QC七つ道具の基本⑤ 管理図とは?
QC七つ道具とは?
ものづくりの基本的な技法に、QC七つ道具というものがあります。
QCというのは、品質管理=Quality Control のことです。
QC七つ道具は、品質管理のキホン技法ということになります。製造業のあらゆる分野で用いることができる、ものづくりに関わる人にとっては必修の技法となります。
- パレート図
- ヒストグラム
- 散布図
- 特性要因図
- 管理図
- チェックシート
- グラフ(層別)
このような7つの技法を合わせて、QC七つ道具と呼びます。
一つずつみていきましょう。
このページでは、管理図について紹介します。
管理図とは?
製品には、必ずある「ばらつき」が生じます。
そのため、製品の寸法、精度などの数値に対して製品に要求される仕様を満足するための許容範囲(公差)を定めて、ばらつきが公差範囲内に収まっていれば合格、公差範囲を外れれば不合格、という検査基準を設定し
ます。
ばらつきには、「偶然によるばらつき」と「異常原因によるばらつき」とがあり、後者は制御して何らかの対策を打たないと、不良品発生につながるので注意が必要となります。
前者の場合でも、何か特徴的なことがあれば、対策を講じることが必要になる可能性もあります。
管理図は、製品のばらつきが設計仕様書の公差の範囲に収まり、合格範囲になったとして、その後管理限界を超える異常が発生していないかを時系列に監視するツールです。
したがって管理図に用いるのは、折れ線グラフです。
管理限界と基準値
測定したデータの集まりを「群」といいます。
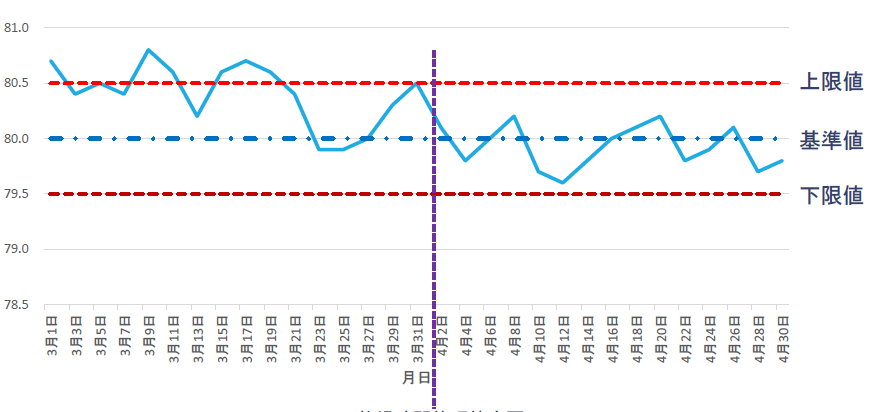
群ごとの数値から折れ線グラフを作成して、公差の上限下限(管理限界)と基準値(中心値、平均値など)を同じ図に表示します。
数値が管理限界を超える場合は、異常原因によるばらつきが発生していると判断して、調査を実施し対策の立案を行います。
下図は管理図の一例で、この図では3月末に対策を講じた結果4月以降は管理値超えのばらつきが無くなったことがわかります。
管理範囲内であっても、一定の規則的な動きがみられるときは、異常原因によるばらつきであると判断することがあります。
たとえば、
- 〇日連続で上昇あるいは下降している
- △日連続で上限値側に近い値を示す
- □日連続で基準値の上下に連続的に変化を繰り返す
などの判断基準を、製品ごとの過去の傾向と比較するなどの検討も加味した上で定めます。
いずれにしても時系列データを上下限値および中心値と比較することで、工程の安定性を確認することが管理図を用いる目的となります。
(アイアール技術者教育研究所 S・Y)
関連コラム:「QC7つ道具の基本」シリーズ
※当研究所が提供している資料や各種フォーマット等につきましては「資料ダウンロードページ」をご参照ください。
当研究所では、このページでご説明した「管理図」も含めた、QC7つ道具のうちの4技法についてEXCEL形式のフォーマット(ひな形)を無料提供しております。
管理図を作成する際のテンプレート・サンプルとしてご活用ください。