【機械製図道場・上級編】表面粗さ等「表面性状」に関する表示方法を押さえる!

今回の「機械製図道場」は上級編として、表面性状についての解説と例題演習を行います。
滑らかに見えても物体の表面には、微細な凹凸があります。
表面の凹凸の度合いが表面形状です。表面形状の中で、切削や研削などの機械加工仕上げの際に生じる凹凸の大小のことを「表面粗さ」と呼んでいます。
機械製図では、機械部品表面に要求される表面粗さを数値で表示します。
より滑らかさが要求される表面は数値が小さく、多少デコボコでもよい表面は数値が大きくなります。
目次
1.表面粗さの数値表示基準
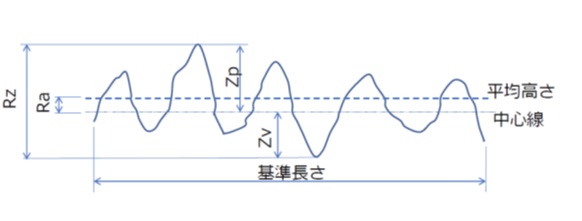
(1)算術平均粗さRa
でこぼこした表面の、山谷の高さ方向の平均値のことです。中心線から上の山の部分の面積と、下の谷の部分の面積を、基準長さで割った値で表します。
現在、最も多く使われる表面粗さ指示方法です。
(2)最大高さ粗さRz
基準長さにおける、山の高さZpと、谷の深さZvの、それぞれの最大値の和です。
Oリングシール面など、傷が入ることで機能が損なわれるような表面にはRzで表示する場合があります。
おおよその目安としては、Ra ≒Rz/4 の関係があります。
Ra,Rzともに 数値単位は、μmです。
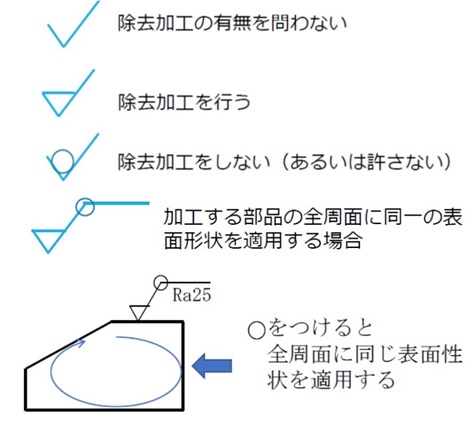
2.表面性状の図示記号
表面性状には、表面粗さの他に、次のような情報も含まれます。
- 表面のうねり: 表面粗さより大きい間隔で生じる面の起伏
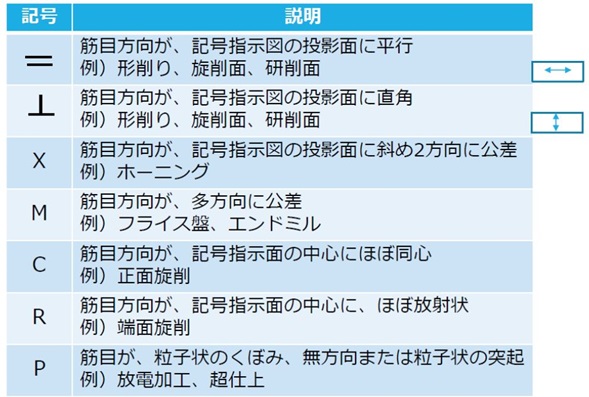
- 筋目方向: 切削加工によって表面に生じる筋目の方向
