工程能力の計算方法と評価方法がこれでわかる!両側規格と片側規格の計算事例
製造業における品質管理の分野では、ある工程の工程能力を定量的に評価する指標が必要であり、Cp、Cpkという指数を用いて工程能力を数値化し管理します。
今回は、Cp、Cpkの計算方法とその評価方法を説明します。
(※工程能力の基本的な考え方は、別コラム「そうだったんだ技術者用語 Cp値、Cpk値そしてSPC管理」も併せてご参照ください。)
目次
1.両側規格、片側規格とは?
まず、工程能力の計算の前に、「両側規格」と「片側規格」について説明します。
製品の規格は、ここを越えたらNG品という上限規格値、ここを下回ったらNG品という下限規格値がります。
このように規格の上限値・下限値があるものを「両側規格」といいます。
たとえば、”10 ± 1″のような規格です。ここで上限規格値は11、下限規格値は9となります。
一方、以上、以下で表示される規格があります。
例えば、接着力が10KN以上という図面規格とは、10KNが下限規格値であり、上限規格値が無い規格です。
同様に、隙間が10以下という図面規格とは、10が上限規格値であり、下限規格値が無い規格です。
このように片側しかない規格のことを「片側規格」といいます。
工程能力の計算方法は、両側規格、片側規格により異なります。
具体的な計算方法を以下に示します。
2.両側規格の工程能力計算方法
“Cp”、”Cpk”という指数を用いて工程能力を数値化し管理します。
詳しい評価方法は後述しますが、これらの指数は規格に対してデータの余裕を示す数値になり、指数が大きいほど品質が安定していることになります。
①「Cp」とは?
「Cp」とは、規格の上限と下限の範囲(幅)に対して、データのバラツキの大きさがどの程度かを表します。バラツキの大きさを見ている指数です。
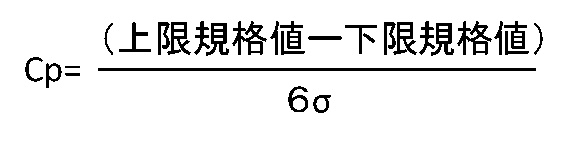
ここで、σ(シグマ)とは、数値データ群のバラツキを示す標準偏差のことです。
計算式の分子が「製品の規格幅」、分母が「6σ」のため、分子の「製品の規格幅」に対して、分母の工程ばらつき「6σ」が小さいと、工程能力指数の値は大きくなります。
【Cp計算事例】
