

プリカーサーとは?ALD・ALEプロセスを支える供給ユニット設計のポイント

半導体の微細化と三次元構造化が進む中で、製造プロセスにおける成膜やエッチングの精度は製品性能に大きく影響する要素です。特にALDプロセス(原子層堆積:Atomic Layer Deposition)やALEプロセス(原子層エッチング:Atomic Layer Etching)といった原子層レベルの制御プロセスでは、反応材料を供給するタイミング・分布(濃度、温度)・純度が工程の安定性に影響を及ぼします。
そして、これらの精密なプロセスは、「プリカーサー供給ユニット」にて実現されています。
本コラムでは、プリカーサーの基本知識から供給技術、設計のポイント、失敗事例を含め半導体製造における「プリカーサー供給ユニット設計」の本質について解説します。
目次
1.プリカーサーとは?その役割と重要性
ALDやALEで使用される「プリカーサー(Precursor)」とは、成膜やエッチング反応の起点となる化学物質です。ALDでは、膜を形成する材料として、ALEでは、膜を選択的に除去する反応剤として機能します。
[※関連記事:3分でわかる ALD(原子層堆積法)とは? ]
プリカーサーは、反応前の原料物質(前駆体)であり、プロセスにおいて役割を明確にするため、化合物などの一般名称では呼ばずに専門用語を用いています。
そして、プロセスによって、プリカーサーに求められる特性は異なります。
以下は、ALD及びALEに求められる主な特性です。
【ALD/ALE要求特性表】
| 重要項目 | 説明 | 求められる特性 | |
| ALD | ALE | ||
| 表面反応選択性 | 目的の表面にのみ反応し、不要な副反応を起こさない | 基板表面に必要量だけが均一に吸着し、不要な反応を起こさない | 隣接層との反応を避け、不要な反応を抑えること |
| 昇華性・蒸気圧安定性 | 昇華性や蒸気圧の安定性が必要 | 温度や圧力条件下での昇華・蒸発が安定していること | 不要な層まで削ってしまわないこと |
| 熱安定性・分解特性 | プロセス温度域で分解せず、反応性を維持できること | 低温や酸素を含まない雰囲気下で熱分解や副反応を起こさない | |
| 残留物・副生成物の少なさ | 反応後に残留物や副生成物が少なく、排気・洗浄が容易であること | 反応過程で不要な副反応を起こさず、残渣の排気、洗浄・除去がしやすいこと | |
2.プリカーサー供給ユニットの構成と気化方式
プリカーサー供給ユニットは、液体・固体プリカーサーを安定かつ高純度で気化・供給する重要なユニットです。ここではプリカーサー供給ユニットの構成と気化方式の種類を解説します。
(1)構成
プリカーサー供給ユニットは、主に以下の要素から構成されます。
- 原料容器(液体/固体)
- 加熱・気化部(昇華・蒸発)
- キャリアガス供給系(N₂, Arなど)
[※関連記事:半導体製造に使われるガスを丸ごと理解! ] - 流量制御(MFC)
- 加熱配管・断熱構造
- 反応室導入ライン(シャワーヘッド等)
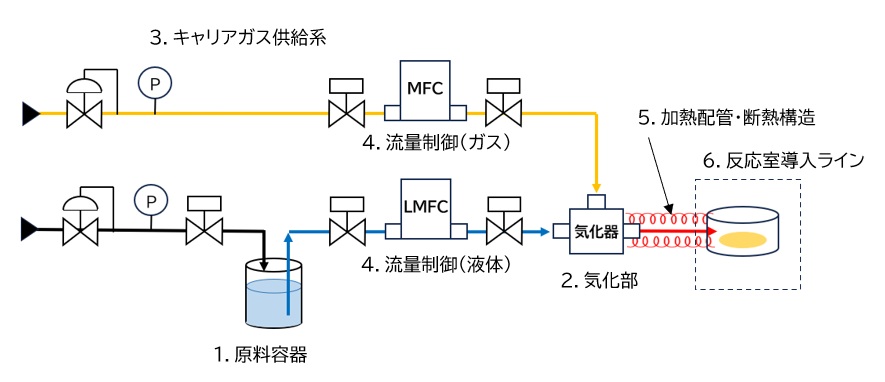
【参考フロー図 (例:DLI方式)】
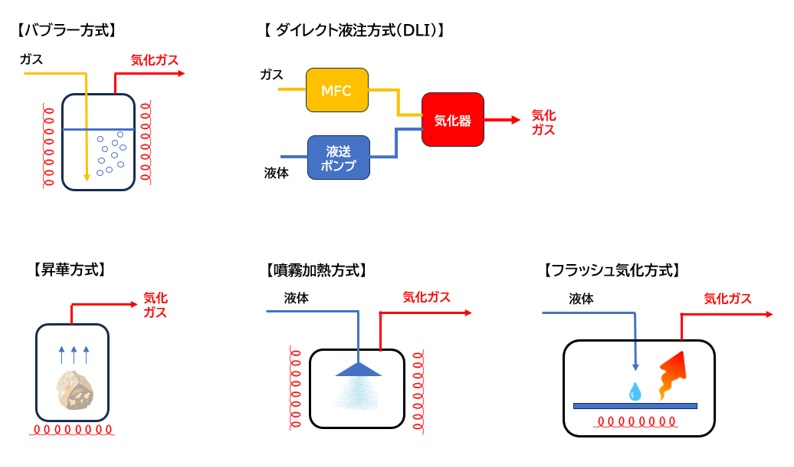
(2)気化方式の種類と特徴
液体または固体のプリカーサーを気化する方式は、材料の物性やプロセスの要求条件に応じて最適な方式を選定することが重要です。代表的な気化方式には、以下のような手法があります。
【主な気化方式】
| 気化方式名 | 特徴 | 主な用途 |