- 除去加工の有無: 表面を機械加工により除去するかしないか
必要に応じて、表面粗さ以外の情報も表示できるように、表面性状の図示記号と表示方法が、下図のように定められています。
表面形状指示記号には、下図の位置に 加工方法/加工による筋目の方向/削りしろ を指示することが出来ます。
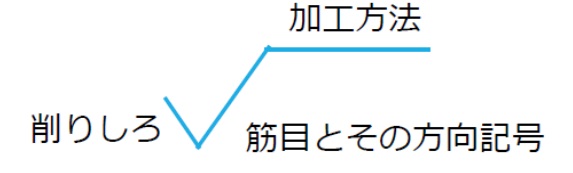
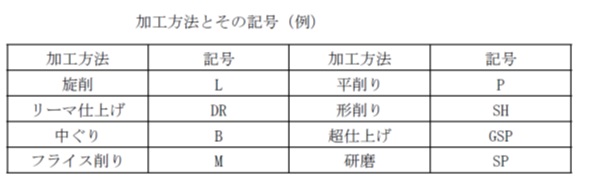
加工方法とその記号、筋目とその方向記号について一部を下表に示します。
【筋目とその方向記号】
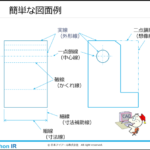
3.表面性状の図示方法
外形線に接して直接指示するか、寸法線、寸法補助線、あるいは引出し線を使って指示を行います。
寸法数字と同様に、表面性状に関する要求事項が、下から又は右から読めるように配置します。
(下からまたは右から、読めるように)
(寸法補助線への表示)
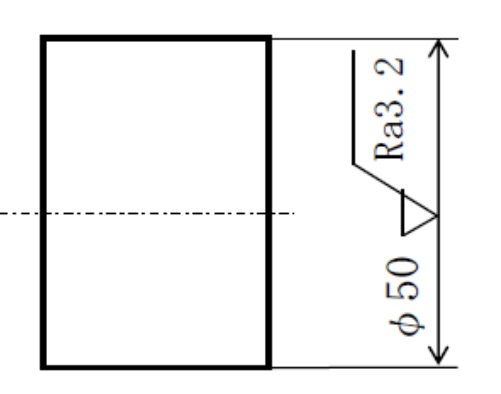
《寸法線への指示》
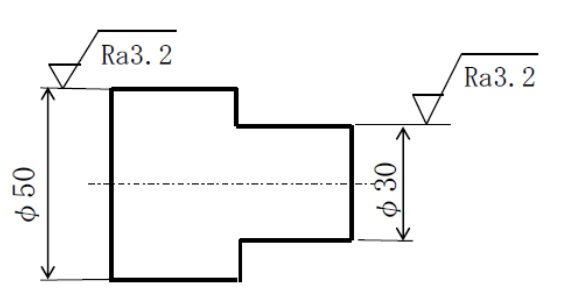
誤解される可能性がない場合は、寸法数字と並べて表面性状を指示することができます。
下図の場合は、明らかに直径50の外周面に対する要求であるとわかります。
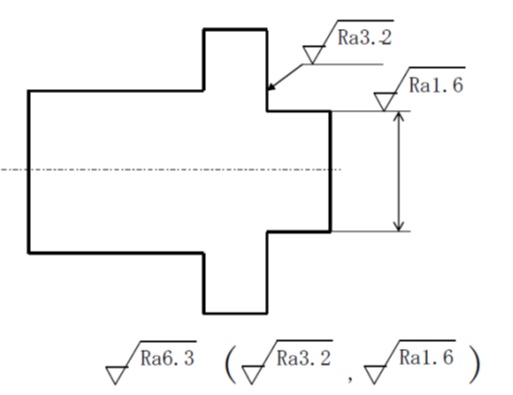
《大半は同一仕上げで、部分的に相違する場合の簡略指示》
大半の表面は同一性状だが部分的に相違する場合は、図のように大半部分に適用する性状を主投影図の近傍に、カッコ内に異なる性状記号とともに指示するとともに、該当箇所には異なる要求性状記号を表示します。
