せん断加工とは?切断面の状態、クリアランスなど基礎知識を早わかり解説!
1.プレス加工の種類と「せん断加工」
まずは本題に入る前に、プレス加工の種類について説明します。
プレス加工には、せん断、曲げ、絞り、成形、鍛造、接合等と多様な加工法がありますが、今回の連載コラムでは「せん断加工」の基本について解説します。
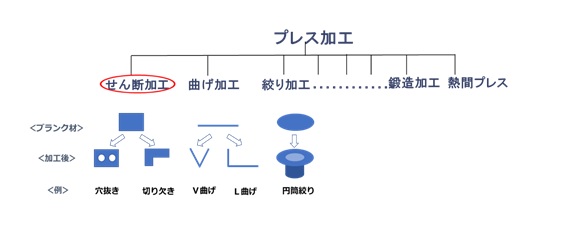
【図1 プレス加工の種類とせん断加工】
2.せん断加工とは?
「せん断加工」(シャーリング加工)とは、被加工材に対して、接近した上下の刃物(パンチとダイ)の一方(パンチ)を直角方向に押しつけ、せん断と破壊によって分離する加工です。
下図のように、パンチが、ダイに対し下がり加工します。
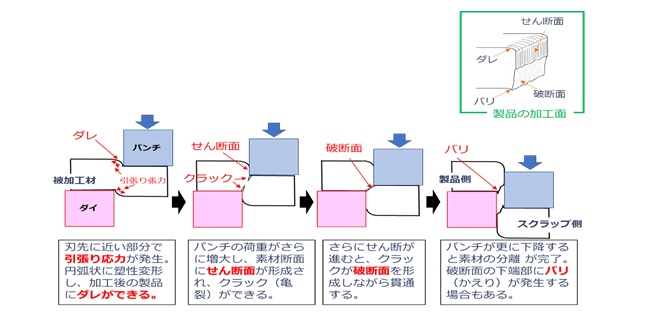
【図2 せん断加工のイメージ図(パンチとダイ)】
3.せん断加工の切断面(切り口)と関連用語
せん断加工でできる切断面を少し詳しく見てみましょう。
「ダレ」は、材料の表面が引っ張られてできる滑らかな面です。
「せん断面」は、材料の内部にのめり込んだパンチによってできる平滑な面です。
特徴は、パンチの傷や溶着金属などで材料がこすれ、細かい傷が付いている点です。
「破断面」は、せん断面に比べて粗い表面です。
「バリ」(かえり)の特徴は、硬く鋭利な形をしていることです。
切断面の状態は、被加工材、パンチ下降速度、パンチとダイの隙間の大きさなどによって、変化します。
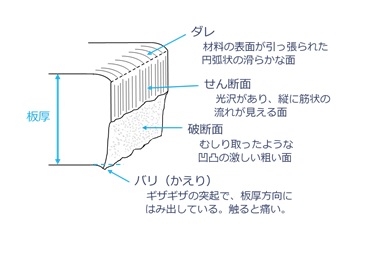
【図3 せん断加工の切断面(ダレ/せん断面/破断面/バリ)】
4.せん断加工と適正クリアランス
パンチとダイの隙間を「クリアランス」と言い、クリアランスが変化すると切断面の状態も変化します。
クリアランスを適正に選定することは、せん断の出来栄え(寸法精度や、安全上問題のあるバリ(かえり)の防止など)や金型寿命を左右しますので、大変重要です。
適正クリアランスでは、パンチ側およびダイ側から発生した亀裂が途中で一致(会合)します。
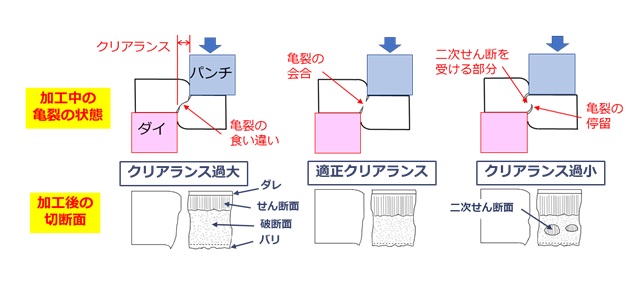
【図4 せん断加工の適正クリアランス】
5.ファインブランキングとは
理想的なせん断加工は、 ダレ、バリ、破断面のない全面せん断ですが、一般的なプレス加工では、適正クリアランスを取ったとしても、実現は困難です。
これに対し「ファインブランキング」は、パンチとダイのクリアランスを極力なくした上で、突起付き板押さえで被加工材を拘束し、さらに下方向から逆押さえでカウンター圧力を加えながら加工するものです。
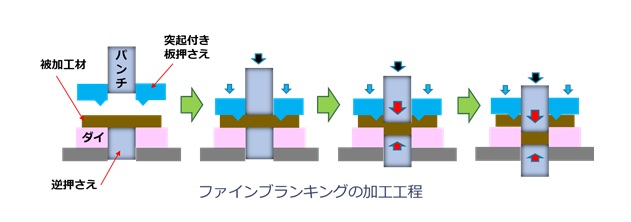
【図5 ファインブランキングの加工工程】
このようにすることで、せん断する部分に圧縮応力を発生させ、ダレを少なくするとともに亀裂の発生を防ぎ、破断面のない加工ができるのです。
ファインブランキングは、製品精度の要求が高い場合に適した加工です。
しかし、高剛性かつ高精度の金型が必要で高価になることに加え、直接加工に必要なプレス駆動力以外に被加工材を押さえておく力および逆押さえ力が必要となり、プレス機の構造が複雑となるなどのデメリットもありますので、採算性をよく考えたうえで導入することが重要です。
(アイアール技術者教育研究所 T・I)
併せて読みたいおススメの記事(生産技術のツボ「プレス加工特集」)
- プレス加工の原理(塑性変形とスプリングバック)
- プレス機と金型の基本(金型の構造、プレス加工方式による相違)
- せん断加工の基本・早わかり解説
- 曲げ加工の基礎知識
- 初心者でもわかる絞り加工の基本
- プレス加工現場における安全対策のポイント