熱応力の基礎知識と計算方法を解説|線膨張係数って何?

今回は、特に使用状態における製作時(常温)からの温度差が大きい機械を設計する場合に注意が必要となる「熱応力」の基礎知識についてわかりやすく解説します。
1.熱応力とは?
一般に物体には、固有の線膨張係数があって、温度が上昇すれば膨張し、温度が低下すれば収縮します。
温度変化に対する膨張あるいは収縮が何らかの要因によって拘束されると、拘束がない場合に膨張または収縮により変形する量がひずみとなって物体に残留して、物体内に応力が発生します。
この応力は、物体に外力が作用することによって生じるものではなく、温度変化によって生じるものであり「熱応力」といいます。
[※関連記事:荷重、応力、ひずみの基本を整理!はこちら]
2.線膨張係数とは?
温度1[K]の変化によって生じる棒の伸縮量を元の長さで除した値を、その物体の「線膨張係数」といいます。
単位はK-1(毎ケルビン)です。
温度t1[K]における棒の長さをL1[mm]、温度がt2[K]に上昇したときの棒の長さをL2[mm]、棒の線膨張係数をα[K-1]とすれば、
L2 = L1{1+α(t2-t1)}
となります。
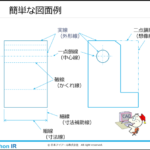
図左のように、棒の両端に温度の影響を受けない剛体があって棒の自由な伸縮を完全に拘束しているものとします。剛体間の距離がL1不変のとき、温度がt1からt2に上昇すると、棒には長さL2からL1に圧縮された場合と同じ圧縮応力が生じます。
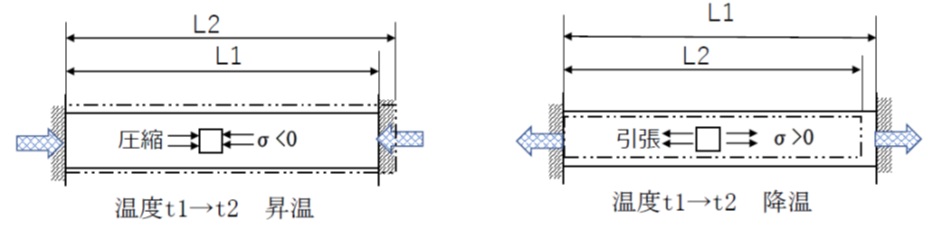
フックの法則より、この時生じる応力はヤング率をEとすると、
σ = -{(L2-L1)/L2}E = -αE(t2-t1)/{1+α(t2-t1)}
となります。
一方、図右のように温度t1からt2に低下する場合、拘束が無ければ棒は、長さL1からL2に収縮します。
この場合拘束によって生じる応力は、長さL2からL1に伸ばした場合と同様な引張応力となり、以下のようになります。
σ = {(L1-L2)/L2}E = -αE(t1-t2)/{1-α(t1-t2)}
一般に、α(t1-t2)の値は1に比較して無視し得るほど小さいので 1+α(t1-t2)≒1
したがって、
σ = αE(t1-t2) ・・・(1)
と表すことができます。
金属材料の線膨張係数と熱応力の計算
線膨張係数αは、物質によって様々な値をとります。
ここでは代表的な金属材料を例としてご紹介します。
① 炭素鋼の線膨張係数と熱応力
炭素鋼は約11×10-6[K-1] です。
長さ1mの棒は、温度差100Kで1.1mm伸びます。長さ5mの棒であれば、温度差20Kで1.1mm伸びます。
熱膨張を逃がす隙間を適切に設けることが必要です。
炭素鋼のヤング率Eは、206[GPa]ですから(1)式より、温度差が100Kのとき、伸縮を拘束することで生じる熱応力は、11×10-6 x 206×103x100 = 226.6[MPa] となります。
一般圧延用鋼SS400の場合、降伏点に近い応力値となります。
温度上昇に対して変形拘束する場合は圧縮応力となりますが、温度降下の場合は引張応力となります。
棒の両端を溶接するような構造とすると、常温に低下したときに溶接部に大きな引張残留応力が生じることがあるので注意が必要です。
[※関連記事:3分でわかる 炭素鋼と熱処理の基礎知識 ]
② オーステナイト系ステンレス鋼の線膨張係数と熱応力
SUS304などのオーステナイト系ステンレス鋼の線膨張係数は、17.3×10-6[K] であり、炭素鋼と比較すると大きな値です。
ヤング率は 193[GPa] と炭素鋼に比較すると小さい値ですが、(1)式より、温度差が100Kのとき、伸縮を拘束することで生じる熱応力は、17.3×10-6 x 193×103x100 = 333.9[MPa] となり、SUS304の0.2%耐力を超える値となりますので、ステンレス鋼は炭素鋼以上に熱応力に注意が必要となります。
[※関連記事:ステンレス鋼 300系と400系の違いと使い分け《成分・特徴など比較解説》 ]
3.高温/低温下で使用する機械は熱応力・熱膨張対策に注意!
このようにボイラ、タービンなど高温条件で使用する機器、あるいはクライオポンプや冷凍機など低温条件で使用する機器の設計に際しては、クリープや低温脆性といった、高温下あるいは低温下における材料特性の他に、線膨張と拘束条件によって発生する熱応力や、熱膨張を逃がすための適正すき間(遊び)についても注意を払うことが重要となります。
(日本アイアール株式会社 特許調査部 S・Y)