ダイカストの鋳造不良・欠陥の発生原因とメカニズムを図解で整理
ダイカストは、広く製造現場で使用されている代表的な鋳造技術であり、特に自動車部品の製造で大きく発展した技術です。
今回のコラムでは、ダイカストの不良・欠陥とその発生原因について説明します。
目次
1.ダイカストの欠陥・不良
ダイカスト部品は、自動車部品を中心に広く使用されており、特に軽量化のニーズの高まりより、アルミ製のダイカスト部品も広く使用されています。
ところが、エンジンルーム、足回り部品の環境は厳しく、強度信頼性が要求されます。
この中でも、エアコン用コンプレッサーの部品であるアルミ製ダイカスト部品は、強度信頼性に加え、気密性も要求されます。
気密性が悪いと、エアコン冷媒ガスの漏れの原因になり冷房性能に大きく影響するためです。
今回は、自動車用コンプレッサー部品に使用されるアルミダイカスト部品を例として、ダイカストの欠陥・不良とその発生原因を解説します
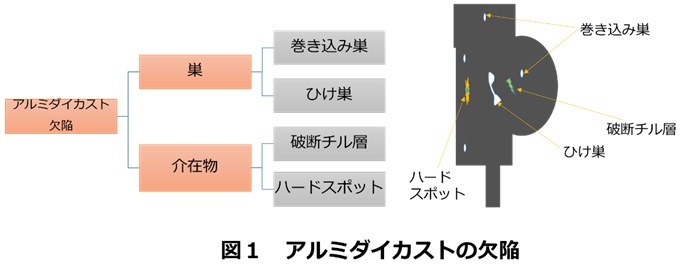
ダイカスト部品において品質上重要なポイントは「内部に巣がないこと」「内部に有害な介在物がないこと」の2点です。いずれの欠陥も、機械的強度、気密性を大きく低下させるため削減対策が必要です。
2.鋳造不良・欠陥の発生原因(アルミダイカスト)
アルミは融点が高いため、ダイカスト工程は、以下のコールドチャンバーとなります。
[※コールドチャンバーの詳細については、前回の連載「ダイカストとは?」をご参照ください。]
コールドチャンバーは大量生産に適した工程ですが、様々な点でダイカストの欠陥の原因につながっています。
(1)巻込み巣の発生原因は?
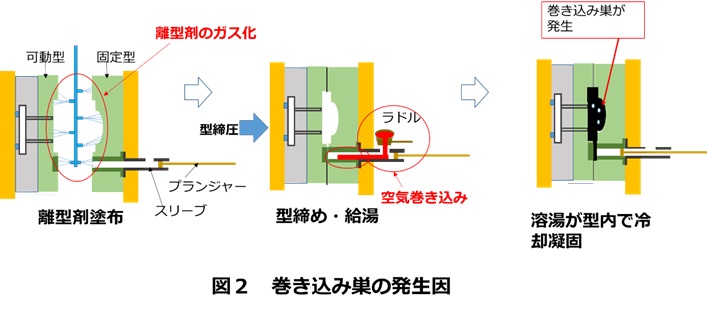
① 離型剤のガス化
図2に示すように離型剤は水溶性の油脂を使用していますが、これが「巻込み巣」に繋がる可能性があります。
- 金型表面や金型の合わせ面に残った離型剤の水分や油分が、充填過程において型(キャビティ)内に残存してしまいます。
- この水分・油分が熱分解ガスとして、多量に溶湯(溶解した金属)中に巻込むために、ガス気泡が溶湯中に残留したまま凝固が進み、巻込み巣となります。
② 空気巻き込み
図2に示すようにラドルでの給湯工程が空気を巻き込むことで、「巻き込み巣」に繋がる可能性があります。
- ラドルで溶湯をサイクル毎に給湯する時に、溶湯に空気を巻き込んでしまいます。
- 型内に溶湯を充填するときに、この空気が多量に溶湯中に巻込まれ ガス気泡が溶湯中に残留したまま凝固が進み、巻込み巣となります。
[※巻込み巣の対策についてはこちらをご参照ください。]
(2)ひけ巣の発生原因は?
