知ってた?機械要素「ねじ」の正しい使い方・使い分け
当連載コラムの前回「機械要素「ねじ」の基本をチェック!」では、機械部品の締結に使われる基本的な機械要素である「ねじ」(ボルト)の前提知識をご紹介しました。
今回はその続きとして、ねじの使い方・使い分けを解説します。
1.六角ボルト・ナットの使用方法
(1)通しボルト
被締付部品に通し穴をあけて六角ボルトを通しナットで締め付けるタイプで、配管フランジ接続等によく用いられます。
被締付部品にはネジ加工が不要で破損時のボルト交換が容易です。
ナットがかかり、確実に締付けるため下記の点に注意して設計します。
- ナットからボルトネジが3山(3ピッチ)程度出るように長さを設計する
- 不完全ネジ部が被締付部品の外に出ないこと
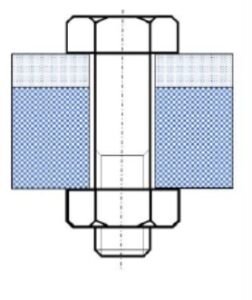
【通しボルト】
(2)リーマボルト
被締付部品に横方向の荷重(せん断力)がかかるとき、ボルト外径と通し穴内径に隙間が無いようにします。
穴径を正確にあけられるリーマを用いて通し穴を加工し、リーマボルトの円筒部直径は、リーマ穴径に対してガタが生じないようなはめ合い公差となるように設計します。
通しボルトに記述した注意点は、リーマボルトのネジ側にも当てはまります。
【リーマボルト】
(3)押えボルト(タップボルト)
被締付部品の奥側に、めねじを切って六角ボルトで締め付けます。
奥側部品が肉厚の場合など通しボルトが不適当な時に使用します。
ナットが不要という利点があります。
次の点に関する注意が必要です。
- ボルトのネジ込み深さ、めねじ深さ、下キリ深さの関係が規格通りになるように設計する
(ボルトネジ部先端が、めねじ底部に当たるとそれ以上締付けられません) - ボルト不完全ネジ部が、めねじにかからないようにする
- ボルト破損時はめねじ部の点検修正が必要になります
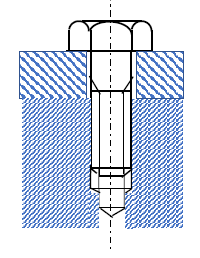
【押さえボルト(タップボルト)】
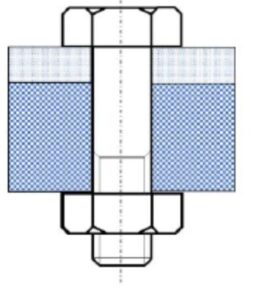
(4)植込みボルト
被締付部品の奥側(下側)にめねじを切り、ボルトの植込み側をねじ込んで固定し、片方の被締付部品の穴を通してナットで締め付けます。
分解時に固定側ねじが緩まないように、ネジ込み側はしまりばめ公差のネジとします。
ネジ込み側は取り外さないので分解頻度の多い部品に適します。
予め植え込まれたボルトに対してナットを上から挿入してねじ込むので、ボルトを通すスペースがない狭いスペースにおける締結に適しています。
ボルト破損時はめねじ部の点検修正が必要になります。抜けない時に特殊作業が必要になります。
通しボルトに記述した注意点は、植込みボルトのナット側にも当てはまります。
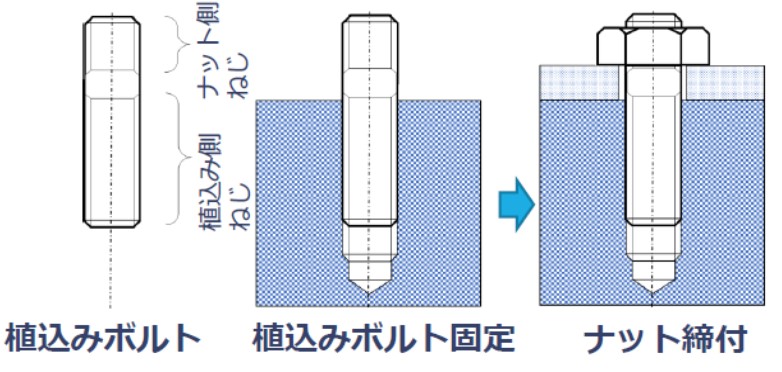
【植込みボルト】
2.六角穴付きボルト
六角穴付きボルトの頭部は、呼び径の1.5倍程度の円形でその中に六角形の穴が設けられています。
六角レンチをこの六角穴に差し込んで締付を行います。
六角ボルトに比べ狭い場所でも締付可能で、ボルト頭部を被締付部品に沈める必要があるときに適用します。
一般の六角ボルトより強度の高い低合金鋼(クロムモリブデン鋼SCM435など)を用い、表面に耐食性の黒色酸化皮膜処理を施工します。
【六角穴付きボルト】
3.「3枚締め」は避けるべし!
