研磨加工の基礎知識・初心者向け解説|研削加工との違いは?
今回は、除去加工のうち、「研磨加工」の基礎知識を説明します。
1.研磨加工とは
「研磨加工」(けんまかこう)とは、文字通り「研ぐ磨く(とぐみがく)」加工です。
研磨加工は切削加工、研削加工などの前加工をした後に、仕上げ加工として、金属表面を滑らかに仕上げる加工のことです。表面性状(表面粗さ)、寸法精度、平面度、真円度などの幾何形状の精度を向上させることができます。
なお、研磨加工は、「砥粒研磨加工」(とりゅうけんまかこう)とも言われる場合もありますが、ここでは、最も広く使用されている「研磨加工」で統一します。
研磨加工と研削加工の比較・相違点
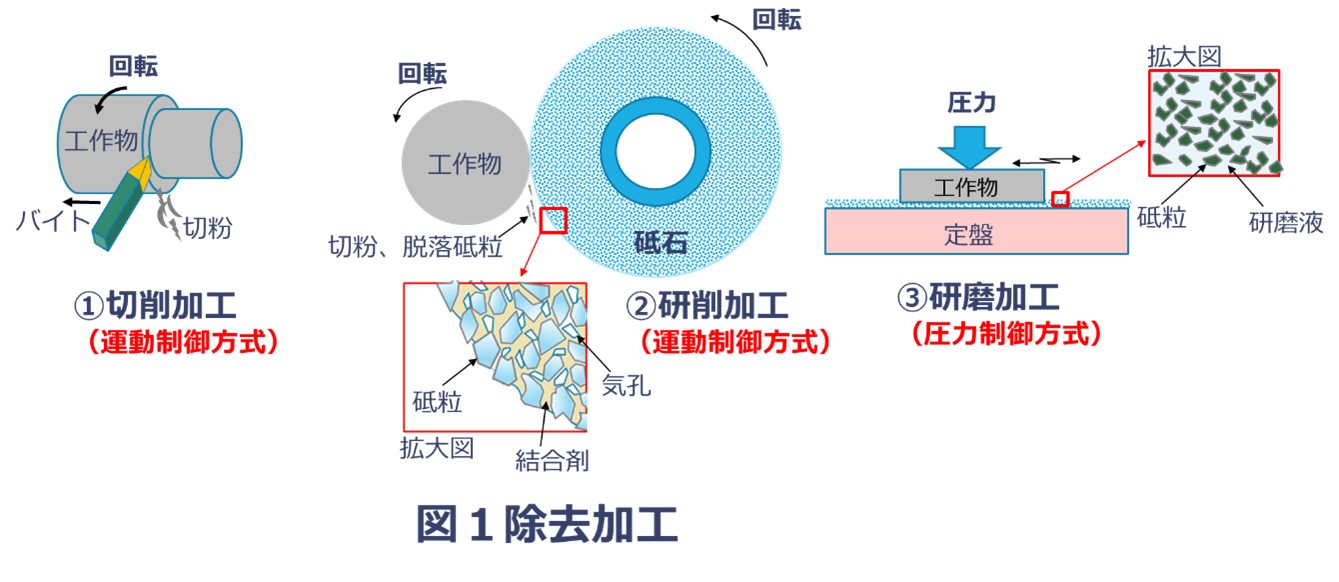
研磨加工、研削加工とも砥粒による加工という点では同じですが、加工の制御方式で明確な相違があります。
《研磨加工》
研磨加工は、工作物を定圧で押し付ける圧力制御方式により、金属表面を磨く除去加工です。
具体的には、摩擦圧力で加工することで、工作物または、工具を回転させる場合もあります。
加工行程の進行とともに 自動的に切込みが小さくなり磨き作用となるので、主に寸法精度だし、表面粗さを仕上げるには最適な除去加工です。
《研削加工》
研削加工は、工具と工作物の間に相対的な運動(回転、直線運動)を与える運動制御方式により、一定の切り込みを与えて(定切込み)工作物を除去加工するものです。
この点では、切削加工も運動制御方式で同じです。
2.研磨加工の分類・種類
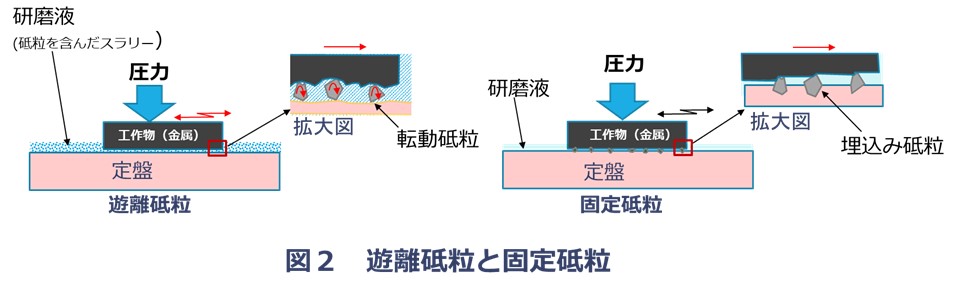
研磨加工は、遊離砥粒と固定砥粒に大きく2つに分類されます。
(1)遊離砥粒
「遊離砥粒」(ゆうりとりゅう)は、砥粒を液体に混ぜて、スラリー状の研磨液で加工する方式です。