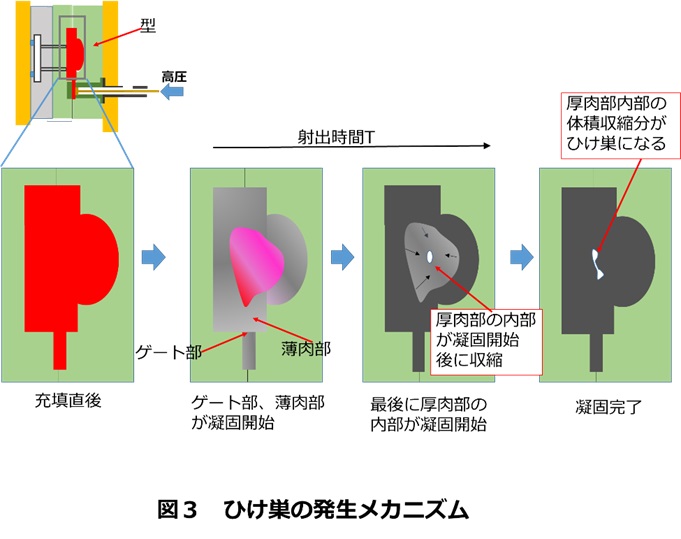
図3に示すように、厚肉部の内部で「ひけ巣」(引け巣)が発生する場合があります。
- 溶湯を型に充填すると、ゲート部⇒薄肉部⇒厚肉部 の順番に凝固が始まります。
- つまり、厚肉部の凝固に対して、ゲート部・薄肉部の凝固が先に完了してしまうため、厚肉部の溶湯(押し湯)が不足してしまいます。このため、厚肉部の凝固が始まるときに、凝固収縮による体積減少分が「ひけ巣」となります。このひけ巣は、巣と巣が連通した”ザク巣状”の形態になりやすく、巻き込み巣よりも大きくなる傾向があります。
エアコン用コンプレッサーの切削後の密着面に場合にひけ巣が現れた場合には、気密性が低下し、冷媒漏れの原因になります。(実際には、性能検査でエアコン漏れが発覚し、不良品になります)
従って、ひけ巣の発生防止は不可欠になります。
[※ひけ巣の対策についてはこちらをご参照ください。]
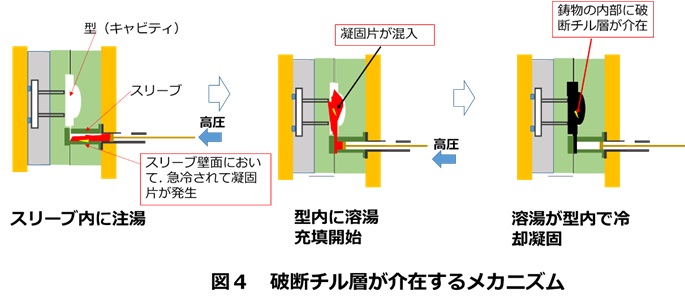
(3)破断チル層が鋳物に介在する原因は?
「破断チル層」は図4に示すように鋳物内に介在する場合があります。
- スリーブ内に注湯された溶湯がその壁面において、急冷されて凝固片が発生
- 型内に溶湯を充填するときに、凝固片が混入
- 型内で溶湯が冷却・凝固後、破断チル層として介在
破断チル層は周辺との連続性が乏しいため、製品に負荷がかかると応力集中が生じ、破壊の起点になり強度が低下します。
[※破断チル層の対策についてはこちらをご参照ください。]
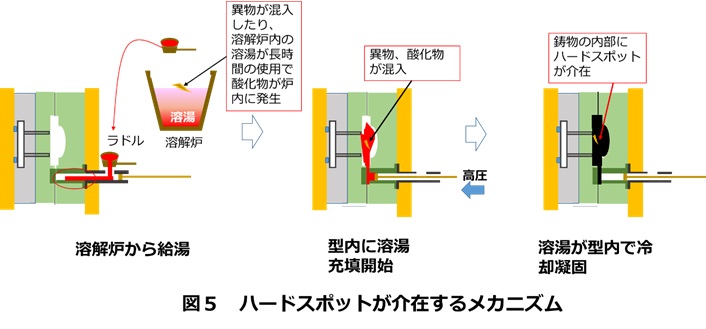
(4)ハードスポットが鋳物に介在する原因は?
「ハードスポット」は、図5に示すステップで鋳物内に介在する場合があります。
- 溶解炉内に異物が混入したり、溶解炉内の溶湯が長時間の使用で酸化物が炉内に介在
- 上記の異物や酸化物が、型内への溶湯充填時に混入
- 溶湯が冷却・凝固時にハードスポットとして鋳物内に介在
ハードスポットは、鋳物を切削後に刃具が折れたり、切削面に傷がつくので対策が必要です。
[※ハードスポットの対策についてはこちらをご参照ください。]
以上、今回はアルミダイカストを題材に、鋳造不良・欠陥の発生原因について整理しました。
次回は、各ダイカストの不良・欠陥への具体的な対策についてご紹介します。
(アイアール技術者教育研究所 T・I)