それでは図面規格10 ± 1 という両側規格に基づき工程能力Cpを計算してみましょう。
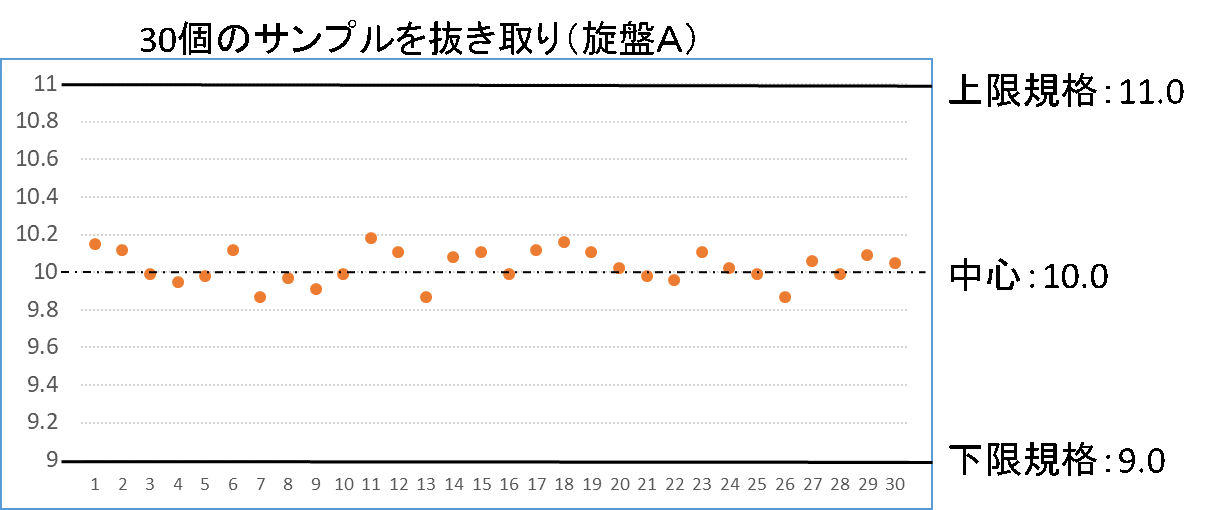
まず、旋盤Aにより、1000個加工し、その中から連続した30個のサンプルを抜き取り、その結果をグラフAに示します。
《 グラフA 》
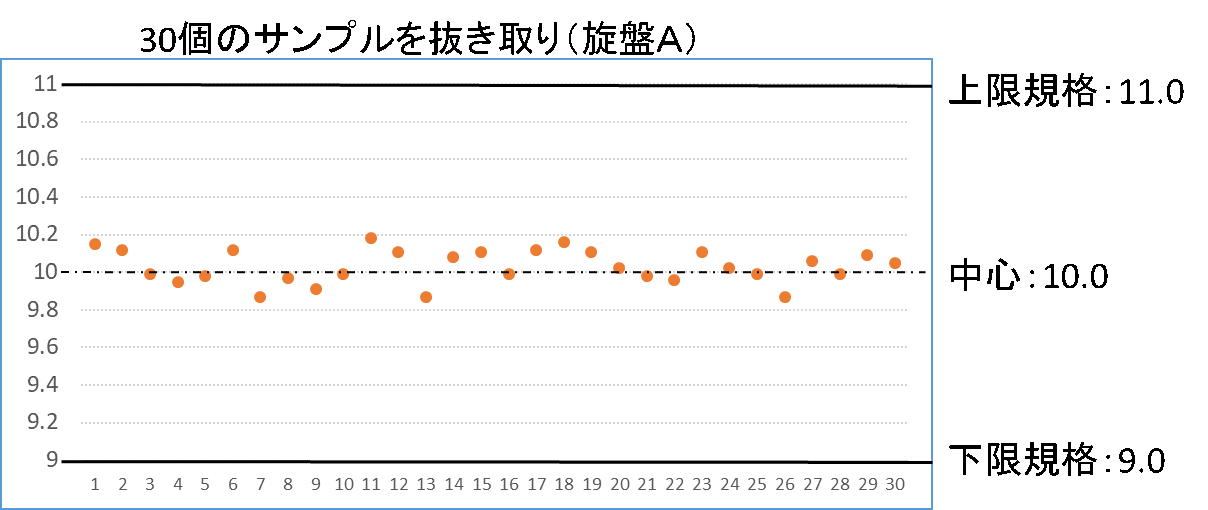
データの平均が、ほぼ規格中心にあり、データはすべて両側規格内にあります。
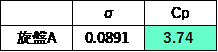
- 30個のデータの標準偏差σを計算します。
上記の30個のデータをエクセルシートにインプットし、標準偏差 =STDEV( )で計算します。
この結果σ=0.0891となります。
従って、上記のCpの式より以下となります。
- Cp=(上限規格-下限規格)/6σ=(11-9)/ (6×0.0891)=3.74
上記のCpの工程能力は1.67以上あり、規格幅に対してバラツキが十分安定していると言えます。
(評価方法は、後述します)
②「Cpk」とは?
工程能力の数値でもう一つ重要なのが「Cpk」です。
「Cpk」とは、規格の上限と下限に対して、データのバラツキがどの位置にあるかを表します。
計算式は以下となります。
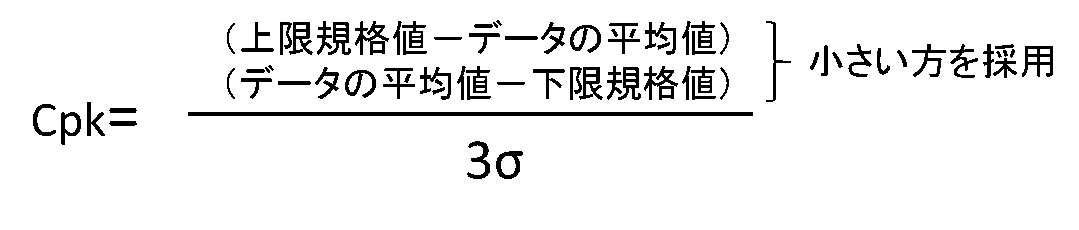
もう少し分かり易く説明すると、データ平均値の規格の中心からの位置で説明します。
(ⅰ)データの平均値が規格中心より大きい場合

以上の式の意味は、「平均値が規格中心より大きい前提で、かつ上限規格値と平均値の差がより大きい」 つまり、平均値が規格中心により近い方がCpkの値が大きく、更に工程のバラツキ3σが小さい方がCpkの値が大きくなります。
(ⅱ)データの平均値が規格中心より小さい場合

以上の式の意味は、「平均値が規格中心より小さい前提で、かつ平均値と下限規格値の差がより大きく」 つまり、平均値が規格中心により近い方がCpkの値が大きく、更に工程のバラツキ3σが小さい方がCpkの値が大きくなります。
それでは図面規格 10 ± 1という両側規格に基づき工程能力Cpkを計算してみましょう。
今回は、以下の2つの事例を計算します。
