【スロット塗工のツボ⑤】バックアップしない塗工方式 TWOSD (Tensioned Web Over Slot Die)
スロット塗工に関する当連載の5回目は「バックアップ無しスロット塗工」について解説します。
1.TWOSDの構成
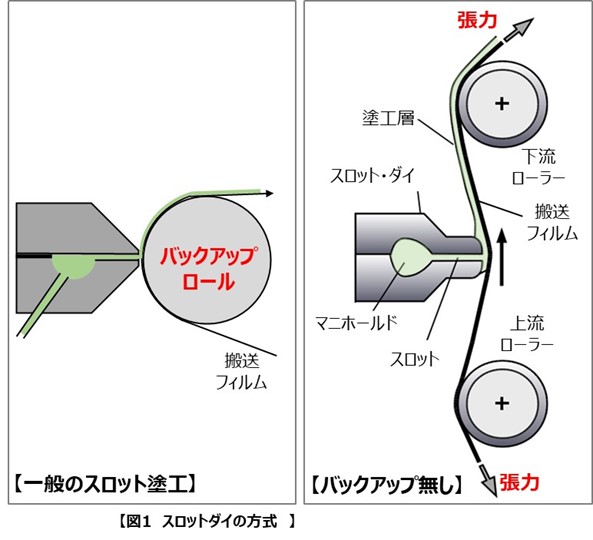
一般のスロットダイでは、フィルムをバックアップロールにラップさせ、フィルム~ダイリップに100μm前後の狭いギャップを設定して塗工します。
一方、バックアップせずにスロットダイをフィルムに押し付けて塗工する特殊な方式もあります(図1)。
メーカー毎に、“DWTダイ”、”Off-Rollスロット塗工”、“R&R”等とも称されますが、ここでは学術的な表記である“TWOSD”(Tensioned Web Over Slot Die)に統一します(文献1)。
TWOSDは、磁性体フィルムにおける重層技術として1980年代に飛躍的に開発が進みました(文献2、3)。
2009年頃にはソウル大のナム・ジェウック教授による解析で理論的に体系化され、近年はMLCC、電池セパレータや光学材料など広範な産業分野で活用されています。本コラムでは、ナム教授の了承の元でミネソタ大の博士論文の内容を基に紹介します。
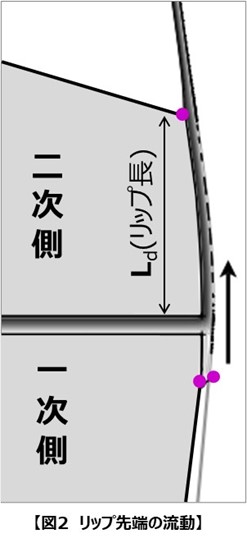
2.TWOSDにおけるリップの流動
バックアップせずにダイを押し当てているため、フィルムはリップにラップしますが、ギャップは液で満たされるので、フィルムがダイに擦れることなく搬送されます(図2)。
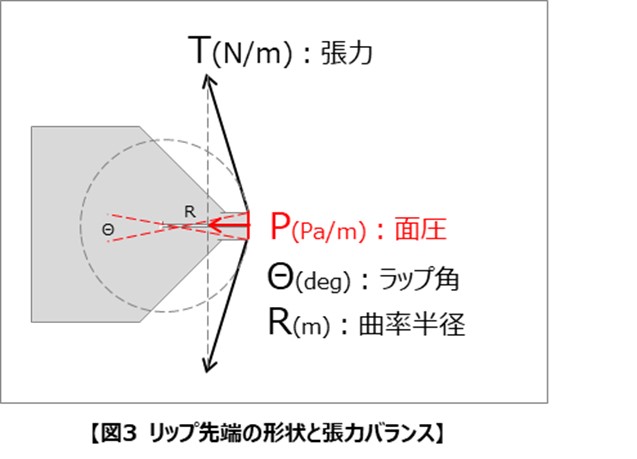
3.TWOSDにおけるリップの張力バランス
リップではフィルムがラップされるので、フィルムは曲率を描いて搬送されます。
したがって、リップも曲面にする方が安定であり、数mmオーダーの曲率半径Rdが一般的です(文献1, 4)。
張力T(N/m)で搬送されたフィルムがリップ二次側にラップし(図2,3)、ダイ~フィルムの間隙を流れる塗工液は面圧P(Pa/m)に晒されます。
この面圧Pとリップ間の剪断応力のバランスにより、リップ~フィルムのギャップhが決まります。
