

自動制御の種類とフィードバック制御の基礎知識

機械の性能やプラントの出力を目標値に維持して安定して運転するためには、外乱などによって生じる目標値のずれに対して、何らかの操作を加えて出力を調整する必要があります。
連続運転する機械では、人間が常時操作を行う(手動制御)ことは現実的でなく、制御装置によって自動的に機械やプラントの運転制御を行う(自動制御)ことが必要となります。
今回から数回にわたり、機械やプラントを安定して運転するために必要となる自動制御の基礎知識について、解説したいと思います。
1.自動制御の種類
(1)シーケンス制御
予め決められた順序に従って、制御の各操作を一つ一つ進めていく方法です。
制御しようとする機械やプラントの特性変化や、外乱要素がほとんどない場合に適用することができます。自動生産ラインや自動運転エレベータなどが、シーケンス制御の適用対象に該当します。
(2)フィードバック制御
機械やプラントの出力と目標値とを常に比較して、ずれがあれば入力を修正し、出力が目標値に近づくように操作量を制御する方法です。
フィードバック制御は次のような特長を有します。
- 制御対象が不安定であっても、制御装置の設計パラメータを適切に選ぶことにより、制御系を安定にすることができます。
- 制御対象の特性の多少の変化に対しても追従が可能となり、外乱が加わっても、その作用を打ち消すことができます。
ただし、出力の変化を検知してはじめて出力の調整を行いますので、変更後の出力が安定するまで一定程度の時間がかかるという弱点があります。
(3)フィードフォワード制御
機械やプラントの運転に影響を及ぼす外乱を事前に予測して、機器に影響が生じる前に外乱影響を加味して運転動作を制御する方法で、前述のフィードバック制御の弱点を補う方法として考案されました。
ただし、外乱を検知する手段と外乱に対する適正な操作量を設定する必要があります。
またフィードフォワード制御だけでは目標値に収束させることが困難で、フィードバック制御と組み合わせて適用することが通常です。
今回のコラムでは、「フィードバック制御」を対象とした解説を行います。
2.フィードバック制御の分類
(1)制御対象による分類
① プロセス制御
温度、流量、圧力、水位などの工業プロセス状態量を対象として制御するものを「プロセス制御」といいます。
② サーボ系
物体の位置、方位、姿勢などの機械的変位を制御量として、目標の位置変化に追従するように構成された制御系を「サーボ系」といいます。サーボ系の機器の構成を「サーボ機構」といいます。
(2)目標値による分類
① 定値制御
温度一定、圧力一定など、目標値が一定である制御をいいます。プロセス制御に多く見られます。
② 追従制御
目標値が任意の変化をする制御で、物体の機械的変位を制御量として、位置変化に追従するように構成された制御をいいます。サーボ系のほとんどが当てはまります。
3.フィードバック制御系の基本的な構成と用語
図1に基本的なフィードバック制御系の構成を示します。
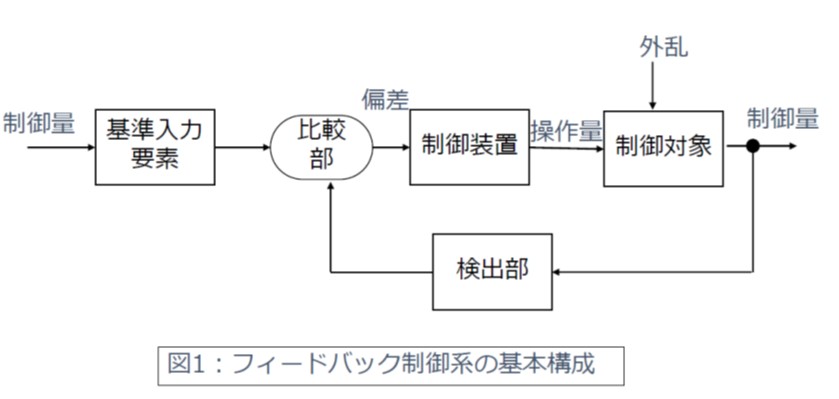
図中に現れる用語の定義は、次のようになります。
- 目標値: 制御系において制御量がその値をとるように外部から与えられる数値のことです。例えば、温度などのプロセス量や対象物の位置、速度などが相当します。
- 制御量: 制御対象の制御の目的となる量、制御対象の出力(応答)のことを指します。目標値に対する制御対象の実際の現在値のことを指します。
- 偏差: 目標値と制御量の差のことをいいます。
- 操作量: 制御を行うために制御対象に加える量で、これを変化させることにより制御量を支配することができるものをいいます。例えば制御量である温度を変化させるために供給する冷却水の量(水量を調整するためのバルブ開度)などが相当します。
- 基準入力要素: 比較部でフィードバック信号と比較することができる信号を目標値から作り出す部分(変換器)のことです。プロセス量や位置、速度などの量を、回路で比較しやすい電流信号、電圧信号などに変換します。基準入力要素から出力される信号を基準入力信号といいます。
- 制御装置(コントローラ): 操作量を生成する装置で、比較部からの偏差信号に応じた操作量を出力します。
- 比較部: 制御量のフィードバック信号と基準入力信号を比較して差をとります。
- 検出部: 制御対象や、外部環境などから、制御に必要となる信号を取り出す部分です。
- 外乱: 操作量以外で、制御対象の制御量に影響を及ぼす外的作用のことです。
以上、今回は自動制御の分類と、本コラムの対象とするフィードバック制御の概要について解説しました。
次回は、フィードバック制御を理解する上で必要となる数学的基礎知識について解説します。
(日本アイアール株式会社 特許調査部 S・Y)
《併せて読みたい関連コラム》









](https://engineer-education.com/wp/wp-content/uploads/2019/06/facility_PM-150x150.png)




























