【スロット塗工のツボ③】スケールアップの注意点を解説|狭幅パイロットから広幅の量産へ
スロット塗工(スロットダイコーティング)に関する連載コラムの3回目は、量産品を製造する際の留意点をまとめました。
スロットダイは配管とスロットを組み合わせたシンプルな設備であり、ツボさえ掴めばトラブル対策も塗布量分布の改善も自らが主役になって遂行できます。
1.スロットダイの構造と構成部品
図1と図2に示すように、スロットダイは二枚のブロックとシムで構成され、給液管からマニホールドへ供給された液がスロットを経由してリップから吐き出され、支持体フィルムに塗られます(文献1)。
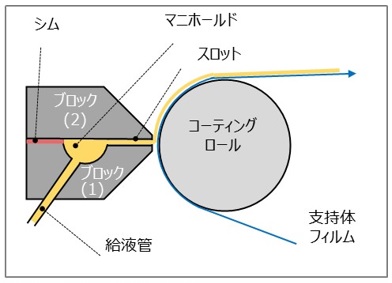
【図1 スロットダイの構造】
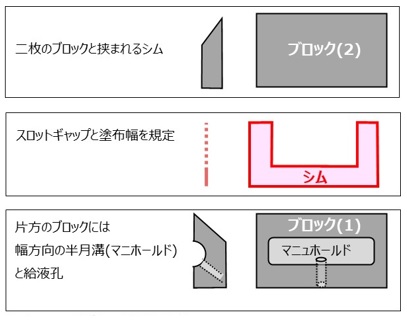
【図2 スロットダイの部品構成】
2.広幅スロットダイの内部構造
広幅スロットダイの内部構造として、下記の三種が代表的です(文献2)。
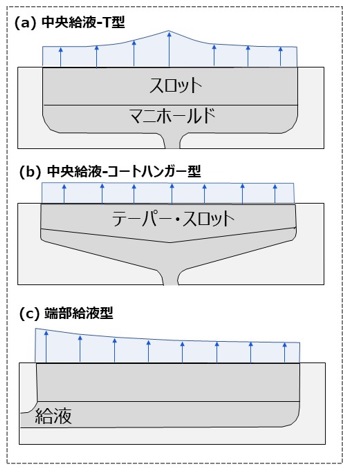
【図3 広幅スロットダイの内部構造】
(a)中央給液-T型
幅方向で断面形状が均一な構造です。
シンプルですが、広幅で高粘液を塗工すると山型の流量分布が目立つ場合があります。
(b)中央給液-コートハンガー型
端に向かいスロットを短くする「テーパー・スロット」。幅方向で一定流量にするためのデザインです。
(c)端部給液型
端から液を供給します。左右の端でマニホールド流れが逆になるので端部の厚みバランス調整が難しく、巻き品質が不安定化する懸念があります。
3.マニホールドとスロットの役割り
ダイ内部では、図4のフローで液が流動します。
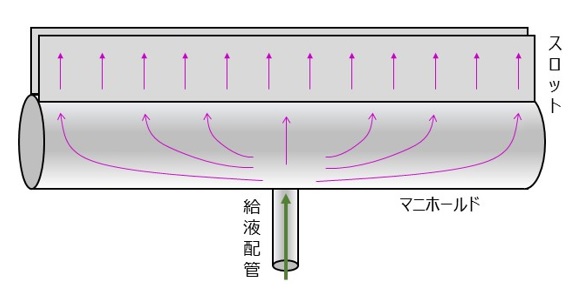
【図4 マニホールドとスロットの役割り】
- 給液配管: 液をダイ内に供給します。
- マニホールド: 液を幅に拡げるプールのような役目です。機能的には大容量ほど好ましいですが、大き過ぎるとダイが巨大になり作業性が悪くなる上に滞留部ができる懸念があるので、程ほどの大きさに設計します。
- スロット: マニホールドで吐出幅に拡げられた液を、狭いギャップから液を均一に吐出させるための抵抗の役目を担っています。
4.スロット間隔の精度アップは、なぜ重要か?
SUS製のダイを製作する際、スロットを平面に研削しても数ミクロンの公差が存在します。
またスロットギャップをシムで規定すると、シムの厚み分布がギャップ変動を引き起こします。
ギャップの広い箇所では流動抵抗が少ないので、多目に塗布液が吐出されます(図5)。
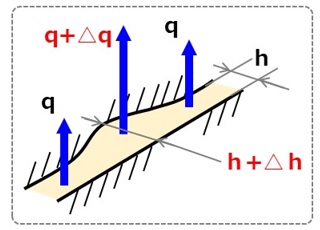
【図5 スロット間隔の精度と吐出量分布】
この影響は、Hagen-Poiseuille式を解くと、Δq/q = 3Δh/h になります(文献3、4)。
ここでq(単位幅流量)、h(スロットギャップ)。
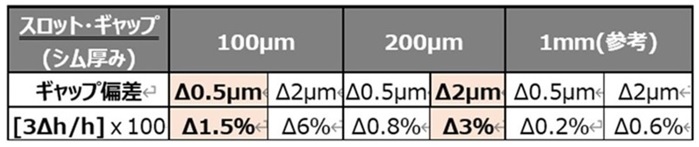
つまり「塗布量分布はギャップが広いほど抑制され、ギャップの変動比率の3倍に比例する」ということです。参考までギャップ偏差の厚み分布への影響を試算しました(表1)。
精度良く研削したスロットダイでもバッテリーや溶融製膜のような高粘液の高流量では、粘性抵抗によりスロットが口開きになってしまうケースもあります。
その場合は、図6のようにギャップを調整するボルトを幅方向に幾つも設置して、厚み分布をみながらギャップ調整します(文献2)。
【表1 スロット間隔の精度と吐出量分布の概算値】
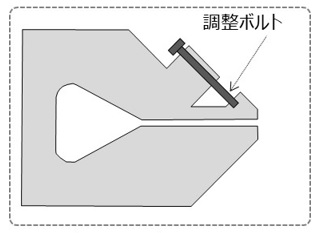
【図6 ギャップ調整ダイ】
5.広幅ダイは、なぜ難しいのか?
