【機械設計マスターへの道】「組み立てやすさ」を考える
当連載コラム「機械設計マスターへの道」では、前々回・前回と「加工のしやすさ」、「穴加工の注意点」と加工のことを考えた設計について書きました。
今回は、組立と組み合わせる相方部品を考えたときに設計上注意すべき点についてご紹介したいと思います。
1.適切な「逃ゲ」を設ける
スリーブと主軸のように、穴側部品と軸側部品とが、しまりばめ、中間ばめ、もしくは非常に狭い隙間(例えばH7/g6)のすきまで嵌め合う組合せの時、嵌め合い部に必要以上に長い距離を取ると分解組立の際に嚙り付きなどの支障が生じやすくなります。
しまりばめの場合、組立途中の長い道中で穴側が冷えて収縮し軸に抱き付いてどうにもならなくなり、軸側部品・穴側部品ともに廃却せざるを得なくなる可能性もあります。
また嵌合部の高い仕上げ加工精度を要求する距離が大きくなって加工時間が増えることにもなります。
強度や面圧など設計上必要となる嵌合長は確保した上で、適宜逃ゲを設ける工夫をします。
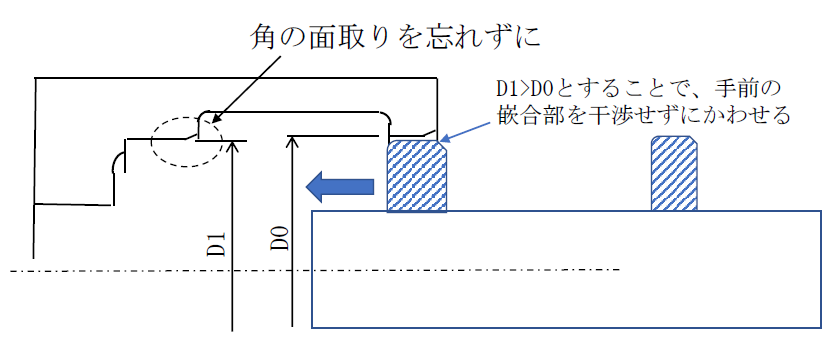
嵌合箇所が複数ある場合、軸にはまる部品であれば嵌合部品を挿入する組立方向からみて、手前側の嵌合部の径をわずかに小さく設計します。
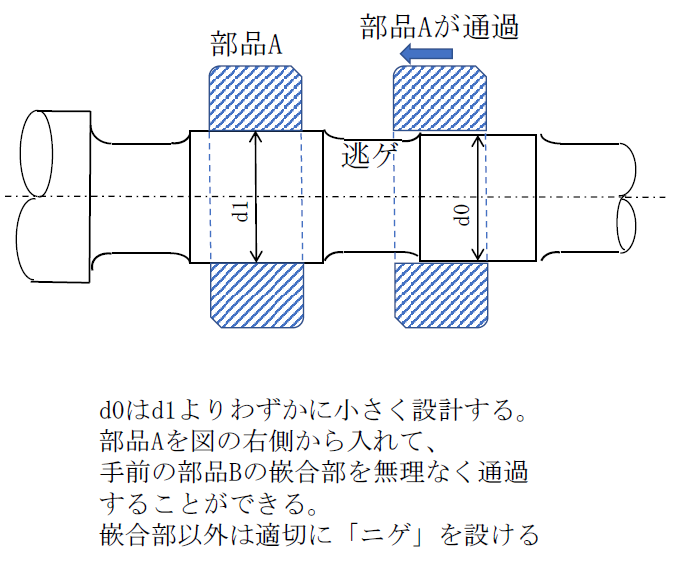
2.複数インローには段差
上記1.の軸に複数の部品を嵌合するときと反対に、穴側の部品に軸部品を挿入する場合で、嵌合部が複数あるときは、手前側の嵌合径を奥側よりわずかに大きく設計して、手前側のはめ合い部を無理なく通過できるように考慮することも必要です。
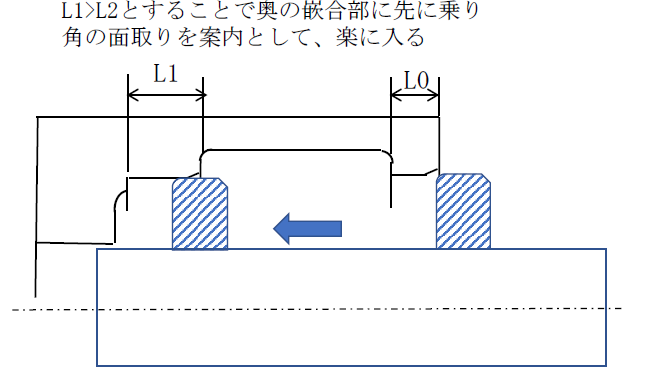