では、簡単な例で演習してみましょう。
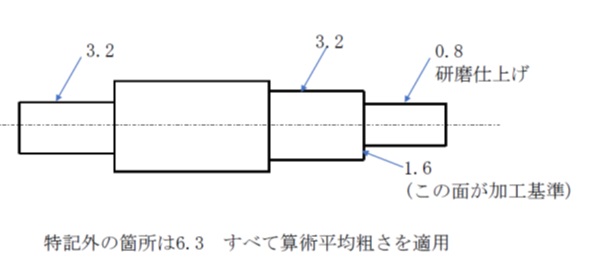
【例題】表面性状の記入
《 問題 》
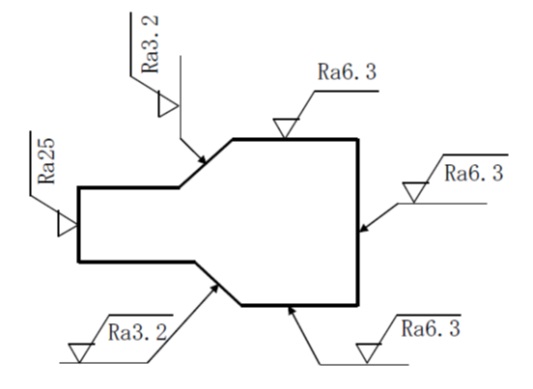
図のような軸の、各表面に対する要求事項を、表面性状図示記号を使って製図してください。
寸法数字は不要で、寸法線と寸法補助線まで記入してください。
《 解答 》
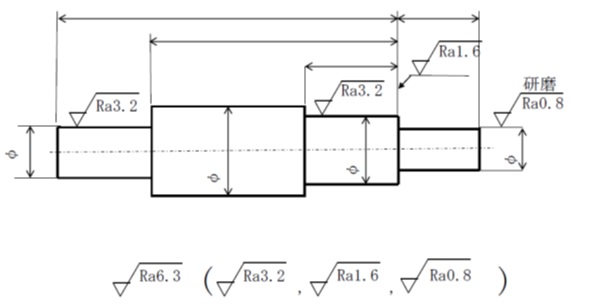
《 例題の解説 》
表面性状の表示に関する周辺知識
① 引き出し線の使い方について
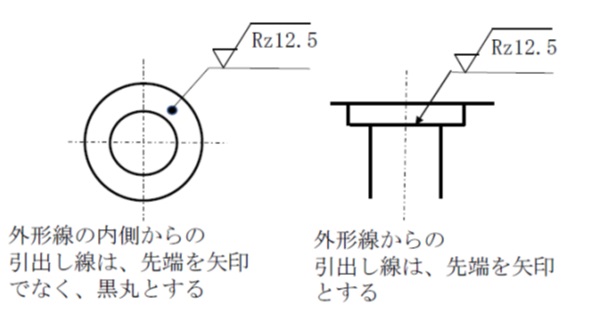
表面性状指示に限ったことではありませんが、引出し線を使う場合、部品形状を表す外形線から引き出すときは引き出される側に矢印をつけ、外形線の中から引き出すときは矢印ではなく黒丸をつけます。
合せて覚えておきましょう。
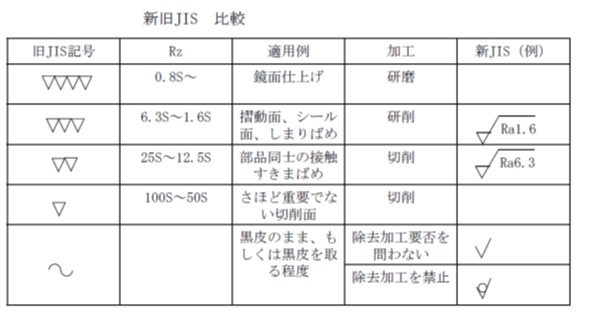
② 旧JIS表示との比較
旧JISでは、▽記号を使って表面粗さ指示していました。
旧JISで描かれた図面は今でも多く存在していますので、参考までに比較表で示します。
ということで、今回は表面性状の表示について取り上げました。
表面粗さを必要以上に精度高く要求すると、加工に時間がかかり、場合によっては加工方法を変更する(切削→研削→研磨)必要が生じて、コストアップにつながります。
要求される機能・信頼性に応じた適切な表面粗さを指示するようにしましょう。
(アイアール技術者教育研究所 S・Y)