3分でわかる 炭素鋼と熱処理の基礎知識
鉄鋼材料が、要求される特性を発揮するためには適切に熱処理を施すことが必要不可欠です。
本記事では、炭素鋼とその熱処理の種類・特徴について解説します。
目次
1.炭素鋼とは?
純鉄(Fe)は軟らかくて強度が低いため、そのままでは機械構造部品として使用するのに適しません。
鉄が様々な用途に使われるためには、純鉄に少量の合金元素を添加することで強度などの特性を改善する必要があります。純鉄に炭素などの合金元素を添加したものを「鋼」と呼びます。
そのうち、0.02~2wt%の範囲内で炭素(C)を含有させたものを「炭素鋼」と呼び、強度が高いため機械構造部品として広く使用されています。
炭素鋼には Si、Mn や不純物である微量の P、S が含まれますが、機械的性質はC量によって決定されます。
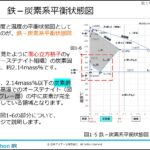
炭素鋼を構成する金属相は、FeとCの化合物Fe3C(セメンタイト)とFeとCの固溶体(フェライト、オーステナイト)とがあり、横軸にC量、縦軸に温度をとったFe-C系状態図で関係を理解することが出来ます。
図1は状態図のうち、特に炭素鋼としての特性に関係の深い部分を示したものです。
フェライトは912℃以下で安定し、体心立方結晶構造(bcc)を持ち「α鉄」と呼ばれます。原子間の間隔が狭く、炭素原子の溶解度は非常に小さくなります。(図2)
一方、図1のオーステナイトの領域は912℃~1391℃で安定し、面心立方結晶構造(fcc)を持ち「γ鉄」と呼ばれます。原子間隔はフェライト(α鉄)よりも広いので、炭素原子の侵入型固溶体を作りやすくなります。(図3)
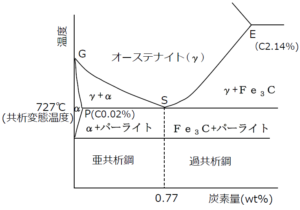
【図1 Fe-C系状態図】
図1のS点は、C量0.77%、温度727℃で「共析点」と呼ばれます。
温度727℃以下では、C量0.77%の炭素鋼は組織が「パーライト」と呼ばれるフェライトとFe3Cの共析組織となっており、「共析鋼」と呼ばれます。
C量が0.77%より低い炭素鋼は「亜共析鋼」と呼ばれ、その組織はフェライト(α)とパーライトとからなります。また、C量が0.77%を超える炭素鋼は「過共析鋼」と呼ばれ、その組織はFe3C(セメンタイト)とパーライトとからなります。
炭素鋼の機械的性質はC量により大きく変化します。亜共析鋼の場合、C量の増加と共にパーライトが増加し、引張強さ、降伏点は大きくなります。一方、伸び、絞り、靭性(吸収エネルギ)はC量が増すにつれて小さくなります。
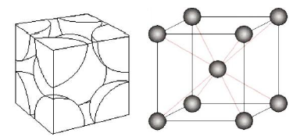
【図2 体心立方結晶構造(bcc)】
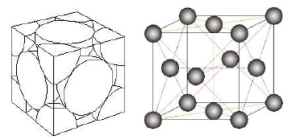
【図3 面心立方結晶構造(fcc)】
[※関連記事:熱処理による鉄の結晶構造変化がわかる!鉄-炭素系平衡状態図で丁寧に解説 ]
2.鋼の熱処理(主な種類と特徴・用途)
鋼には、用途によって強度の他に、硬度、伸び絞りあるいは靭性などの様々な特性が要求されます。
鉄鋼などの金属材料を加熱したり冷却したりすると、内部構造(組織)に変化が起こり、機械性質が著しく変わります。これを利用して、金属材料を硬くしたり、柔らかくしたりする工法を「熱処理(法)」と呼びます。
金属熱処理では、温度や処理速度を様々な条件に設定して金属を加熱・冷却することで組織を変化させ、所要の性質を得ることができます。
[※関連記事:3分でわかる 鉄鋼の組織と熱処理による状態変化|Fe-C状態図、熱処理の種類などを整理 ]
