ねじの緩み防止方法を徹底解説!パターン別に原因と対策がわかる

今回は、重大な事故に直結する「ねじの緩み」の防止について、機械に関わる技術者として押さえておくべきポイントを保全の観点も含めて解説します。
1.戻り回転を伴わない緩み
ボルトやナットが緩む方向に回転することを「戻り回転」といいます。
戻り回転しなくても、次のような要因で締付軸力が低下することがあります。
- 締付トルク開放や接触面のなじみにより生じる初期緩み
- 振動や外力の作用による被締結部材の微小摩耗緩み
- 締付面圧で被締結部材が塑性変形する陥没緩み
被締結体の座面に微小摩耗による「へたり」や面圧による陥没を生じると、その分だけ被締結体が逃げることになるので、被締付け厚さがわずかに短くなって弾性圧縮量が失われ、図1のように締付軸力が低下します。被締結体のばね定数は非常に大きい値であり、わずかな陥没でも、締付軸力は大きく低下します。
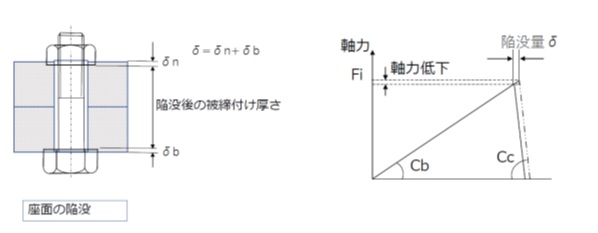
[図1 座面の陥没と軸力の低下]
陥没緩みを防止するためには、締結により被締結体の座面に作用する接触面圧が、被締結部材の限界面圧を超えないようにする必要があります。
表1に各種材料の限界面圧を示します。(鋳鉄は、引張には弱いが、圧縮には強いという性質があります)
ただし面圧を下げることは、締付軸力を下げることですから、適切な締付管理の面では避けるべきです。

[表1 各種材料の限界面圧]
そこで、目標締付軸力に対して、被締結部材の許容面圧が不足する場合は、図2のように「平座金」を挿入することで、被締結体の座面に作用する接触面圧を緩和することができます。
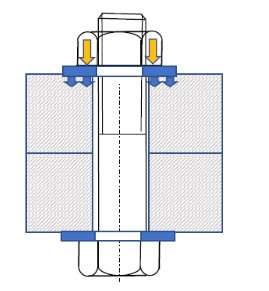
[図2 平座金の挿入による面圧の緩和]
2.戻り回転を伴う緩み
ボルトの軸直角方向に、振動あるいは繰り返し荷重が作用して被締結部材間で相対的なすべりが起きると、締結座面とねじ面に緩み方向のすべりが生じて、戻り回転をともなう緩みが発生することがあります。
戻り回転を伴う緩みが生じると、締付軸力が失われ、ボルトの疲労破壊や脱落が起きて、重大事故につながる恐れがあります。
適正な軸力で締付管理をして、戻り回転による緩みが発生しないようにすることが重要です。
適正な軸力で締付け管理していても、長時間機械を使用している間に下記のような様々な理由で、締結力が低下して、ネジの緩みを生じることがあります。
- ボルト・ナットの接触面のへたり
- ナットと被締付部品の接触面のへたり
- ねじ部品に加わる振動や繰り返し荷重
緩みを防止する方法としては、
- 1)座金による方法(歯付き皿ばねワッシャー)
- 2)ダブルナット(通常ナット+ロックナット)
- 3)特殊ナット(偏心テーパ、フリクションリング、など)
- 4)ピンを用いる方法
など、様々な方法があります。
図3に各種緩み防止手段を示します。
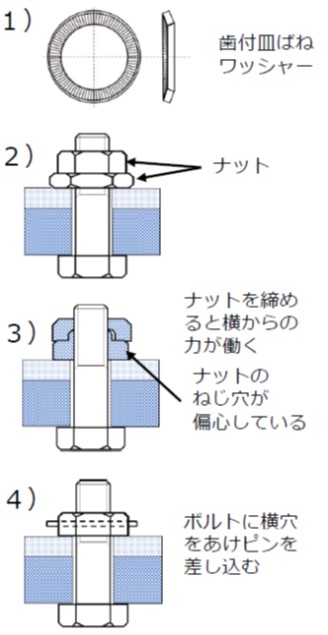
[図3 ねじの緩み防止方法]
これらの緩み防止はあくまで補助手段であり重要なことは、適正軸力で締め付けることです。
また、従来よく使われていたばね座金は、緩み止め効果があまり期待できないといわれています。
4.ダブルナットの締付方法
「ダブルナット」は、上ナットでねじ面を上に引き上げ、下ナットでねじ面を下に押し下げることで、上下ナット間に拘束力を発生させて、戻り回転を防止するものです。
ダブルナットが効果を発揮するには、正しい手順で締め付けを行うことが重要です。
