【スロット塗工のツボ②】薄く塗るか?厚く塗るか?適正なダイ構造と条件
スロットダイで塗る厚みにより、適正な設備仕様と条件が異なります。
各々の現象と考え方を紹介します。
目次
1.粘性流動の基礎式
まず、スロット塗工の流動現象をイメージするために欠かせない流体力学の要点として、平行平板の間隙を粘性体が流れる際の「Couette流」と「Poiseuille流」を説明します。
(1)Couette流
片方が固定壁、他方が移動壁の場合、間隙を満たしている液は移動壁に牽引され三角形の流速分布で流れます(図1)。この流れを「Couette流」と称します。
スロットダイのリップは固定壁、搬送フィルムは移動壁であり、塗工リップには必ずCouette流が存在します。
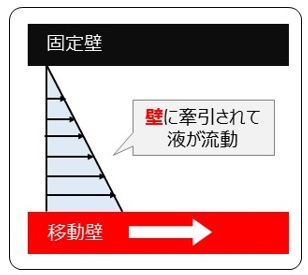
【図1 Couette流】
(2)Poiseuille流
間隙の両側が固定壁で、出入口に圧力差がある場合、間隙に満たされている液は放物線状に流動します(図2)。この流れは「Poiseuille流」と称されます。
ポンプで送液する配管やスロットダイの中では必ずPoiseuille流が形成されます。
さらに粘性流動により流れ方向に圧力勾配が形成されると、Poiseuille流が生じます。
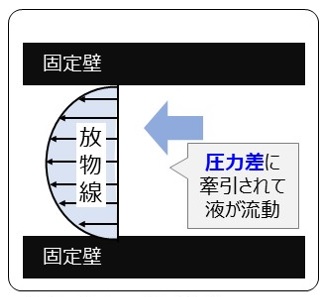
【図2 Poiseuille流】
(3)Couette-Poiseuille流
Couette流とPoiseuille流が共存する流れです。
CouetteとPoiseuilleが逆向きで流量が等しい時 [y/H]=1/3 となります(図3)。
スロット内はPoiseuille流、リップはCouette-Poiseuille流が基本的な流れとなります。
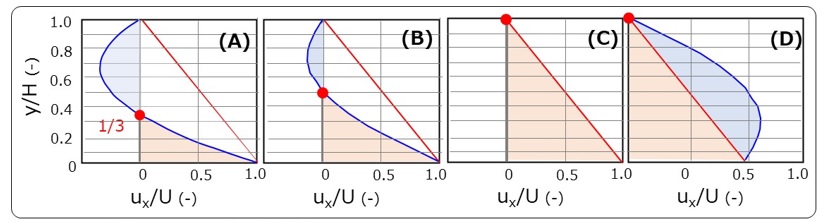
【図3 Couette-Poiseuille流】
2.スロットダイの流動
スロットから供給された塗工液は、リップから吐き出されフィルムに衝突すると、一旦、下リップと上リップの両方に泣き別れます(図4)。
下リップに向かう液は最終的に全てフィルムに引き戻されて塗られるので、Couette=Poiseuille となり、図3(A)の [y/H]=1/3 の状態になります。
一方、上リップで Couette>Poiseuille になれば薄塗り、CouetteとPoiseuilleが共にフィルムの搬送方向になれば厚塗り、の流れになります。
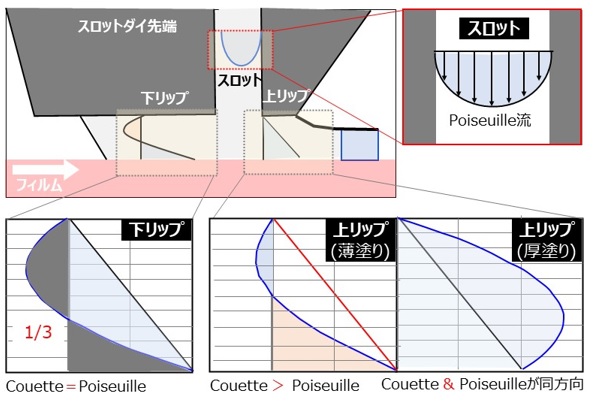
【図4 スロットダイのリップ先端の流動】
3.薄く塗る時
(1)上リップの渦
Couette<Poiseuille なので、薄いほど上リップのメニスカス(液の曲面形状)の曲率半径は小さくなります(図5)。この状態を維持するために、上リップ~フィルム間に渦が形成されてしまいます(文献1)。