工作物に圧力をかけながら、定盤と工作物の間に研磨液の砥粒を転動させることで工作物の表面が削られます。
ラッピングやポリシング(ポリッシング)などの加工法が代表的です。
(2)固定砥粒
「固定砥粒」(こていとりゅう)は、固くて細かい砥粒を、金属(定盤)に埋込んで研磨加工する方式です。
工作物に圧力をかけながら、埋込まれた砥粒を定盤と工作物で挟み工作物表面の凸部を研磨します。
ホーニングや超仕上げ等の加工法があり、遊離砥粒加工法よりも研磨時間が短いなどの特徴があります。
研削砥石と同様に、固くて細かい砥粒をボンドで金属(定盤)に埋込みます。
3.ラッピングとポリシング(遊離砥粒の例)
ラッピングとポリシング(ポリッシング)は、代表的な遊離砥粒であり、製造工程でも広く使用されている研磨加工です。
両者とも、一定の圧力下で砥粒を介して定盤(工具)と工作物を相対運動させて、工具形状を工作物表面に転写する加工法です。
両者は、よく類似した加工法ですが、相違点を以下の表に示します。
【表1 ラッピングとポリシングの相違点】
| 加工法 | 使用砥粒 | 使用工具 | 加工面 | 加工目的 |
| ラッピング | 粗砥粒 (数μm以上) |
硬質工具(ラップ) 材料:鋳鉄、軟鋼、ガラスなど |
梨地 | 寸法精度の確保 |
| ポリシング | 微細砥粒 (数μm以下) |
軟質工具(ポリシャ) 材料:フェルト、皮革、プラスチックなど |
鏡面 | 表面粗さ低減・鏡面化 |
(1)ラッピング
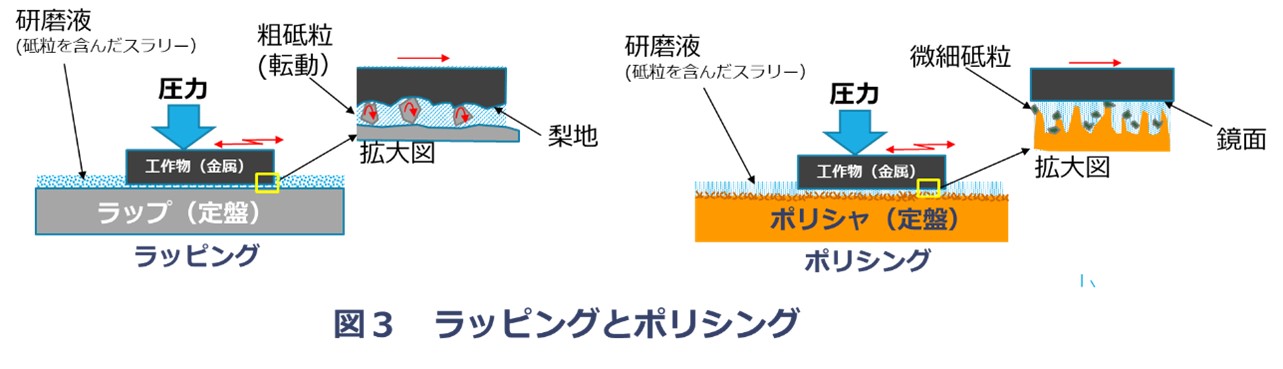
研磨剤の大きさが数μm以上の砥粒(粗砥粒)と、鋳鉄などの硬質工具(ラップ)を使用します。
ラッピングでは砥粒が比較的大きいので、工作物とラップの間で砥粒が転動し、引っ掻き傷により、微小な凹凸を持つ梨地面となります。このため、無光沢な鈍い反射面となります。
主に寸法精度の確保に使用されます。