十分な拘束力を発生させてダブルナットの効果を発揮するために次の手順で締結を行います。
- ① 下ナットを軽く締結します(このときトルク管理などは不要です)
- ② 下ナットを固定し、上ナットをトルク法などで管理しながら締め付けます。
(ボルトは上ナットにより引き上げられ、下ナットのねじ面は、ほぼ接触していない状態となります) - ③ 上ナットを固定し、下ナットを逆転させて緩めて、回らなくなった時点で、強く逆回転させ拘束力を付与します。
この時、上ナットは決して動かさない(回らない)ように保持しておきます。
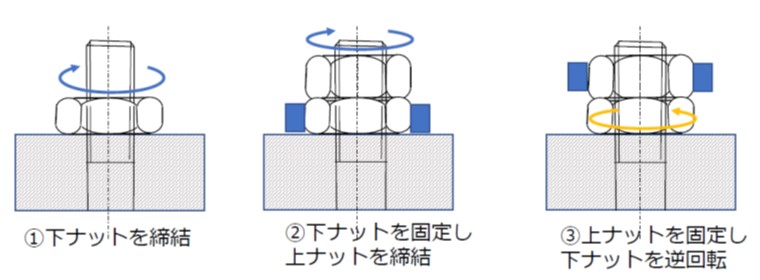
[図4 ダブルナットの締結手順]
5.座面の摩擦と緩み
軸力が不足すると、外力に抵抗して締結面を閉じることができなくなる他に、締付座面の摩擦による戻り回転緩みの問題が生じる可能性があります。
物体に働く垂直な力と摩擦係数、摩擦力の関係を図5に表します。
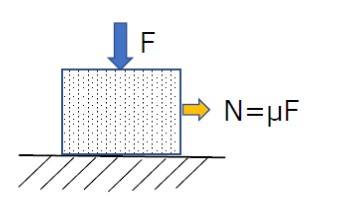
[図5 垂直力と摩擦力]
ボルトあるいはナットの締付座面の摩擦係数をμ、ねじの軸力をFとすれば、座面の摩擦力Nは N=μF となります。
摩擦係数が小さくても軸力Fを十分大きくすれば摩擦力Nも大きくなり、ボルト・ナットを緩める方向の力(座面を滑らす力)に対して、抵抗することができ、緩み防止につながります。この意味でも、十分な軸力で締め付けることが重要です。
6.増し締め
トルク法でボルトを締め付けた後に、再確認あるいは検査のために行われる作業が「増し締め」です。十分な軸力確保のために必要な作業です。
最初の締付作業のときトルクT1で締め付けたとします。締付終了直前ではボルト(またはナット)は回転していますので、その時のねじ面および座面の摩擦係数は、動摩擦係数となります。
一方、増し締め時にはボルト(またはナット)は静止しているので、摩擦係数は静摩擦係数となります。静摩擦係数は動摩擦係数より大きいので、増し締めの際には、初回の締付トルクT1より大きなトルクT2で締め付けないとボルト(またはナット)は動かず、増し締め確認ができません
しかし、あまり大きなトルクで締めすぎると、ボルトをねじ切ってしまう恐れもあります。一般的にT2はT1の1.1~1.2倍程度として、締め付け過ぎにも十分注意して作業を行います
7.締付軸力が維持されているか確認する方法
(1)超音波診断
図6のように、ボルト頭部から入射した超音波がボルト先端で反射して戻るまでの時間から、ボルトの長さを知ることができます。
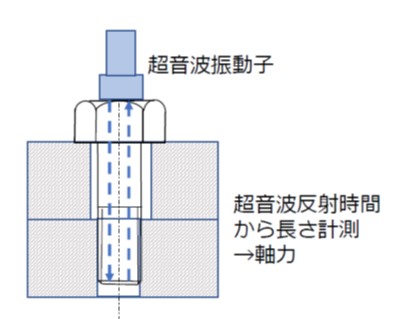
[図6 超音波による軸力測定]
予め、ボルトの伸びと軸力の関係を求めて校正しておくことにより、測定した長さから、伸び→軸力を求めることができます。ボルト頭部や、先端部の平行度、表面粗さを精度よく仕上げておけば、軸力を定量的に求めることが可能です。
(2)打音検査
ボルトやナットを、ハンマで叩いて音から締まっているか、緩んでいるか、定性的に判断することができます。判断するためには、経験を積み重ねることが必要です。
機械に使用されるねじには、緩みや破損が生じた場合に重大な事故に直結する重要なものがあります。
ねじの締結と緩み防止について十分な知識を備えて、設計、組立や保全に生かすようにしましょう。
(アイアール技術者教育研究所 S・Y)
【併せて読みたい関連ページ】
- ねじ締結体の疲労強度向上とゆるみ防止対策[講師:野田 尚昭 氏]