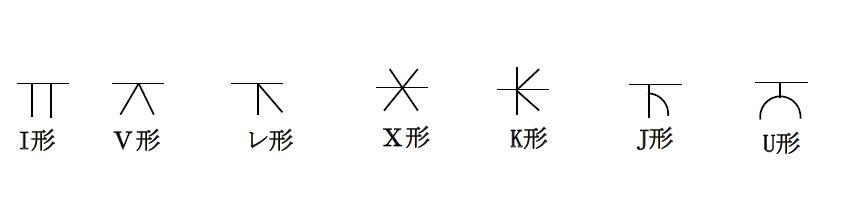
溶接で接合した部位を、「溶接継手」といいます。
下図に主な溶接継手の形状を示します。
この中で、「突合せ継手」が数多く適用されます。
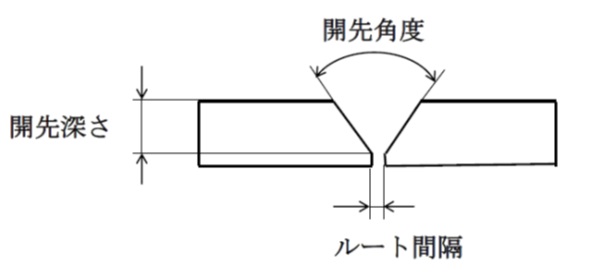
2.開先とは?
溶接する部材同士の溶接部先端に設けるすき間のことを「開先」といい、英語では”Groove”(溝)と呼んでいます。
溶接部が十分に溶け込んで溶着して、接合強度を確保できるようにすることが目的です。
下図に主な開先形状を示します。
開先の形状・寸法は、下図のように開先深さ、角度、ルート間隔で表します。
3.溶接記号
溶接部および開先形状は、溶接記号を用いて図面に表します。
溶接記号を用いることで、いちいち開先形状やビード長さなどを図示することなく、溶接に関する情報を適確に指示することができます。
ただし、圧力容器など法規で定められている場合は、詳細形状を図示する必要があります。
(1)T継手などによく適用する「すみ肉溶接」
すみ肉溶接の溶接記号と、その表示方法は下図のようになります。
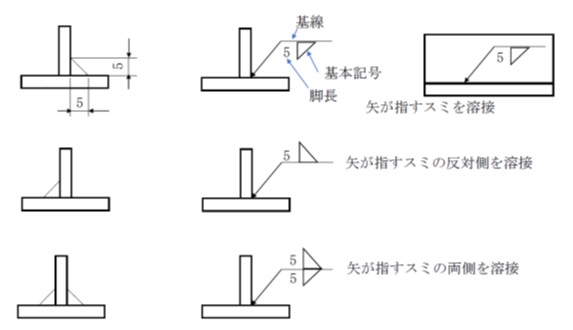
溶接線長さを指定するときは、下図のように溶接記号の後に、溶接線長さ(溶接線の数)-ピッチ、を記入します。図は、裏表で溶接線位置がずれる「千鳥溶接」の場合で、溶接記号を基線の上と下でずらして表示します。
[※関連記事:隅肉溶接の基礎知識はこれでOK!用語、強度計算、設計上の注意点まで厳選解説 ]
(2)開先溶接
「2.開先とは?」で紹介した主な開先形状の溶接記号は、下図のようになります。
他にも、フレア溶接、ビード溶接、肉盛溶接、スポット溶接、プロジェクション溶接、シーム溶接、など多くの溶接記号があります。必要に応じてJISZ3021を参照ください。
《開先溶接の指示例》
V形、K形、J形の各開先の図示例を下図に示します。
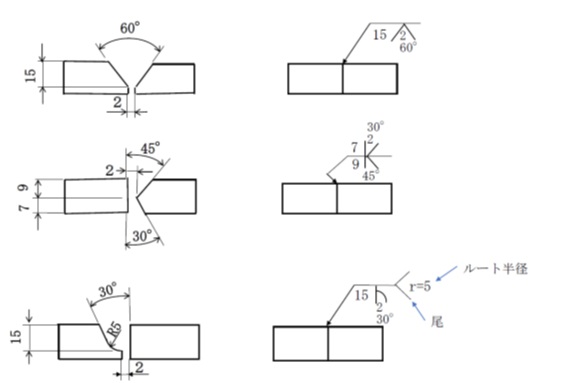
溶接記号の左に開先深さ、溶接記号の下または上に角度とルート間隔を記入します。
K形やX形のような形状の場合は、中央の図のように矢が付く側の値を基線の下に、裏側の値を基線の上に表示します。ルート間隔は基線の片側に表示します。
K形やJ形のように、部材の片側にのみ開先加工を行う形状の場合は、中央の図のように開先を加工する側へ向けて矢を出します。