表1の試算からは、スロットギャップを広目に設定したくなりますが、スロットが広すぎると、幅方向で塗工量の分布が生じてしまいます(文献3~5)。
何故かというと、マニホールドの流動抵抗と比べてスロットの流動抵抗が不充分になるからです。
スロットの流動抵抗が、マニホールドの供給箇所から端部までの流動抵抗に比べて充分に大きくなければ端部の流量が減ってしまいます(図7)。
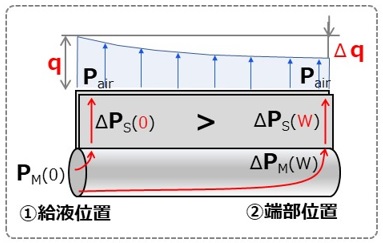
【図7 マニホールド差圧による流量減少】
スロット入口の圧力を幅位置で比較しましょう。
図7①の給液位置よりも、②の端部位置ではスロット入口で圧力低下しています。スロット出入口の圧力差が小さいと吐出量が減ってしまいます。このマニホールドの流動抵抗の影響は、ニュートン粘性の場合、塗工幅の2乗に比例します。そのため、塗工幅を広くするとダイの構造を適正化しなければならなくなります。
この影響を避けるためには(1)狭いスロットギャップ、(2)大きいマニホールド、(3)長いスロット長、が有効です(図8)。
大まかには「スロットギャップがh=0.5mmの場合。スロット長は50mm以上は欲しい」、「スロットギャップh=0.2mm以下でも、マニホールドΦ20以上にすれば充分」となります(中央給液の4m幅ダイ)。
但し、4章で記したスロットギャップの精度の影響があるので、加工精度の実力に応じて、塗布量分布を最小限に収めるスロットギャップの最適値は変わります。
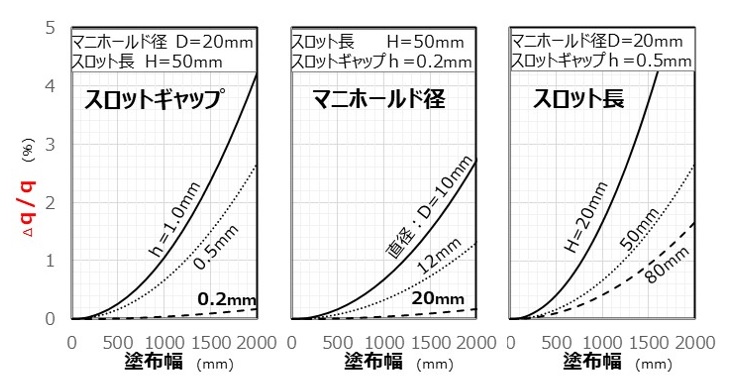
【図8 スロット構造の塗布量分布への寄与率試算】
図3(b)の「テーパー・スロット」は、マニホールドの流動抵抗をスロット長で補正する構造も本質的な解決策ですが、設計が難しく、非ニュートン粘性の塗工液の場合は、最適形状が粘性や流量に依存するので、図6のような調整ボルトでスロットの流動抵抗を調整します。
(※この記事は AndanTEC代表 浜本伸夫 講師からのご寄稿です。)
≪引用文献、参考文献≫
- 1)笹野祐史、「(最近の化学工学68)塗布・乾燥技術の基礎とものづくり」(第7章スロットダイ塗布)、化学工学会;三恵社 、P76-77(2020)
- 2)R.B. Secor, “Liquid Film Coating(ed. SE.Kistler, PM.Schweizer; Springer) 10. ANALYSIS AND DESIGN OF INTERNAL COATING DIE CAVITIES”, p370-378(1997)
- 3)宮本公明、「ダイ塗布の流動理論と塗布欠陥メカニズムへの応用および対策」、サイエンス&テクノロジー、P37-38(2015)
- 4)片桐良伸、「同時多層コーティング」、コンバーテック2000年7月号、p30-33
- 5)浜本伸夫、「理論と現場の融合でRTRプロセスの改善を目指す 第8回ダイの作り方(スロットとマニュホールドのデザイン)」、コンバーテック 2022年10月号、P26-31
【連載】スロット塗工のツボ(スロットダイコーティングに関する実務解説記事)
- 第1回: 実験室からRoll To Rollへ|塗れる条件と塗工・乾燥のポイント
- 第2回: 薄く塗るか?厚く塗るか?適正なダイ構造と条件
- 第3回: スケールアップの注意点を解説|狭幅パイロットから広幅の量産へ
- 第4回: 同時重層のポイントを解説|粘度と流量のバランスは?
- 第5回: バックアップしない塗工方式 TWOSD (Tensioned Web Over Slot Die)