【Cpkの計算事例1】
上記と同じデータつまり、旋盤Aにより、1000個加工し、その中から連続した30個のサンプルを抜き取り、その結果をグラフAに示します。
《 グラフA 》
- グラフAのσは、上記の値と同じσ=0.0891です。
- 30個の平均値は、上記の30個のデータをエクセルシートにインプットし、平均値= AVERAGE ( )で計算します。
この結果データ平均値= 10.031となります。
平均値は、中心10.0より大きいため、
Cpk=(上限規格値―データ平均値)/3σ=(11-10.031)/(3×0.0891)=3.63となります。

上記のCpkの工程能力は1.67以上あり、バラツキが規格のほぼ中心であり、かつバラツキが小さいことを意味しておりCpkの工程能力が十分すぎるほど安定していると言えます。
【Cpkの計算事例2】
今度は旋盤が異なり、旋盤Bを使い全く同じ図面規格 10 ± 1 により1000個加工し、その中から連続した30個のサンプルを抜き取り、その結果をグラフBに示します。
《 グラフB 》
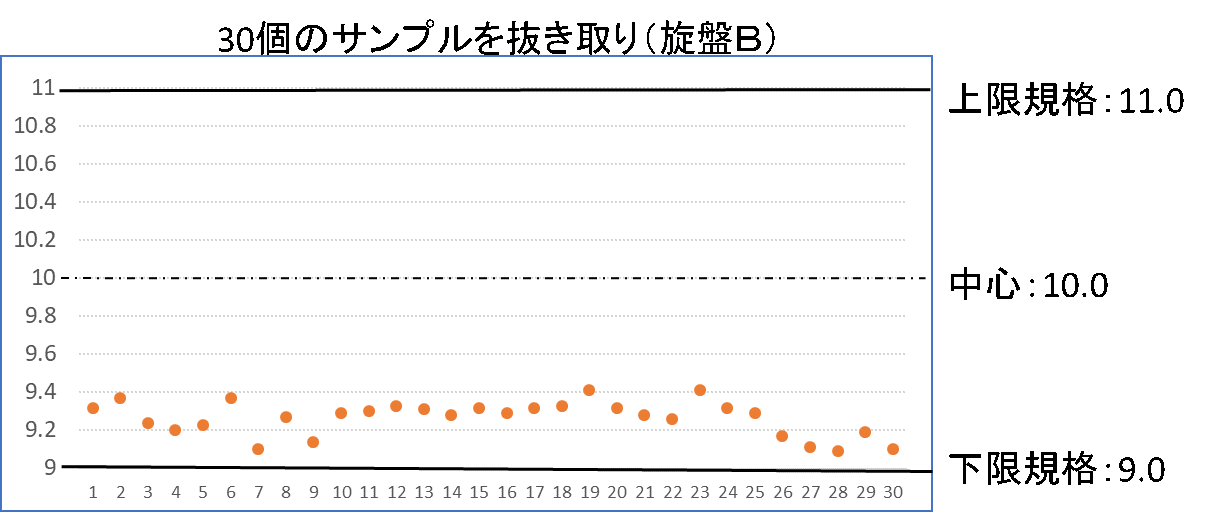
このグラフBのデータは、全て規格内にあり、規格の幅に対してバラツキは小さいが、下限規格のぎりぎりで推移しており、不良品が出そうな不安定な状況と言えます。
つまり、上記30個のデータは規格内にありますが、1000個加工した中には不良品が出ている可能性があります。
それでは、工程能力ではどのような数値になっているでしょうか?
同様にして計算し、旋盤Aと旋盤Bのデータを比較したのが以下です。

旋盤Bは、Cpに関しては十分すぎるほど良いが、Cpkが小さく工程能力は不足している結果となっています。
このままでは、下限値9を下回る不良品が出てしまう可能性があり、旋盤の設定値の見直しが必要になります。
以上のように、製造現場ではCpよりむしろCpkで管理するのが適切といえます。
Cpkは、データのバラツキが、規格中心近くで安定しているかどうか、つまり規格中心からの「ずれ(偏り)」が評価できます。
一方、Cpは規格幅に対するバラツキのみの評価のため、規格中心からの「ずれ(偏り)」が評価できません。
両側規格のCpk工程能力の一般的評価方法は?