| バブラー方式 (Bubbler) |
液体プリカーサーにキャリアガスを通し、蒸気を気化させて供給。構造がシンプルで低コストが可能。 | CVD、ALD |
| ダイレクト液注方式 (DLI: Direct Liquid Injection) |
液体プリカーサーを加熱気化部へ導入し、瞬間的に気化する。流量制御が容易で、高精度な成膜に適します。 | ALD、MOCVD |
| 昇華方式 (Sublimation) |
固体プリカーサーを加熱し昇華します。 | CVD、ALD |
| 噴霧加熱方式 (Spray Vaporization ) |
液体プリカーサーを微細なミスト状(噴霧状)にし、加熱部で気化させる方式です。 粒径の制御ができ、大流量の気化適してます。 |
ALD、 CVD(大面積) |
| フラッシュ気化方式 (Flash Vaporization) |
液体プリカーサーを高温プレートなどの加熱面に瞬時に接触させて急速に気化させます。 熱応答性が求められる装置構成に適してます。 |
ALD (高速処理用) |
3.「プリカーサー供給ユニット」設計のポイント
プリカーサー供給ユニットの設計では、「材料・温度・流量・配管・安全性」の全てを制御対象として考える必要があります。設計者として押さえておくべき重要ポイントを見てきましょう。
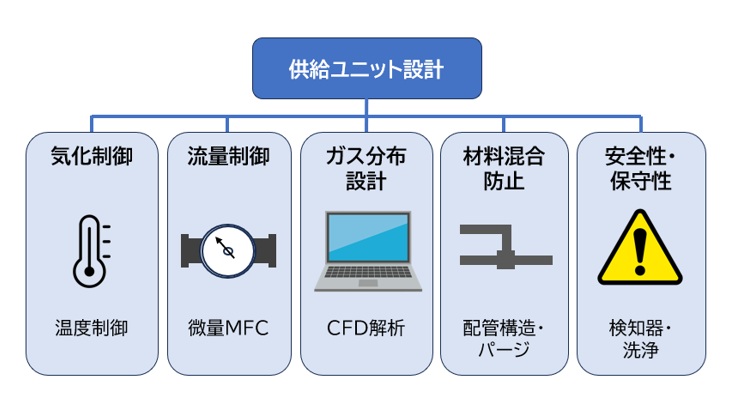
(1)気化制御
液体・固体プリカーサーは加熱によって気化されますが、温度制御が不十分だと分解や再凝縮が起こり、供給不安定や膜欠陥の原因になります。
- 昇華/気化温度は±1〜2℃の精度で制御
- PID制御やゾーン加熱で温度勾配を抑制
[※関連記事:PID制御の基本を解説!PID動作の考え方・計算式も整理 ] - 加熱配管・断熱材で再凝縮を防止
(2)流量制御
ALDやALEでは、数秒〜数十秒単位のサイクルで反応物を供給するため、流量の安定性が膜厚や除去精度に直結します。
- 微量対応型MFC(10sccm以下)を選定
- リザーバーやレギュレーターで圧力変動を吸収
- ゼロフロー管理(流れていない状態の管理)でスタンバイ時の誤差を防止
(3)ガス分布設計
膜厚の均一性は、反応室内のガス分布に大きく依存します。
- シャワーヘッドの孔径・配列はCFD解析(流体の動きや熱の伝達をコンピュータ上で数値的にシミュレーションする技術)で最適化
[※関連記事:CFD(Computational Fluid Dynamics)ってどんなもの?《実例でわかりやすく解説》] - チャンバー内の流速を均一化と、排気バランス設計
- ALDでは滞留時間(数ms〜数十ms)の制御が重要
(4)材料混合防止
ALDでは異なるプリカーサーを交互に導入するため、残留成分があるとクロスコンタミネーションが発生します。
- 配管構造は最短・シンプルに設計
- 高速パージとバルブシーケンスで残留ガスを除去
(5)安全性・保守性
腐食性・毒性材料を扱う場合、装置の安全設計が不可欠です。
- 材質選定(例: SUS316L、Ni合金、PTFEライニング)
[※関連記事:真空装置内における腐食の原因と腐食対策《材料別解説》 ] - 安全設計(例: ガスリーク検知器、遮断バルブの設置)
- 保守性確保(例: 分割構造、洗浄可能設計)
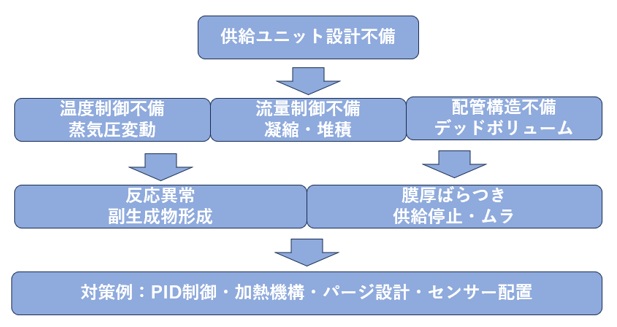
4.現場での失敗事例と対策
供給ユニットの設計不備に起因する不具合は、製造現場で繰り返し発生しています。安定した工程による品質の高い製品製造において深刻な課題となっています。
