配管サイズと呼び径の基本がわかる!選び方・計算方法など役立つ実務知識も解説

配管設計や配管施工において「配管サイズ」は非常に重要な要素です。過小なサイズ選定の場合には、流体の流れに支障が生じたり、圧力損失が増加したりする可能性があります。過大なサイズ選定の場合には、コストが増大します。
本記事では、「内径」「外径」「呼び径」など配管サイズに関する基本用語から、配管設計・施工などで役立つ実務情報を体系的に解説します。
目次
1.配管サイズとは?
「配管サイズ」とは、配管の直径に関する各種寸法や呼称のことを指します。
ただし、配管を扱うとき「直径」と一口に言っても複数の概念があります。
直径に関する数値として次の3つがあります。まずは以下の用語をしっかりと押さえましょう。
- 内径(ID: Inside Diameter):
配管の内側の直径。流体の流れる速度(流速)を求める際に必要となります。 - 外径(OD: Outside Diameter):
配管の外側の直径。取り付けスペースの確認や強度計算を行う際に必要となります。 - 呼び径(Nominal Diameter, DN):
JIS(日本工業規格)などの規格で使われる、配管サイズの呼称。実際の寸法とは異なります。
2.呼び径とは?A呼称・B呼称と通称(俗称)
「呼び径」(呼び名、Nominal Diameter)とは、配管のサイズを表すための便宜上の名称のことです。
(1)A呼称(エー呼称)
日本の配管規格(JIS)などで広く用いられているのが「A呼称」です。
たとえば「25A」や「50A」といった形で、末尾に”A”をつけて呼び径を示します。
A呼称はメートル系(ミリメートルベース)の単位に立脚する呼び径です。
JIS G 3452(SGP)やJIS G 3454(STPG)など、JIS規格の鋼管で使われます。
(2)B呼称(ビー呼称)
「B呼称」は、主にインチ系配管で使われる呼び径です。
こちらは「1B」「2B」といったように、数字とアルファベット”B”で表記します。たとえば「2B」は「2インチ配管」を意味します。
B呼称は、ASME(米国機械学会)やANSI(米国国家規格協会)などの米国規格に準拠した配管図面や仕様書に登場することが多く、工場設備やプラントエンジニアリングの現場で採用されることがあります。特に石油精製などオイル&ガス向けの配管では必須です。
(3)インチとミリの換算:覚え方のコツ
1in(インチ)=25.4mmです。この換算値は必ず覚えておきましょう。
日本ではSI単位のミリメートル(mm)が主流ですが、海外製機器や古い図面ではインチ(inch)で表記されていることもあります。
A呼称、B呼称とミリ換算した長さの対比(一例)は下表のようになります。
|
B呼称 |
ミリ換算 |
A呼称 |
| 1/2B | 12.7mm | 15A |
| 3/4B | 19.0mm | 20A |
| 1B | 25.4mm | 25A |
| 2B | 50.8mm | 50A |
ただし、実際の配管径(内外径)は上表の値とは異なります。
(4)通称(俗称)
工場や配管施工の現場などでよく使われる呼び方です。
B呼称で、1インチより小さい口径の配管を表すときによく使われます。
アメリカではSI単位(メートル法)ではなく、ヤード・ポンド法が一般的に使われています。特に1インチ未満の長さを表す場合は、1/2、1/4、1/8、1/16といった二進法に基づく分数表記が用いられます。
このような単位の表し方では、例えば1/8インチのことを「1分(ぶ)」と呼ぶこともあり、通称としてこの表現が使われています。
例えば、3/8Bは「3分(さんぶ)」、1/2B(分母を8として表すと4/8B)は「4分(よんぶ)」、3/4B(分母を8として表すと6/8B)は「6分(ろくぶ)」と呼び表します。
現場で「何分の配管」と言われたとき戸惑わないように覚えておきましょう。
また1.1/2Bの場合は、1インチ4分とは呼ばず、「インチ半」と呼びます。合せて覚えておきましょう。
(5)A呼称/B呼称による配管サイズと実寸法との対応関係
配管に用いる管(パイプ)がJIS規格に則って製造されたものであるのか、ANSI規格に則って製造されたものであるのかにより、管の実外径はわずかですが異なってきます。
A呼称、B呼称による呼び径と管の実外径の対比(一例)は下表のようになります。
|
A呼称 |
B呼称 |
外径(JIS) |
外径(ANSI) |
| 15A | 1/2B | 21.7mm | 21.3mm |
| 20A | 3/4B | 27.2mm | 26.7mm |
| 25A | 1B | 34.0mm | 33.4mm |
| 50A | 2B | 60.5mm | 60.3mm |
上表記載以外の呼び径管の実外径は各規格を参照して確認してください。
呼び径とは、管のサイズを表す“便宜的な名称”ということができます。
3.内径寸法と管の肉厚(スケジュール番号)
管内を流れる各種流体はある圧力を有していますから、管には圧力に応じた肉厚が必要です。
JIS規格の配管用鋼管の厚さは、JIS G3452に規定されるSGP(通称「ガス管」と呼ばれ、使用温度が350度以下で比較的圧力の低い蒸気、上水道を除く水、油、ガス、空気などの配管に使用される炭素鋼鋼管)を除いて、スケジュール番号(Sch)方式となっています。
Schは、次式で定義されます。
Sch = p/S×1000
p:設計圧力[MPa]、S:使用温度における材料の許容圧力[MPa]
p/Sは管の厚さを決定する3つの因子(材料、圧力、温度)を1つに整理する無次元数です。
例えば、設計圧力 p=3[MPa]、材料の許容応力 S=120[MPa] であるとすれば、Sch=3/120×1000=25 となりますから、Sch30以上の管を選定するのが適切というように管の肉厚選定のための目安となります。
Schには、10,20,30,40,60,80,120,140,160が規定され、さらに高圧用の肉厚を規定するものにXS(エキストラ)とXXS(ダブルエキストラ)があります。
ステンレス鋼管は、引張強さに基づいて決定される許容応力が炭素鋼などに比較して大きいため、Sch20以下の場合に番号の後にSを付して、やや薄肉のシリーズを規定しています。(5S,10S,20S)
配管サイズとスケジュール番号別の肉厚
下表に、100A以下のJIS配管のSch別の肉厚を紹介します。
サイズによっては規定されていないSch番号があります。その場合は、一つ上のSch番号を選定することになります。
例えば25Aで必要なSchが120であった場合、規定されていないので一つ上のSch160を選定します。