J形やU形のように開先に丸み加工をする形状の場合は、一番下の図のように基線の右に上下方向へ斜めに開く線を引き(尾といいます)この中にルート半径を記入します。
(3)主な溶接補助記号
溶接記号に加えて表示することで、溶接に対する追加要求事項や、溶接部の表面仕上げについて指示するための記号を、溶接補助記号といいます。
ここでは溶接補助記号のうちの、2つを紹介します。
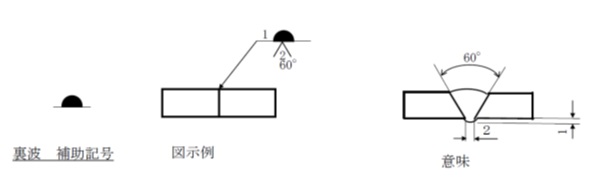
① 裏波
V形などの開先にルート間隔を取って突合せ溶接するとき、溶接する板や管の裏側にも溶接ビードを出すことを「裏波溶接」といいます。
完全溶け込み溶接となって、溶接部の強度が確保されるので、耐圧部材などに適用されます。
裏波の補助記号と、適用例を下図に示します。
② 表面形状
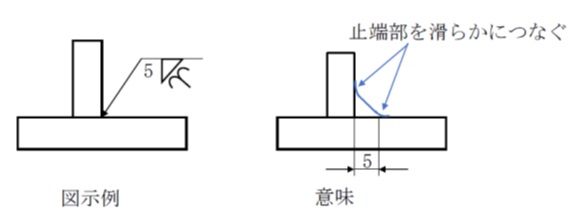
溶接部の表面仕上げに関する指示で、下図のような4つの記号があります。
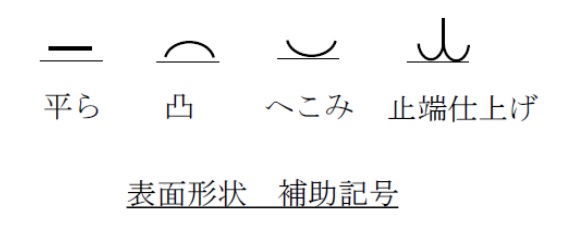
「止端仕上げ」は、下図のように溶接ビードと母材の境界部を曲線上に滑らかにつなぐ表面仕上げのことです。
では、簡単な例で、溶接の製図を練習してみましょう。
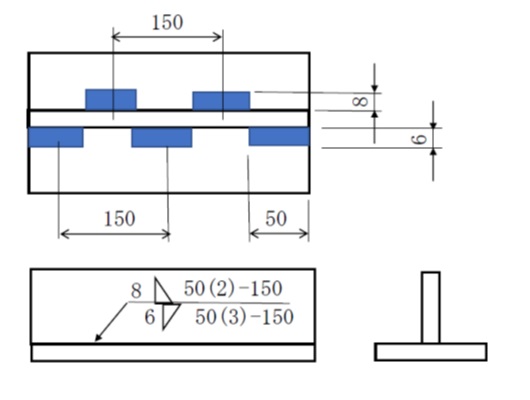
【例題】溶接の図面表示
《 問題 》
図のような溶接形状を、溶接記号を用いて製図してください。
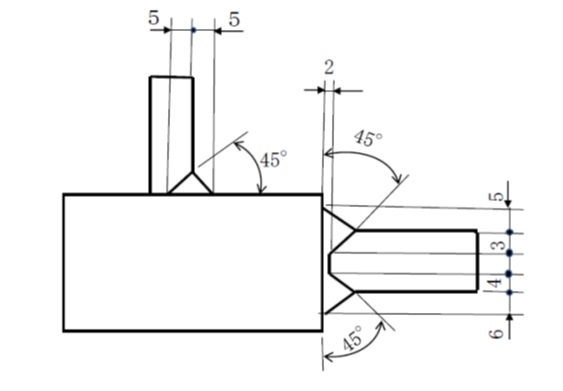
《 解答 》

《 例題の解説 》
【関連知識】溶接設計の注意点
大きな一体構造の成形、高剛性構造、ボルト締結より強力な接合、液体や気体の漏れ防止不要、など溶接を適用する利点は数多くあります。
反面、高温による金属の溶着接合であるため、熱による金属の組織変化や、ひずみ、残留応力による割れ発生の問題があり、溶接熱影響を極力低減するための設計配慮が必要となります
材料によっては、溶接することが困難であるか、溶接前後の熱処理(予熱・後熱)や入熱条件など高い溶接技術や溶接管理を必要とするものもあります
たとえばS45Cなど炭素量が多い鋼(0.3%以上)は、溶接部がマルテンサイト組織となり硬化して割れやすくなるので、溶接には適しません。
溶接構造の適用に際しては、溶接に関する十分な知識を持つことが必要です。
※溶接の設計知識を確認したい方は、別記事「設計者が知っておくべき溶接の基礎知識」もご参照ください。
(アイアール技術者教育研究所 S・Y)