【早わかりポンプ】ポンプ回転体のバランスと振動
渦巻きポンプに代表されるターボ形ポンプは回転機械であり、運転中に発生する異常振動で悩まされることがしばしばあります。
振動は、機械的要因で発生するものと流体的な要因で発生するものとに大別されます。
本コラムでは、主に「機械的要因で発生する振動」について、その原因や対処方法について概説します。
目次
1. 静バランス、動バランスそして遂次バランス
ターボ形ポンプの回転体は主軸と主軸に装着される羽根車やスリーブ、継手などの部品で構成されます。
回転体としてバランスが取れた状態(質量中心と軸中心が一致)であれば、ポンプを運転、すなわち回転した時に振れ回り要因となる不釣り合い質量は無いので、ポンプは異常振動を発生することなく運転することが出来ます。
バランスにはいくつかの種類があります。
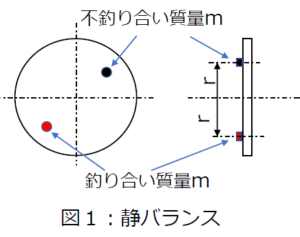
(1)静バランス(Static Balance)
図1のような薄い円板に中心から距離rずれた位置に不釣り合い質量mがあるとします。この不釣り合い質量は、中心に対してmxrのモーメントを及ぼすので滑らかな床の上に置くと転がります。
これを防ぐには、180度対抗する位置に質量mを付加すれば、中心に対して打ち消し合うので円板は転がらなくなります。これを静的にバランスが取れた状態とよびます。
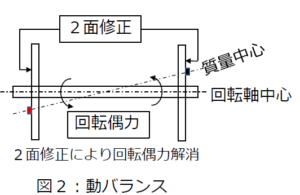
(2)動バランス(Dynamic Balance)
図2のように薄い円板が2枚、離れた位置で軸に取付けられた状態にあるとします。
図のように、一方の円板に中心から距離rずれた位置に不釣り合い質量m、もう片方の円板には、180度対抗して中心から距離rずれた位置に不釣り合い質量mがそれぞれ付加された状態は静的にはバランスが取れていて床の上で転がることはありません。
ところが、2つの円板は離れた位置で軸に取付けられているため、互いの不釣り合い質量を結ぶ質量中心は、軸中心に対して傾きを生じます。
このため2枚の円板を取付けた軸を回転させたとき、この質量中心の傾きが振れ回り力(回転偶力)となって振動を発生させます。
これを解消するためには、バランサーという機械に回転体を載せて回転させながら不釣り合い量を測定して、回転偶力が生じないように、2つの円板の外側の2面で釣り合いを修正する必要があります。
これを2面修正による動的バランスとよびます。
(3)遂次バランス(Incremental Balance)
軸が長くて羽根車が多数取り付けられている多段ポンプは、たわみ量も大きくなり、弾性ロータとなります。
このような回転体の動バランスを両端の羽根車の2面だけで修正すると、中央部付近の羽根車の残留バランスの影響で高速回転時に異常振動が発生する可能性があります。
このような弾性ロータの場合は、図3のように中央部付近の2組の羽根車をまず装着して2面修正による動バランス調整を行い、その後順次外側へ2組ずつ羽根車を装着して動バランス修正を繰り返し、最終的に回転体完成品として動バランスの取れた状態とする方法を採用することで、高速回転時にも安定した運転を行うことが可能となります。この方法を遂次バランスとよびます。

2. 振動発生時はどうする?