4.配管サイズの選び方・選定ポイント
配管サイズの選び方や選定の際は、以下の要素を考慮する必要があります。
(1)流量と配管損失
流量を断面積で割った値が「流速」です。
配管サイズが小さいほど流速が大きくなり圧力損失が増えます。
ポンプ全揚程やNPSHなども考慮して、適切な配管サイズを選定することが重要です。
- 全揚程と配管損失に関しては「実揚程、全揚程そしてシステムヘッド」をご参照ください。
- NPSHと配管損失に関しては「NPSHAはポンプユーザー側が提示する値」をご参照ください。
流量をQ[m³/s]、流速をV[m/s]、内径をDi[mm]とするとき、次のようになります。
V = 4Q/π(Di/1000)2
流速や圧損の計算は配管設計の要であり、配管サイズ選定の根拠となります。
[※関連記事:管路における圧力損失の考え方と計算 ]
(2)圧力と肉厚
配管が扱う流体の使用圧力(設計圧力)に対する管の必要肉厚(配管が安全に流体を封入することができるために必要な肉厚)を確保できるSch番号の管を選定します。
管の外径、内径、肉厚の関係は下図のようになります。
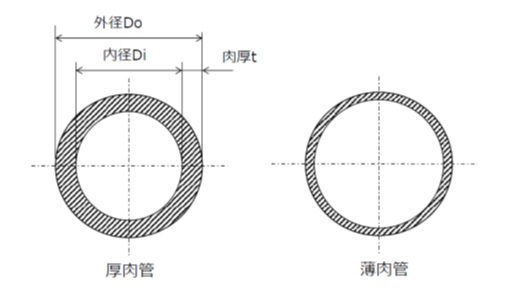
外径Do、内径Di、肉厚tとするとき、次のようになります。
Di = Do-2×t
流体の種類や流速によっては、浸食による経年的な肉厚の減少(くされ代)を見込んで肉厚を選定する必要がある場合もあります。
同一外径の管で、図右の薄肉管に比較して肉厚が厚い図左の厚肉管である場合は、内径が小さくなり、それに伴い流速が増加します。
流速によっては、薄肉管に比較して配管サイズを上げて流速を抑える必要のある場合もあります。
(3)設置スペースとコスト
配管外径が大きくなると配管設置スペース、施工費、材料費も上昇します。
過剰に配管サイズが大きくならないようにバランスを取ることが重要です。
5.まとめ
配管サイズを理解するには、「呼び径」や「内径」「外径」などの基礎知識を押さえることが重要です。また、適切な選定には、流体特性や設置環境、圧力条件なども含めた総合的な判断が求められます。
ここまで解説した内容から、配管サイズを選定する上で重要なポイントを列挙すると次のようになります。
- 呼び径と実寸法は一致しないことに注意。
- 規格と材質によって寸法(内外径)が異なる。
- サイズ表を活用して実寸法を確認し、設計ミスを防ぐ。
- 流速から適切なサイズを選定する。
- 設計圧力から適切なSchを選定する。
- 長さの制約や施工スペースも重要な判断要素。
サイズの呼称と単位の関係と、流速や管の必要肉厚の計算方法を押さえ、配管サイズの通称も覚えておけば、設計から施工まで一貫して高品質な配管システムを構築できるでしょう。
(日本アイアール株式会社 特許調査部 S・Y)







](https://engineer-education.com/wp/wp-content/uploads/2019/06/facility_PM-150x150.png)