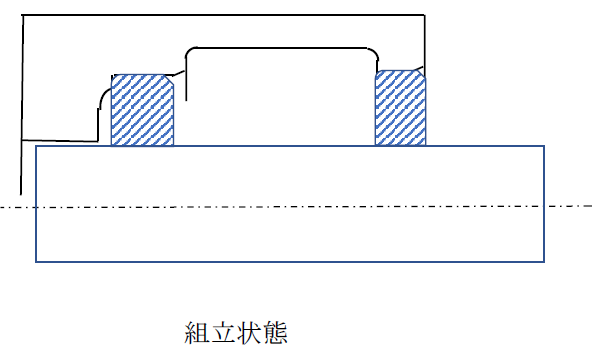
また奥の嵌合部の軸方向長さL1を手前側嵌合長さL0より長くなるように設計すれば、奥が先に届いて嵌合面に乗るので目視確認できない嵌合箇所でも無理なく部品を挿入していくことができます。
なおこの時、互いの嵌合面の角部に面取り加工を指示することも忘れてはいけません。
(※コラム:分解組立忘れるべからず参照)
3. スミ部のRと面取り
キー溝に嵌めるキーや、軸の段付き部に嵌まるスリーブ部品、などのように部品の組合せにコーナ部が生じるときは、角部の干渉に注意が必要です。
溝側の角部Rよりも大きい面取り加工Cを入れ側部品の角に施します。
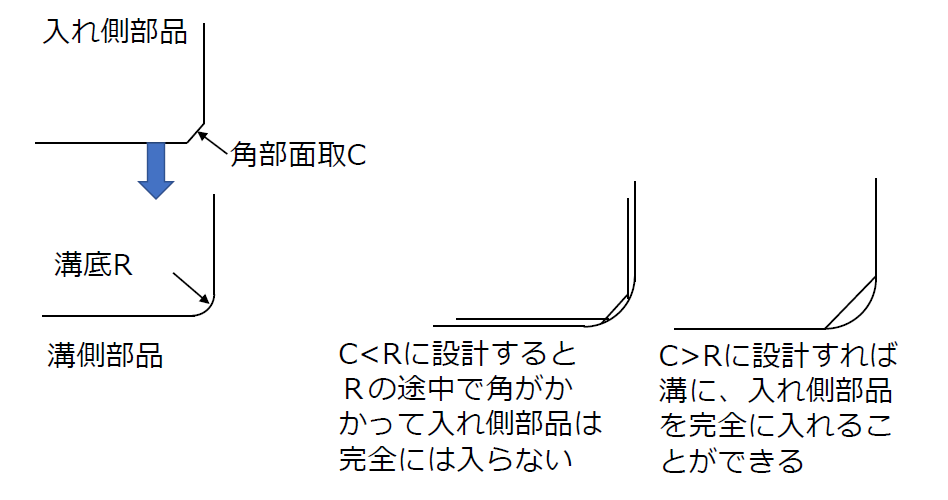
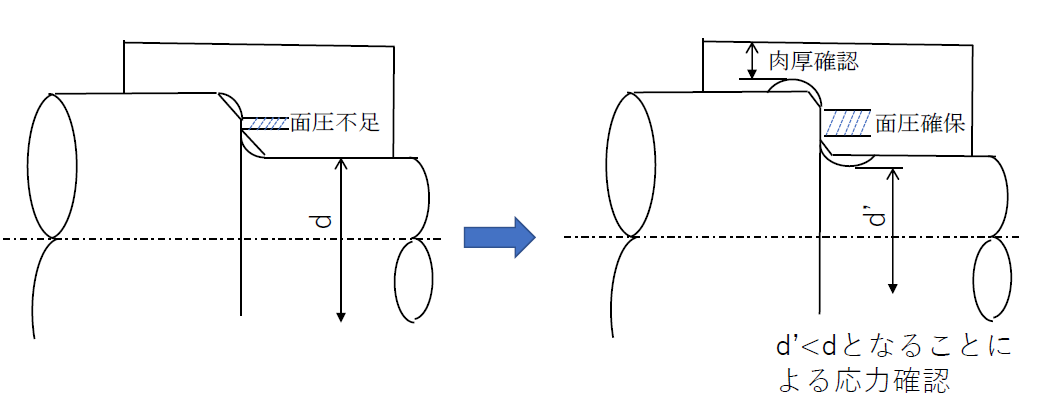
軸の段付き部などは、応力集中を軽減するためにRを大きくとることがあります。Rをかわすために面取りを大きくすると接触面積が小さくなって面圧が不足することもあります。
このような場合は、下図右のようにR側を少しえぐるような形状として必要な接触面積を確保することもあります。
ただし、小径側へえぐることで軸径が若干小さくなるので、大径側へのえぐりも含めて形状を設計して、最終的な応力や肉厚が問題ないことを確認する必要があることはいうまでもありません。
機械設計者は常に、組み合わせる相方部品のこと、あるいは組み立てるために部品を動かす途中行程のことを念頭に置き、組立現場にも頻繁に足を運んで、組立作業者の声や意見を真摯に聞いて、設計に生かす姿勢が重要です。
次回は「分解・組立のことを考えた設計」について解説いたします。
(アイアール技術者教育研究所 S・Y)