ボルトによる締結は被締付部品2枚を原則とし、3枚以上の部品を一組のボルト(ボルト&ナット)で通し接合することは避けるように設計します。
3枚締め構造にすると
- 手前の部品を取り外す際に奥側の部品まで緩むので、本来外す必要のない部品まで再度心出しが必要になる
- 被締付部品が多く、ボルトが長くなるために、ゆるみが起きやすい
というデメリットがあります。
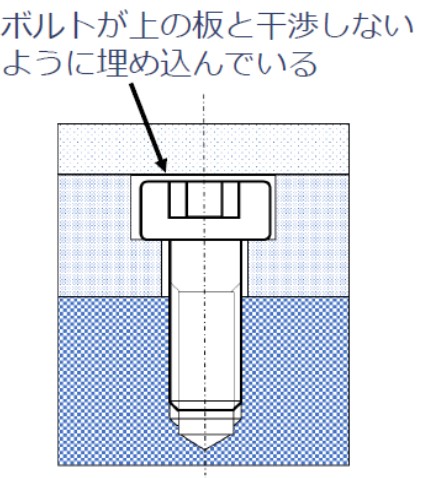
径方向の寸法余裕が無い等の理由でボルトピッチ中心円を2段にすることが困難な場合、内側の部品を六角穴付きボルトを利用して取付け、外側部品はボルト穴位置をずらして内側部品にネジ止めする方法もあります。
ただし、ボルトのピッチ中心円とボルトの振り分けを工夫する必要があります。
(必要なボルト本数により中心振り分けにできない場合あり)
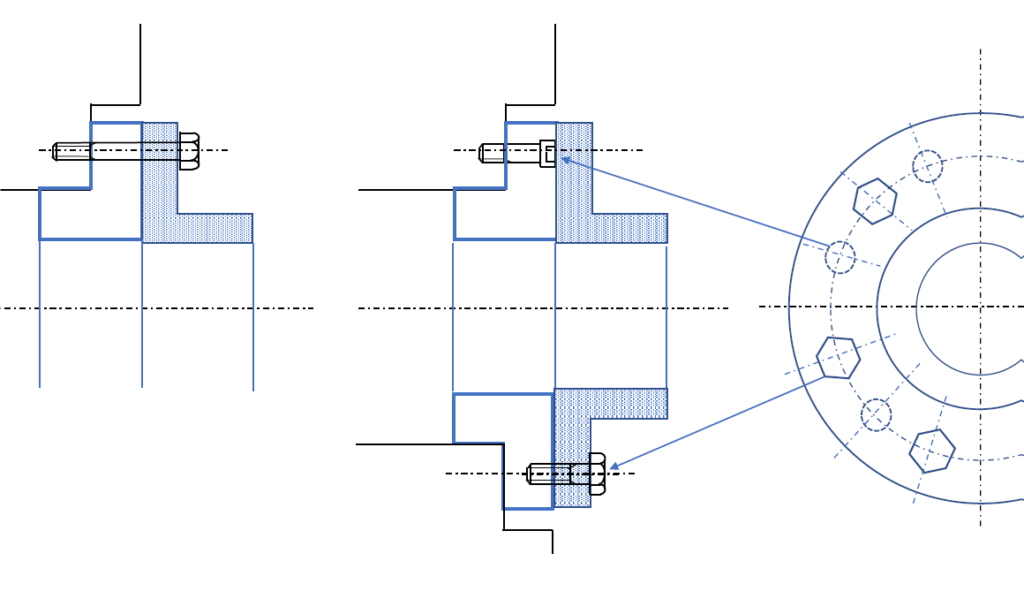
【3枚締めを回避する方法】
ということで今回は、機械部品の締結に用いるボルト・ナットの使い方と注意点について解説しました。
次回は、ねじの強度区分についてご説明します。
(アイアール技術者教育研究所 S・Y)









](https://engineer-education.com/wp/wp-content/uploads/2019/06/facility_PM-150x150.png)