以下に主な不具合事例と対策について解説します。
(1)蒸気圧不安定による膜厚ばらつき
- 事象: 膜中に膜厚がサイクルごとにばらつく。
- 原因:
- 加熱容器の温度制御が不均一で、蒸気圧が周期的に変動していた。
- 温度センサーが液面下にあり、温度の制御精度が低下していた。
- 対策:
- 加熱エリアを分割し、均一加熱とした。
- 温度センサーを蒸気温度の計測エリアに移動した。
- PID制御を再調整し安定供給を実現した。
(2)配管内凝縮による供給停止
- 事象: ALDサイクル中にプリカーサー供給が突然停止した。
- 原因: 供給ライン中間部に断熱材がなく、室温の影響で気化したガスが再液化し詰まりが生じた。
- 対策: ラインに加熱機能を追加し、断熱カバーで覆うことで再液化を防止した。
(3)副生成物堆積による流量低下
- 事象: 成膜終了後、次サイクルの流量が極端に低下した。
- 原因: 反応室と供給ラインの中間に副生成物が凝固・堆積し、配管内部を狭めて流量が減少した。
- 対策: 供給ルートを最短構造に変更し、バイパスラインと定期パージ機能を追加することで滞留を防止した。
(4)高粘度液体の供給ムラ
- 事象: 高粘度プリカーサーの供給状態がサイクルごとに異なり、膜厚のばらつきが発生した。
- 原因: 液体の粘性に対してバルブの応答速度が遅く、供給量が安定しない状態であった。
- 対策:
- 供給部に先端加熱機構を追加して液体の粘度を下げ、流動性を改善した。
- バルブを高速応答タイプに変更し、サイクルごとの供給量を安定させた。
(5)供給ライン内の圧力変動よる膜厚のばらつき
- 事象: 同一プリカーサーを供給していたが、膜厚や除去レートに周期的なばらつきが生じた。
※除去レート(Removal Rate)とは、単位時間あたりに材料がどれだけ除去されたかを示す指標です。 - 原因: 圧力制御バルブの応答遅れにより、供給ライン内で瞬間的な圧力変動が発生していた。
- 対策:
- ライン前段にリザーバータンクを追加し、圧力変動を抑制した。
- 応答性の速い圧力センサーに変更し、流量の安定化を図った。
(6)昇華型プリカーサーの供給不安定(固体残留)
- 事象: 昇華型材料(例:MoO₂Cl₂)が反応室まで十分に到達せず、成膜が部分的に欠損した。
- 原因: 昇華容器の加熱が不均一で、一部の固体が気化せず容器内部に残留していた。
- 対策: 昇華容器の加熱ヒーターを複数エリアに設置し、温度センサーを中央軸近傍に設置することで温度分布の均一化を図った。
(7)ライン切替時の残留ガスによる交差反応
- 事象: ALDプロセスにおいて、ウエハー表面の膜組成に異常が発生した。
- 原因:
- ALDの切替サイクル時に前工程のプリカーサーが残留し、次の供給物と予期せぬ反応を起こした。
- ガスラインの分岐構造が複雑で配管内のデッドボリュームが大きく、パージが不十分だった。
- 対策:
- 供給ラインをストレート化し、T字分岐を排除してライン構造を簡素化した。
- パージ時間を延長し、パージ流量を増加させた。
(8)供給ユニット内部での熱分解(膜欠陥)
- 事象: 反応室内で予期しない副生成物膜が形成された。
- 原因: ALEプロセスで使用した反応剤が、気化部の局所領域で過昇温となり、材料分解が発生した。
- 対策:
- 気化部をPID制御式の加熱エリア構成とし、温度勾配が生じない設計に変更した。
- 異常加熱を防止するインターロック機構を設けた。
5.次世代プロセスに求められる供給設計