(1)周波数分析
ポンプ製造出荷時には、回転体が持つ動的不釣り合い量(アンバランス)が規定値以内に収まるように調整されます。
しかし、不釣り合いを完全にゼロとすることは不可能であり、規格許容値内の残留不釣り合いによる加振力を有しています。残留不釣り合い質量は1回転ごとに1回の振動をもたらすので、その周波数成分は回転速度成分(以下、N成分)となります。
振動問題が発生した時には、まず振動の周波数分析を実施することが、原因究明と対策のための手掛かりとなります。
《N成分が卓越している場合》
回転体の不釣り合いに起因する事象であると判断することができます。
ただし振動は、回転体の不釣り合いのみが原因で発生するのではなくて、回転体を支える軸受やケーシングの質量・ばね特性、さらには回転機械を載せるベースや基礎の剛性、など系の動特性の影響を受けます。
釣り合いが良くとれた回転体であっても、基礎の剛性が不足していると制振性が低く振動値が大きくなることがあります。
また基礎+ポンプ支持系の固有値が、N成分と合致していると、共振により振動値が増大します。
運転開始直後から振動値が高く、N成分が卓越しているようであれば、基礎とポンプ支持系の調査を行う必要があります。
《N成分の倍数成分が卓越する場合》
(ⅰ)翼通過起振力(脈動成分、NZ)
渦巻きポンプは、渦巻き室の先端部(巻き始め部)を羽根車の翼が通過する時に脈動を発生します。
その周波数は、回転周波数と翼枚数Nの積となります。
(回転速度が1500min-1で、翼枚数が5であれば25x5=125Hz)
NZ成分が卓越する振動は、配管系との共振で発生する場合が多くあります。
特に運転点がポンプ最高効率点から大きくずれた小水量ではNZ脈動加振力が大きくなるので、最小流量を大きくすることで解決できる場合があります。
(ⅱ)N成分の2倍、3倍成分(2N,3N)
振動が、ポンプと駆動機の軸心ズレ(ミスアライメント)に起因する場合は、回転数成分(N成分)の他に、2N、3N成分も周波数分析に現れてきます。
長期間運転を継続する間に、配管荷重などの影響で芯ずれが生じてくる可能性があります。(経年変化要因)
(ⅲ)N成分の0.5倍の周波数
軸受オイルホワールという不安定現象である可能性があります。軸受潤滑油温度の適正化、軸受点検などの処置が必要になります。
3000min-1以上の高速ポンプで発生の可能性があります。
(Ⅳ)N成分に依存しない振動
不釣り合い以外の回転体の不安定、あるいはキャビテーション、サージングなど配管系を含む流体現象に伴う振動である可能性があります。
(2)振動モード
- 軸受箱上振動と軸振動の比較
- 水平方向と垂直方向の振動値比較
- カップリング側(DE)と反カップリング側(NDE)の振動値比較(両持軸受の場合)
など振動モードを調査することも振動原因究明に役立ちます。
一例として、軸振動が大きいが、軸受箱上の振動値は比較的小さい場合、回転体の不釣り合いに起因する事象と考えられます。
また、軸振動は比較的小さいが、軸受箱状の振動値が大きい場合、支持系に回転周波数と一致する固有値が存在して、共振現象により振動値が大きくなっていることが考えられます。
3. フィールドバランスという対処方法
運転当初は振動値が低かったが、長時間運転を継続するうちに次第に振動値が増大し、N成分の卓越が認められる場合は経年的な動的不釣り合いの増大が考えられます。
軸の曲がり、摺動部の偏摩耗、回転体の損傷、腐食、スケールの付着堆積など、根本的には、ポンプを停止、分解して、摺動部品の交換や軸の曲がり直しなど、アンバランス要因を除去する必要があります。
暫定的には、ポンプと駆動機を連結する継手にバランスウェイトをつけてアンバランスを打ち消す「フィールドバランス」という方法もあります。
試しウェイトをつけて振動値と位相の変化を見ながら概ね2~3回の調整でバランス調整を行います。
フィールドバランス遂行にはかなりの経験と力量を要しますので、メーカーに指導員の派遣を要請するのが良いでしょう。
(日本アイアール株式会社 特許調査部 S・Y)
- 回転機械の振動低減技術(講師:近藤 孝邦 氏)
- PCでできる振動解析(講師:武田 裕久 氏)