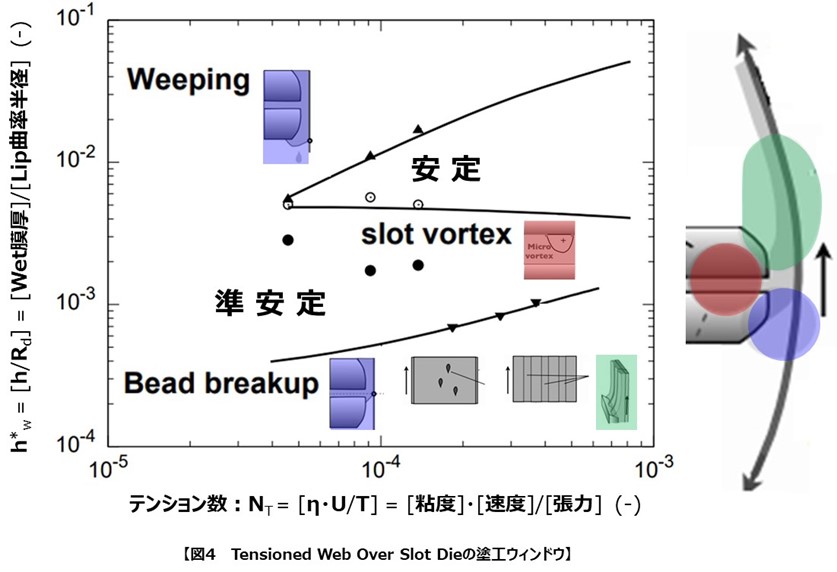
4.TWOSDの塗工ウィンドウ
塗工液量が多過ぎると、一次側でWeeping(液だれ)になり、少な過ぎると一次側でBead Breakup(ビード破断)になってしまいます。典型的な条件下の塗工ウィンドウを図4に示しました(※引用1)。
5.TWOSDの優位点と懸念点(メリット/デメリット)
TWOSDのメリットは、リップ~フィルムの微妙なギャップ設定を要しないうえに背面減圧も不要なことが挙げられます。
一方、フィルム張力でギャップを与えるので、薄手フィルムで張力を調整しづらいこと、シワになる場合は塗工ムラを誘発しやすいことや、リップの曲率を塗工条件に合わせて設定しなければならないことがデメリットとて挙げられます。
(※この記事は AndanTEC代表 浜本伸夫 講師からのご寄稿です。)
≪引用文献、参考文献≫
- 1)Jaewook Nam、“Analysis of tensioned-web-over-slot die coating”, Minnesota Univ. Dissertation of PhD (December 2009)
- 2)千野直義、平木靖人、佐藤恒彦、近政ひろし、柴田徳夫、特公平9-40990「塗布方法」(1985.11.15)
- 3)柴田徳夫 et al., 「極薄層塗布型デジタル磁気記録メディアの生産技術開発」,FUJIFILM Res.&Dev., No.48, p76-81(2003)
- 4) 鈴木章弘、柴田徳夫、高橋伸輔、特許684487「磁気記録媒体の塗布方法」(1992.2.28)
【連載】スロット塗工のツボ(スロットダイコーティングに関する実務解説記事)
- 第1回: 実験室からRoll To Rollへ|塗れる条件と塗工・乾燥のポイント
- 第2回: 薄く塗るか?厚く塗るか?適正なダイ構造と条件
- 第3回: スケールアップの注意点を解説|狭幅パイロットから広幅の量産へ
- 第4回: 同時重層のポイントを解説|粘度と流量のバランスは?
- 第5回: バックアップしない塗工方式 TWOSD (Tensioned Web Over Slot Die)