プレス加工の原理(塑性変形とスプリングバック)
プレス加工は、日本のモノづくりを支える根幹となる生産技術のかたまりです。
製造現場の工程は、プレス加工から始まる場合が多く、プレス加工の良し悪しは製品の品質に大きな影響を与えるといえます。
今回は、プレス加工の原理について説明します。
1.プレス加工とは
まずは、本題に入る前に、プレス加工について説明します。
プレス加工とは、金型の間に金属の被加工材をセットし、プレス機械により、被加工材に強い力を加えることにより、被加工材に元の形状に戻ることができない変形を与え、必要な形状を作ることを言います。
上型・下型の二つのパーツからなる金属の型(これを「金型」と呼びます)を用意し、上型と下型の間に金属の板を挟み、圧力をかけて型どおりに抜いていく方法です。
なお、被加工材つまり加工前の材料を「ブランク材」といいます。
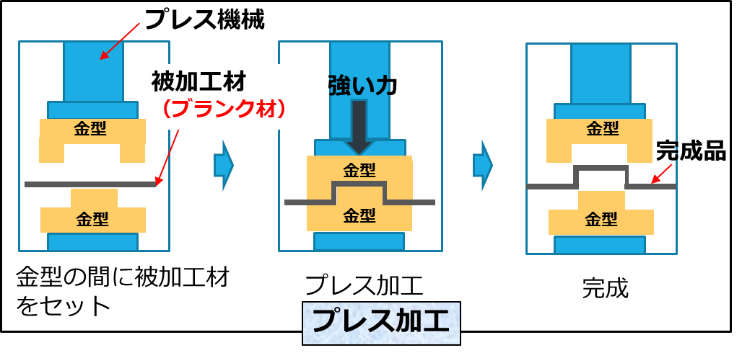
【図1 プレス加工とは】
2.プレス加工の原理
金属材料(被加工材)に荷重をかけると材料は変形(伸び変形)します。
荷重と変形の関係を表した下図のように、変形には「弾性変形」と「塑性変形」の領域があります。
荷重を取り去ると元の形に戻る変形を「弾性変形」といいます。弾性変形域では、荷重と変形の関係は直線となります。
これに対し、荷重を取り去っても、元の形に戻らないような変形を「塑性変形」といいます。
プレス加工は、この塑性変形域まで進め形状を作っています。
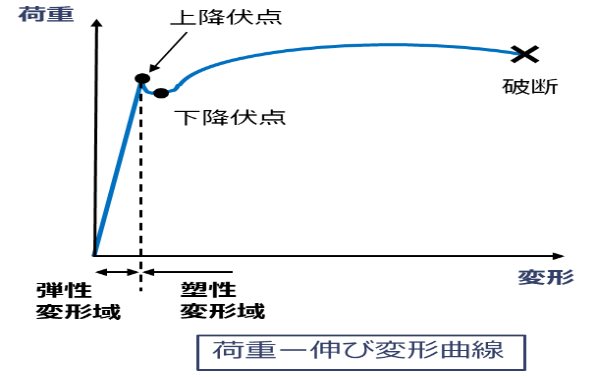
【図2 荷重伸び変形曲線と塑性変形】
3.スプリングバックとは?
それでは、荷重を取り去っても、元の形に戻らない塑性変形とは、どのような変形なのでしょう。
下の図で、塑性変形領域の荷重F1を加えると変形はL1となります。
その後、力を取り除くと弾性変形の傾きと平行に戻り、L2の変形で残ります。
L1⇒L2の変形の変化を「スプリングバック」と呼びます。
プレス加工では、このスプリングバックを考慮して、金型の寸法を考える必要があります。
特に、曲げ加工などで考慮が必要となります。
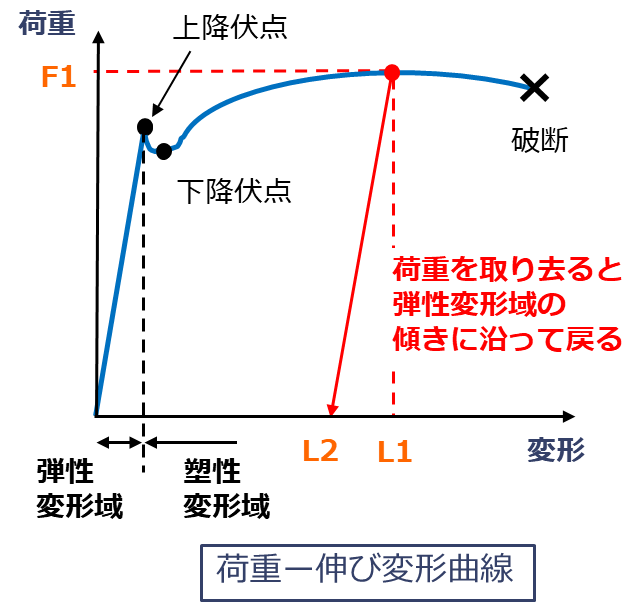
【図3 スプリングバックと伸び荷重変形曲線】
4.曲げ加工でのスプリングバックの例
曲げ加工後パンチを離し、荷重を取除くと、少し角度が開く方向に変化し(+Δθ )、当初設定した角度θで曲げることができません。
これが曲げ加工でのスプリングバックです。
簡単で有効な対策は、スプリングバックを見込んで、パンチ・ダイで曲げ加工時の角度を少し小さくして加工することです。
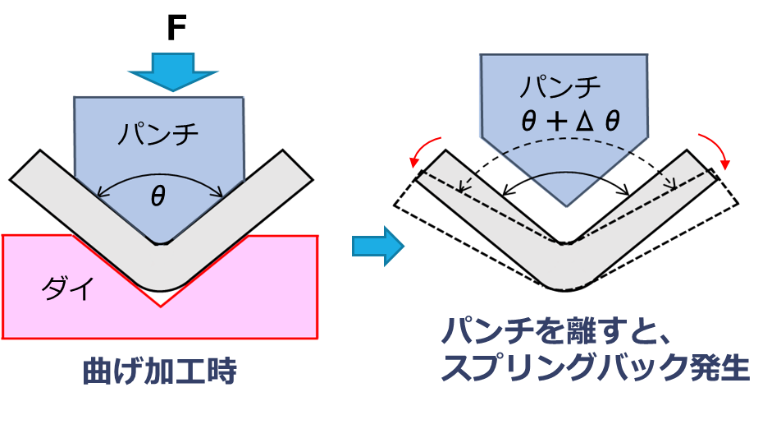
【図4 曲げ加工とスプリングバック】
(アイアール技術者教育研究所 T・I)
併せて読みたいおススメの記事(生産技術のツボ「プレス加工特集」)
- プレス加工の原理(塑性変形とスプリングバック)
- プレス機と金型の基本(金型の構造、プレス加工方式による相違)
- せん断加工の基本・早わかり解説
- 曲げ加工の基礎知識
- 初心者でもわかる絞り加工の基本
- プレス加工現場における安全対策のポイント