ALDやALEは、GAA(Gate All Around)やCFET(Complementary FET)などの次世代トランジスタ構造に不可欠な成膜・加工技術です。これらのプロセスでは、プリカーサーの供給精度が、膜厚や反応性に大きな影響を与えるため、プリカーサー供給ユニットにおいても高度な制御機能が求められます。
(1)供給ユニットの目的
従来の供給ユニットの主目的は、安定供給を行うことでしたが、次世代半導体・パッケージングにおいては、構造層ごとの反応特性に応じた供給制御が必要になります。
| 項目 | 従来 (CVDなど) |
次世代 (ALD/ALE・GAA/CFET・PKG) |
| 供給精度 | 温度制御性:±1~2℃ 流量制御(sccm単位) |
ナノ秒単位のパルス供給 濃度プロファイル制御(*1) |
| 構造対応性 | 平面構造(例:FinFET) | 垂直・全周囲構造(例:GAA、CFET) |
| 材料対応性 | 主に揮発性液体 (TDMAT、TEOSなど) |
昇華型、水系、腐食性、低GWP材料 |
| 制御連携 | 単体ユニットの制御 | チャンバー・排気系・センサーとの同期制御 |
| 設計の目的 | 主に材料気化・搬送の供給設計 | 反応選択性・反応速度などに応じた供給設計 |
| 安全性・保守性 | 漏洩検知、耐薬品材質 | AI予兆検知、除害装置連携、 センサーによる監視 |
(*1)濃度プロファイル:
反応中にガスの濃度を時間と空間の観点から最適に調整することで、膜の品質や反応精度を高める技術設計の考え方
(2)設計者に求められる3つの視点
次世代プロセスに対応するプリカーサー供給ユニットの設計者には、今までの視点に更に以下のような視点が求められます。
① 構造層ごとの供給最適化
GAAやCFETなどの3D構造・全周囲構造では、供給方向や反応するエリアが複雑化します。
そのため、構造層別に異なる反応条件(例:チャネル層とバリア層)に対応できる供給設計が必要です。
② 装置・センサーとの同期制御
次世代プロセスでは、供給ユニットがチャンバー・排気系・診断センサーと連携して動作する必要があります。
設計者は、信号の同期・制御応答性・フィードバック制御を含めた総合的な設計が求められます。
③ 材料物性起点の設計対応
昇華型・水系・腐食性など、従来と異なるプリカーサーが増加していきます。
昇華の挙動・残留性・反応性・安全性を理解し、容器材質・加熱方式・ライン構成を最適化した設計が必要となります。
6.まとめ
プリカーサー供給ユニットは、ALD・ALEプロセスの精度と安定性を支える重要な技術です。
単なるガス供給をする装置ではなく、反応のタイミング・構造への追従性・材料の適応性を制御する「プロセス設計の一部」として捉える必要があります。
本コラムにより、半導体製造プロセスを学び、実践をするための学習の一つとなれば幸いです。
(アイアール技術者教育研究所 T・Y)


](https://engineer-education.com/wp/wp-content/uploads/2021/10/electric-circuit-dc0-150x150.png)
](https://engineer-education.com/wp/wp-content/uploads/2022/08/elearning_AC-circuit1_0-150x150.png)
](https://engineer-education.com/wp/wp-content/uploads/2021/10/Circuit-element0-150x150.png)
































