3分でわかる PLC(シーケンサ)とは?構成・プログラミング方式など要点解説

目次
1.身近な「PLC」とシーケンス制御
製造現場では、あらゆる機械、設備が稼働しています。
これらの機械、設備を制御するのに欠かせない装置の一つが「PLC」です。
また、私たちの日常生活の中にもPLCはよく使われています。例えば、以下のような場面です。
- ある信号機について、しばらく赤く点灯した後、3秒ほどオレンジ色になり、その後は緑色に点灯する。
- 全自動洗濯機で、スタートボタンを押すと[給水→洗い→排水→給水→すすぎ→排水→脱水]という順序で動く。
- エレベーターで、扉の前のボタンを押すと[エレベーターが来る→扉が開く→扉が閉まる]、行きたい階のボタンを押すと[エレベーターが動き始める→行きたい階に着くと止まる→扉が開く→扉が閉まる]という順番で動作する。
日本工業規格(JIS)ではこのように「あらかじめ定められた順序又は手続きに従って制御の各段階を逐次進めていく制御」のことを「シーケンス制御」と定義されています。
2.PLC(シーケンサ)とは?
「PLC」とは、機械を制御する装置のことです。
“Programmable Logic Controller“(プログラマブル・ロジック・コントローラ)から頭文字をとって、一般的に「PLC」と呼ばれています。また、「シーケンサ」とも呼ばれています。
「シーケンサ」はもともと三菱電機の商品名であり、高いシェアを誇り、知名度が高いことから、商品名が一般名称になりました。
3.PLCの基本構成
図1にPLCの基本構成を示します。
一般的にパソコンと同様に主に演算部、記憶部、入力部、出力部、電源部という5つのユニットから構成させています。
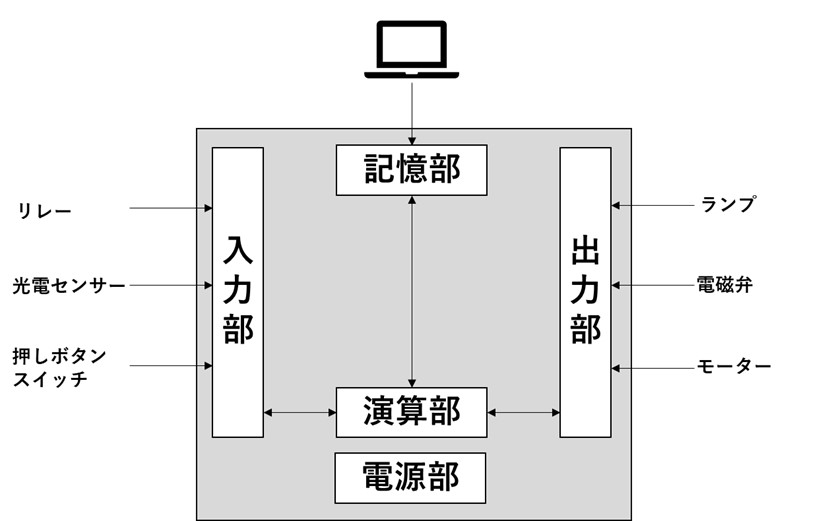
【図1 PLCの基本的な構成】
- 演算部(MPU):
MPU演算部(Main Processing Unit, CPU)とは主処理装置のことで、PLCのコアとなる部分です。入力部から信号を読み込み、数値計算、論じ演算、条件判断などの演算を行い、結果を出力部へ出力します。 - 記憶部(メモリ):
記憶部には、ユーザーが作成したプログラムである「ユーザメモリ」と、入出力のデータや数値、演算の状態・データを格納する「データメモリ」があります。メモリーの容量はカタログやマニュアルに記載され、PLCの機種によって異なります。 - 入力部:
入力部を経由して、スイッチやセンサなどの外部機器からのデジタル/アナログ信号をPLC内部に取り込みます。PLC内部ではデジタル信号だけの演算をしています。従って、アナログ信号の場合、A/D(アナログからデジタル)変換を行い、デジタル信号に変換しPLC内部で処理します。 - 出力部:
MPUで演算された結果は出力部を経由して、外部機器に出力されます。 - 電源部:
電力の供給を担当する部分です。PLCに内蔵するタイプとPLC本体と別々になっているタイプがあります。外部電源AC100V/200Vが接続・変換され、PLCの内部電源を供給します。
