【スロット塗工のツボ④】同時重層のポイントを解説|粘度と流量のバランスは?
当連載「スロット塗工のツボ」では、これまで3回にわたって、①「塗れる条件と塗工・乾燥のポイント」、②「薄く塗るか?厚く塗るか?」、③「スケールアップの注意点」を解説してきました。
今回は、多くの方からお問い合わせをいただく「同時重層」のポイントを簡単にご紹介します。
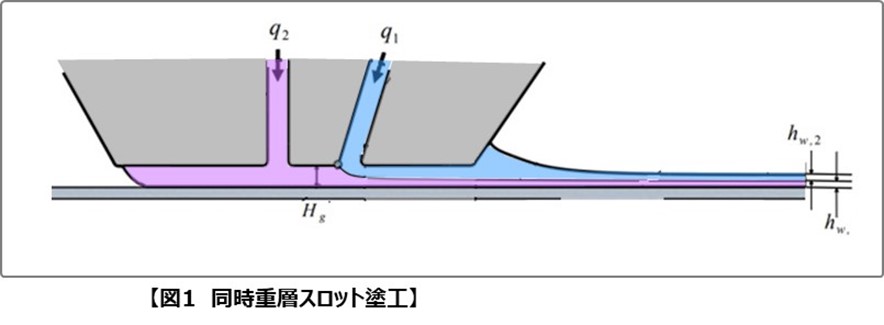
1.重層塗工用のスロットダイ
二つの液がスロットから供給され、二層間に中間リップが配置されます(図1)。
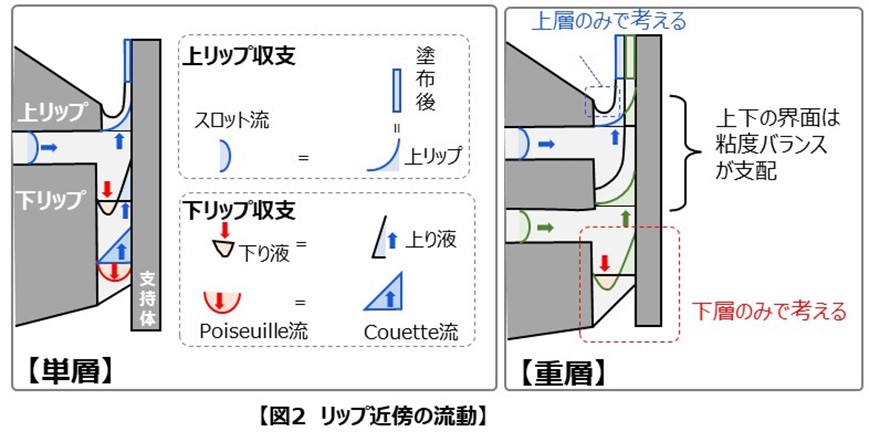
リップ箇所の流動は「薄く塗るか?厚く塗るか?適正なダイ構造と条件」で紹介したCouette-Poiseuille流です(文献1、2)。
重層の場合、上リップには上層、下リップには下層の流動に着目します(図2)。
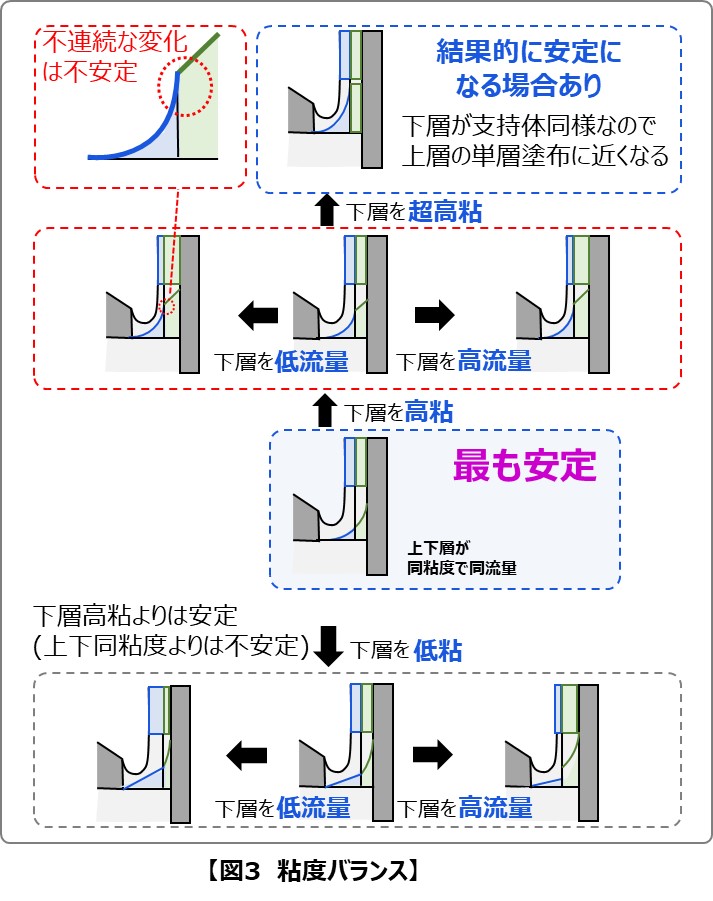
2.粘度のバランス
単層以上に安定な塗布条件はないので、「二層が同じ粘性と見なせること」が最も安定な条件になります。
しかし現実問題として、上下層の粘性を合わせきれない方が多いでしょう。
上下層の粘度が違うとどうなるでしょうか?
