知らないと大事故に?「ねじ」の強度区分を理解する

機械には多数のねじが使われています。その中には、万一緩んで脱落したり破損したりした場合に重大な事故につながる可能性のある「重要なねじ」があります。設計、組立、保全など機械に関わる人々は、ねじの重要性とねじ締結の原理をよく理解する必要があります。
機械要素としてねじ部品を選択する場合、まず、ねじがどの程度の強度を持っているか知っておくことが重要です。誤った強度のネジを選択すると、破損により機械の故障や事故につながる恐れがあります。
今回は、故障・事故を防ぐためにも必ず押さえておきたい「ねじの強度区分」について解説します。
1.鋼製ボルトの強度区分
ボルトは適正な軸力を与えることで締結機能を発揮する部品です。
JIS規格では、鋼製ボルトに対して次のような数字による強度区分表示をしています。
引張強さ. 降伏点または耐力割合
1の位の数字は引張強さを100で割った数字です。
例えば6であれば引張強さ 600MPa(N/mm2) であることを示します。
小数点以下の数字は降伏点または耐力を引張強さで割った値を示します。
例えば強度区分6.8のボルトの降伏点(または耐力)は、引張強さの0.8倍であり、600 x0.8=480 MPa(N/mm2) が降伏点(または耐力)であることを示しています。
(※降伏点・引張強さの基本的な解説はこちらをご参照ください)
JISで設けられている強度区分は、下の10個です。
[3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9]
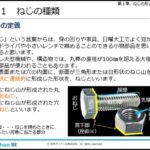
強度区分は図1のようにボルト頭部の上面と側面に記載されています。

[図1 ボルト強度区分表示(上:六角ボルト、下:六角穴付きボルト)]
2.ボルトの保証荷重
実際にボルトを選定するときは、JIS B1051で強度区分ごとに規定されている保証荷重応力にネジの有効断面積を乗じて得られる保証荷重に基づく必要があります。
強度区分と保証荷重応力について表1に示します。
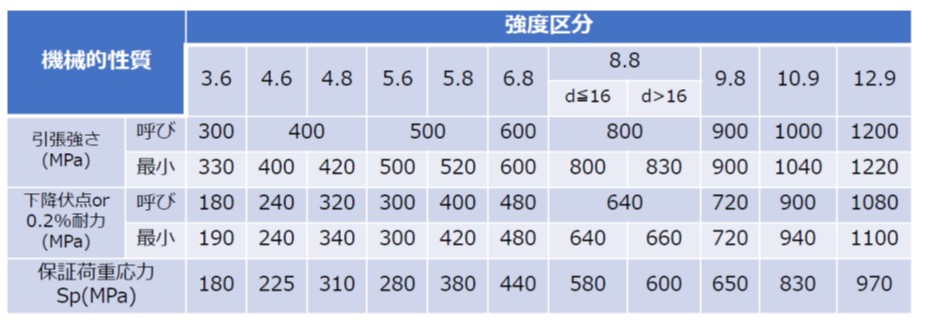
[表1 鋼製ボルト・小ねじの機械的性質(JIS B1051)]
ねじの有効断面積(As)は次の式で与えられます。
As=πds2/4
ds=(有効径+谷径)/2=d-0.938194P ・・・(1)
[d:呼び径 P:ピッチ]
例えば、M10並目ボルトの場合、ピッチP=1.5であることから、有効断面積Asは(1)式より、As=58mm2 となります。
強度区分が6.8である場合、表1より、呼び引張強さ600[MPa]、呼び0.2%耐力480[MPa]、であることから、最大引張荷重は600×58=34800[N]、0.2%耐力相当引張荷重は480×58=27840[N]となります。
「呼び」は、強度区分を構成する上での便宜的な値で、実際におねじ部品に適用する引張強さおよび下降伏点(0.2%耐力)の最小値は、表のように呼び値と同等か、それより大きく設定されます。
また表1より保証荷重応力 Sp=440[MPa] これより、保証荷重は 440×58=25520[N] となります。
保証荷重応力Spは、ボルトに規定の保証荷重を負荷したときボルトに永久ひずみが生じないことで判定する保証荷重試験によって評価します。
保証荷重は、応力が降伏点(0.2%耐力)の90%程度となるように設定されます。
保証荷重試験は、ボルトに単純引張を与えた状態で行われます。
一方、実際にボルトを締め付けるときは、ねじりトルクが作用します。
そのためボルトに与える軸力は、単純引張の場合の荷重より小さくなります。
ボルトを締め付けるときのねじ部と座面の摩擦係数により変化しますが、一般的に、適正締付軸力は、ボルト材料の降伏点応力または0.2%耐力に相当する荷重の60~70%となります。
3.鋼製ナットの強度区分
一方鋼製ナットの強度区分は整数で表し、数値の100倍が呼び保証荷重応力を示します。
例えば強度区分8のナットであれば、の保証荷重応力は
8×100=800 MPa(N/mm2)
となります。
ナットの保証荷重応力とは、ナットにボルトをねじ込み軸方向に荷重を負荷したとき、ねじが破損せずに、荷重除去後にナットが手で回せるような荷重応力のことを指します。
ナットの強度区分は、表2のように組合せるボルトの強度区分の最初の数字(小数点前)と対応します。
これは、締付過ぎで破損したとしても、ねじ山部分で破損するのではなく、ボルトの軸部分で破断するように決められたものです。

[表2 ナット強度区分とボルトの組合わせ]
4.ステンレス鋼製ボルトの種類と強度
(1)鋼種区分
ステンレス鋼の種類と化学成分により、次のような区分記号があります
- オーステナイト系: A1、A2、A3、A4、A5
- マルテンサイト系: C1、C3、C4
- フェライト系: F1
[※関連記事:ステンレス鋼とは?種類・特徴・用途等を解説 ]
(2)強度区分
最小引張強さ(MPa)の1/10の値で表示します。
- オーステナイト系: 50,70,80
- マルテンサイト系: 50、70,110(鋼種C1)/ 80(鋼種C3)/ 50、70(鋼種C4)
- フェライト系: 45、60
マルテンサイト系は、熱処理の違いにより強度区分が設定されています。
(例)強度区分70・・・最小引張強さ700[MPa]
なお、鋼種区分、強度区分は、図2のようにボルト頭部に表示されます。
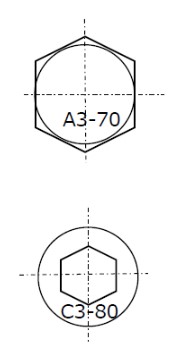
[図2 ステンレス製ボルトの鋼種・強度区分表示]
なお、ステンレス鋼製ナットは、同種ステンレス鋼製ボルトと対で使用されることから、その強度は同等と考えることができます。
《ステンレス鋼製ボルト&ナットの注意点》
鋼製ボルトより摩擦係数が高く、かじり(凝着)を起こしやすい性質があるので、潤滑材を適切に使用する必要があります。かじると締め付けても十分な締付軸力が得られなくなりますので、注意が必要です。
ということで今回は、ねじの強度区分について解説しました。
ねじに起因する事故防止のために、必ず押さえておくべき「ねじの締付管理」「ねじの緩み防止」については下記のページにまとめていますので、併せてご参照ください。
(アイアール技術者教育研究所 S・Y)
【併せて読みたい関連ページ】