(2)ポリシング
ポリシング(ポリッシング)は、ラッピング加工に比べ微細砥粒(数μm以下)を使用し、プラスチックなどの軟質工具(ポリシャ)を用いて、工作物表面を浅く穏やかにひっかくことにより、ワレを発生させることなく加工面を鏡面化できる加工です。
このようにポリシングは、ラッピング加工された梨地面を平滑な表面に仕上げる鏡面研磨法です。
主に、表面粗さ低減・鏡面化に使用されます。
4.ホーニングと超仕上げ(固定砥粒の例)
ホーニングと超仕上げは、固定砥粒の分類に属します。砥石を使用し、圧力制御による研磨加工です。
両者とも最終研磨工程で使われます。
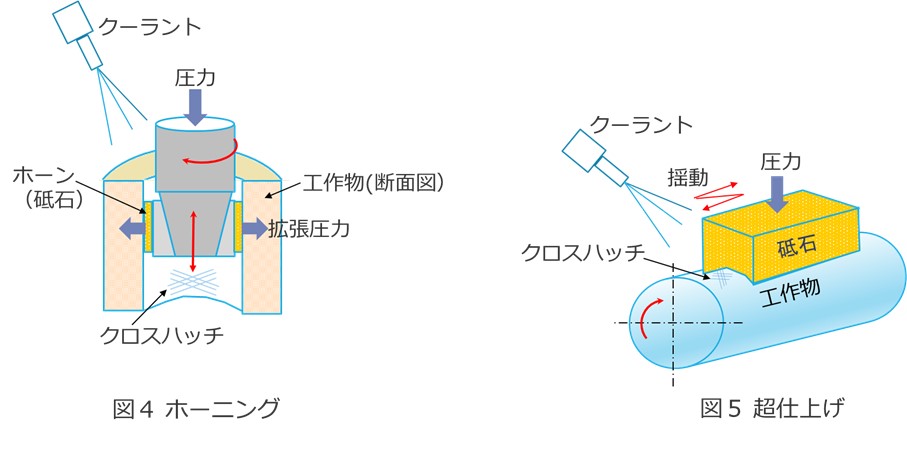
(1)ホーニング
ホーニング加工方法は、円柱状の砥石を取り付けた「ホーン」という工具が使用されます。
工作物円筒内部に砥石を適当な圧力で押し付けて(拡張圧)、回転運動と往復運動を与え、研磨液を注ぎながら表面仕上げを行う方法です。
ホーニング加工された工作物の内面には細かい網上の筋「クロスハッチ」ができ、エンジンのシリンダーなど、摺動する部品では潤滑溝になります。
(2)超仕上げ
超仕上げは、低速で回転する工作物に砥石を押しつけて、工作物の表面を精密に研磨する加工です。
ベアリングやプリンターシャフトといった小型部品の最終研磨工程で使われるもので、砥石の粒度はホーニングよりもさらに細かいものになります。
加工側である工作物も高速でまわっていることが多いため、研磨加工した後には、ホーニングと同様に「クロスハッチ」が出ることが知られています。
以上、今回は研磨加工(砥粒研磨)について最低限押さえておきたい基本知識を解説しました。
なお、設計面の基本事項については、「研磨加工の基礎知識と設計上の注意点」のページも併せてご参照ください。
(アイアール技術者教育研究所 T・I)