どちらかといえば「下層低粘」の方が下層高粘より安定です(文献3)。
なぜならば、層間の速度プロファイルが不連続になると、界面が乱れて木目状のムラになりやすいですが、「下層低粘」の方が速度プロファイルが単層に近くなるからです(図3)。
但し、下層が極端に高粘の場合(例えば10倍以上)、下層自体を支持体のような固体壁のように見なせるので、翻って安定になるケースもあります。
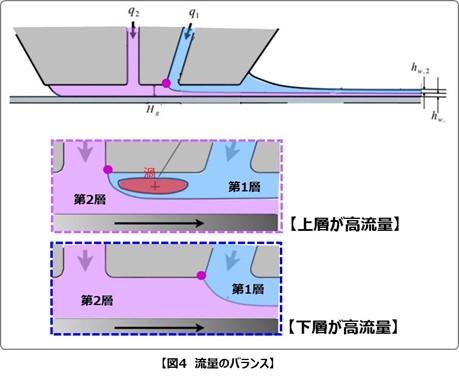
3.流量のバランス
上下層の流量は中間リップの界面に影響します(図4、文献3)。
上流(図4の第1層)が高流量の場合、第1層が中間リップに侵入して渦を形成し不安定になりやすいです。
対策には第1層のスロット出口を広目にするか、上リップ(図中の右側)のギャップを広くするのが有効です。
下流が高流量の場合は、第2層の界面が中間リップ先端に位置しやすく安定になりやすいでしょう。
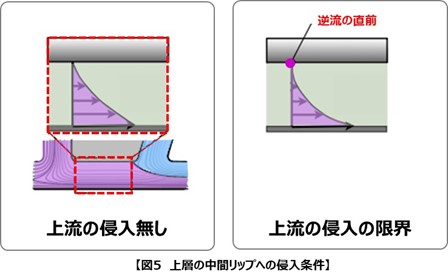
4.中間リップへの上流侵入条件
上流が中間リップに侵入しない方が安定です。
この臨界条件は粘度と流量のバランスで決まりますが、「下層の中間リップ先端における剪断速度がゼロ」になるまでは逆流しないので、上層が中間リップに侵入できません(図5 ※引用2)。
5.同時重層塗工の留意点
一回の塗工で重層を形成できる生産性には大いに魅力を感じる一方、同時重層を試みると多くの現実的障壁があります。
(1)水相と油相
水相同士あるいは油相同士ならば塗工可能条件を見出しやすい一方、水相と油相の重層はかなり困難です。
なぜならば、界面が界面張力により乱れやすい上に、下層の溶媒が上層に浸透せず乾きにくい、乾燥後に界面が剥がれる、等の懸念が山積するからです。
(2)乾燥中の界面拡散
塗工時に重層を形成できても、数分の乾燥中に上下層の素材が拡散し、界面混合しやすくなります。
したがって、ゼラチンのようにゲル化するバインダーで塗工直後に層間混合を抑えなければ、重層の乾膜を得られません。
(3)非ニュートン粘性
スロット~リップは高剪断場なので、非ニュートン液を重層塗工する場合は、各箇所の粘度バランスを最適化する必要があり、ダイの形状を含めた幾多もの組合せの中から条件出しが煩雑です。
上記の懸念を解決できれば、同時重層は生産性の高い塗工方法になり得ます。
(※この記事は AndanTEC代表 浜本伸夫 講師からのご寄稿です。)
≪引用文献、参考文献≫
- 1)浜本伸夫、「韓国コンバーテック放浪記(第七話)」、コンバーテック 10月号、p68-73(2021)
- 2)浜本伸夫、「理論と現場の融合でRTRプロセスの改善を目指す 第8回ダイの作り方(スロットとマニュホールドのデザイン)」、コンバーテック 10月号、p30-35(2022)
- 3)Jaewook Nam、“Analysis of tensioned-web-over-slot die coating”, Minnesota Univ. Dissertation of PhD, p110~117 (December 2009)
【連載】スロット塗工のツボ(スロットダイコーティングに関する実務解説記事)
- 第1回: 実験室からRoll To Rollへ|塗れる条件と塗工・乾燥のポイント
- 第2回: 薄く塗るか?厚く塗るか?適正なダイ構造と条件
- 第3回: スケールアップの注意点を解説|狭幅パイロットから広幅の量産へ
- 第4回: 同時重層のポイントを解説|粘度と流量のバランスは?
- 第5回: バックアップしない塗工方式 TWOSD (Tensioned Web Over Slot Die)