入力部のスイッチ、センサ、ボタンなどのON/OFFに応じて予め決めたプログラムが動く、というのがPLCの簡単な仕組みです。演算した結果によって、出力部の機器のON/OFFを制御します。
例えば、ランプを点灯させたり、電磁弁を開閉したり、モータを回したりといった制御です。
4.パッケージタイプとビルディングブロックタイプ
PLCには、大きく「パッケージタイプ」と「ビルディングブロックタイプ」の2種類があります。
(1)パッケージタイプ
上記5つのユニット(演算部、記憶部、入力部、出力部、電源部)が一体になっているタイプです。
一般的にはビルディングブロックタイプより安いです。
コンパクトであるため、設置スペースを取らないのもメリットです。
(2)ビルディングブロックタイプ
5つのユニットが独立になっているタイプです。
好みの仕様に応じて、自由に組み合わせて使用します。
カスタマイズとなるため、それなりの専門知識が必要です。
5.PLCのプログラミング方式
PLCを動作させるため、事前にプログラミングによって演算式を書き込みます。
PLCのプログラミング方式は以下の4つがあります。
- ラダー方式
- SFC方式
- フローチャート方式
- ステップラダー方式
それらの方式のうち、「ラダー方式」によってプログラムが作られることが多いです。
(1)ラダー方式
ラダー方式は、日本で最も多く使われている方式です。
梯子のような見た目から「ラダー図」と呼ばれています。
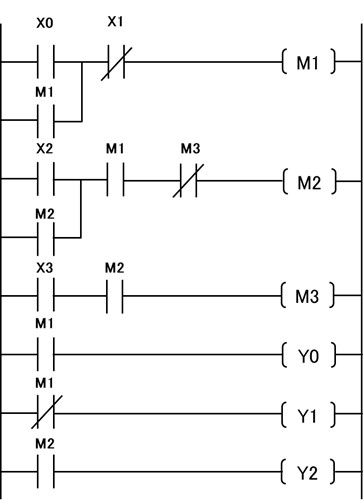
【図2 PLCラダー図のイメージ】
(2)SFC方式
SFC方式は、日本ではあまり使用されていませんが、ヨーロッパでは広く使用されているようです。
動作を工程順に表したもので、フローチャートのような方式となっており、処理順序や状態・遷移が理解しやすいです。プログラムの流れや動きが把握しやすくなっています。
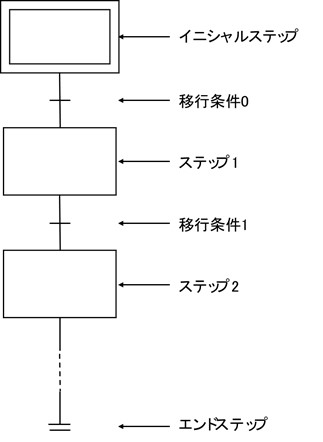
【図3 SFCのイメージ】
(3)フローチャート方式
システム全体の関連動作を順序立てて、長方形や菱形等の図記号と矢印で表します。
制御全体の流れを簡単に表現したもので、読みやすいです。
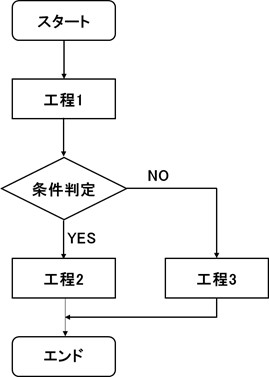
【図4 フローチャートのイメージ】
(4)ステップラダー方式
工程ごとにプログラムを作成し、そのプログラムを順に並べて一連の動作とする方式です。
後から変更する場合に、その工程部分だけ修正すれば良いので、作業の手間が省けるメリットがあります。
以上、今回はPLCの基礎知識を解説しました。
(日本アイアール株式会社 特許調査部 Y・X)
[※関連記事:日本・海外の主要PLCメーカーを紹介!業界動向もザックリわかる ]













](https://engineer-education.com/wp/wp-content/uploads/2019/06/facility_PM-150x150.png)