鋼の熱処理としてよく行われる重要なものには次の4つがあります。
(1)焼きならし(Normalizing)
「焼きならし」とは、オーステナイト域まで加熱して十分に保持したのちに、大気中で静かに空冷する操作で冷却速度は遅くなります。JISの熱処理記号では「HNR」と記載します。
焼きならしは、鋼の組織の均一化・内部応力の除去・加工によるひずみの除去などを目的に行われます。焼きならしを行うことで結晶粒が微細化され、靭性を主体とした機械的性質が改善されます。
(2)焼きなまし(Annealing)
「焼きなまし」(「焼鈍」ともいいます)とは、温域まで加熱して十分に保持したのちに、炉の中で徐冷する工法です。JISの熱処理記号は「HA」と記載します。
焼きなましは鋼を柔らかくして加工性を向上させる目的で行われます。加工硬化による内部の残留ひずみ(残留応力)を取り除き、組織を軟化させ展性延性を向上させる目的でも行われます。
焼なましによって金属組織の格子欠陥が減少し、再結晶が行われるため組織が均質化して軟化し、残留応力も減少します。
焼きなましには、その目的により温度と冷却速度が異なるいくつかの種類があります。
- 完全焼きなまし:
亜共析鋼ではオーステナイト域、過共析鋼では共析変態温度(727℃)以上に加熱保持し、炉冷することにより、内部応力の無い組織とし、軟らかい層状パーライトを形成させて軟化します。 - 球状化焼きなまし:
オーステナイト組織にした鋼を急冷することにより組織内部の炭化物を層状から球状に変化させる処理で、割れにくく靭性に富んだ鋼が得られます。工具に用いる鋼の加工前に行われます。 - その他:
残留応力の除去(応力除去焼鈍)、鋼の軟化、加工性の改善、機械的性質の改良、などを目的として、鋼を共析変態温度以下の比較的低温に加熱保持した後に、炉内で緩やかな速度で徐冷する処理方法もあります。
(3)焼き入れ(Hardening、Quenching)
「焼き入れ」は、鋼を硬くする目的で行われます。亜共析鋼はオーステナイト域に、過共析鋼は変態温度以上に加熱したのち、水、油、空気などを用いて急冷します。JISの熱処理記号は「HQ」と記載します。
急冷することでオーステナイト(面心立方結晶)から、マルテンサイトと呼ばれる結晶構造(体心正方結晶)に変化して著しく硬くなります。
硬くて脆くなり、また内部に残留応力が発生するので割れやすくなるので、焼き入れしたままの状態では圧力容器などの機械構造部材や工具として使うことが出来ません。
[※関連記事:熱処理「焼入れ」の原理とプロセスを基礎から解説! ]
(4)焼きもどし(Tempering)
「焼きもどし」とは、焼き入れした鋼を共析変態温度以下で再加熱して冷却する操作です。JISの熱処理記号は「HT」と記載します。
マルテンサイト組織を微細化し、炭化物の析出を促すことにより、硬度調整、靭性の向上、焼き入れで生じた残留応力の除去を目的として、通常は焼き入れ焼き戻しのセットとしての熱処理が施されます。
鋼に要求される特性に応じて焼きもどし温度250℃以下で行う低温焼きもどしと、550~650℃の領域で行う高温焼き戻しがあります。前者は、工具など靭性を改善して割れにくくしつつ硬度も保持したい場合に採用します。後者は、高い靭性を要求されるシャフトや歯車などの材料に適用されます。
このように、一口に鋼の熱処理と言っても、様々な種類があり、また鋼に要求される特性に応じて加熱温度や冷却方法、冷却時間にも違いがあります。
(日本アイアール株式会社 特許調査部 S・Y)