更に、Cpkの評価は一般的に以下の通りです。
- Cpk≧1.67 工程能力は十分すぎる(コストダウン検討可能)
- 1.67>Cpk≧1.33 工程能力は十分である
- 1.33>Cpk≧1.00 工程能力はほぼ良好である
- 1.00>Cpk≧0.67 工程能力は不足している
- 0.67>Cpk 工程能力は非常に不足している
3.片側規格の工程能力計算方法
片側規格つまり、「以上のような下限規格」、「以下のような上限規格」といった工程能力はどのように評価するのでしょうか?
片側規格は、規格の中心値はなく、Cpkのような中心からの「ずれ(かたより)」の評価はできません。
片側規格の工程能力は以下の計算式によるCpの指数で表現します。(計算式自体は両側規格のCpkに類似しています)
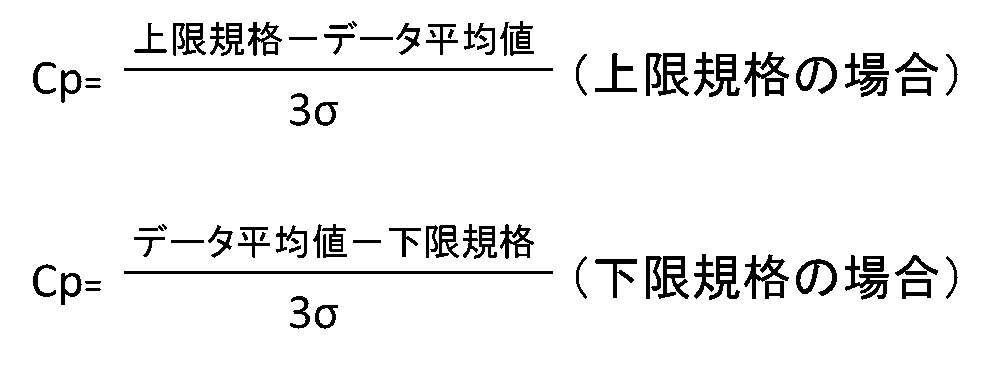
以上の式の意味は、「平均値と規格値の差が大きく」つまり、平均値が規格値より離れていた方がCpの値が大きく、更に工程のバラツキ3σが小さい方がCpの値が大きくなります。
【下限規格のCp計算事例】
今度は、接着力の図面規格9KNという下限規格に基づき1000個接着し、その中から連続した30個のサンプルを抜き取り、接着力を調査した結果をグラフCに示します。
工程能力Cpを計算してみましょう。
《 グラフC 》
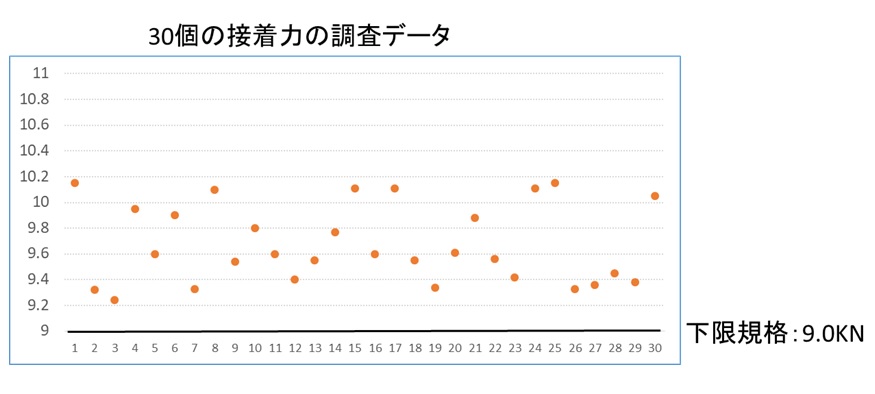
下限値の9KN以上に対し、ばらつきが大きく品質が安定していないデータです。
この工程能力を算出しましょう。
平均値、σの計算方法は、両側規格と同じです。
データ平均値=9.675 、σ=0.3029 となり、下限規格9KNであるため以下となります。
Cp=(データ平均値-下限規格)/3σ=(9.675-9)/(3×0.3029)=0.74

1.00>Cp≧0.67 のため工程能力は不足しているということになり改善が必要です。
片側規格のCp工程能力の一般的評価方法は?
Cpの評価については、一般的に以下のようになっています。
- Cp≧1.67 工程能力は十分すぎる(コストダウン検討可能)
- 1.67>Cp≧1.33 工程能力は十分である
- 1.33>Cp≧1.00 工程能力はほぼ良好である
- 1.00>Cp≧0.67 工程能力は不足している
- 0.67>Cp 工程能力は非常に不足している
以上、今回のコラムでは「工程能力の計算方法」について解説しました。
上記の計算事例を参考に、自社の現状の工程能力について実際に確認してみては如何でしょうか?
(アイアール技術者教育研究所 T・I)