渦は液が経時で乾燥したり泡がトラップされたり塗工トラブルの原因になります。
これを避けるために、上リップの刃先は、できるだけ薄くするのが常道です。
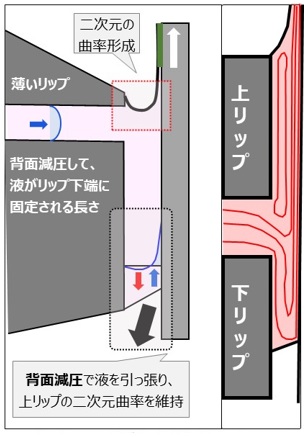
【図5 スロットダイの薄塗り流動】
(2)キャピラリー数(Ca数)による指標
上リップのメニスカスを円筒状の二次元的な曲率に保つのは難しいです。何故ならば、球状の曲率の方が毛細管圧が小さいからです。
球状の曲率はリップ先端で等間隔のスジを形成してしまいます。これが塗工スジの原因です。
回避策としてはリップ~フィルムのギャップHを狭くするのが常道です(図6)。
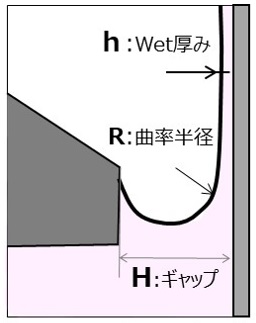
【図6 上リップのメニスカス】
薄く塗る時の最小膜厚は、Ca数と膜厚をギャップで割った値でマッピングできます(文献2、3)。
図7に実験結果を併せて記しました。記号はη(粘度)、U(塗布速度)、σ(表面張力)。
「Ca数」は粘性力と毛細管力の比で、Ca<1(表面張力が支配)、Ca>1(粘性力が支配)。
理論的な最小膜厚は図7中のRuchak-Higgins式ですが、実際は、そこまで薄く塗るのが難しいです。
Ruchak-Higgins式に近づけるためには下リップの背後から減圧する事が有効です。
減圧すると上リップの円筒状の曲率が形成しやすくなるからです。
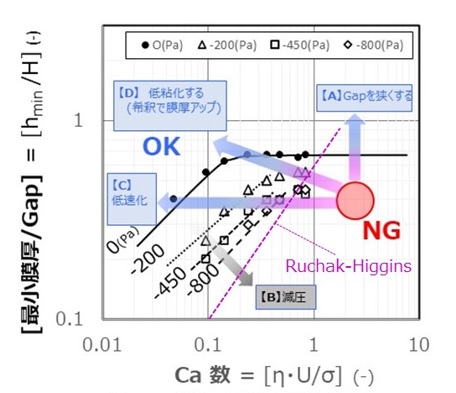
【図7 Ca数と最小膜厚の関係】
4.厚く塗る時
多量の塗工液を狭い間隙から強引に吐出させなければなりません(図8)。
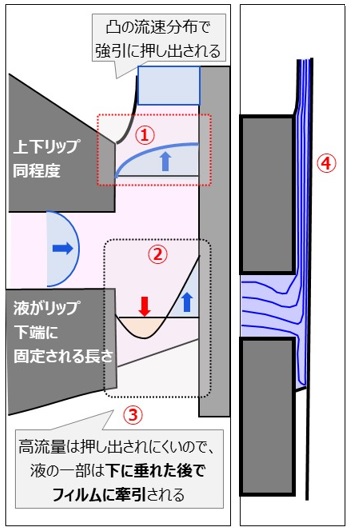
【図8 スロットダイの厚いり流動】
(1)上リップの流れ
図8①のように、CouetteとPoiseuilleが同方向で、凸状の流速分布を形成し液が押し出されます。
薄塗りとは異なり、④のように上リップには滞留は存在しません。
(2)下リップの流れ
上リップのギャップから押し出す抵抗が大きいので、図8②のように、液の一部は一旦、垂れ下がってからフィルムに牽引されます。
垂れさがる距離は粘性抵抗と圧力のバランスで決まります。
(3)背面減圧
一番安定なのは、図8③のビードがリップ下端にピン(固定)された流れです。
背面減圧すると、ビード位置を調整できます。
但し、ビード下端が成り行き位置にいても強いムラではないので、面状要求が厳しくなければ「背面減圧せずギャップ調整」だけで塗る方法もあります。減圧チャンバーの洗浄作業を省きたいとか、減圧ブロアの設備投資を節約したいケースで、「背面減圧せずギャップ調整」することがあります。
この方法は、ギャップ最適値がピンポイントかつ弱いムラの懸念があるので、減圧しない方法を採用するか否かは、現場の熟練度次第でしょう。
スロット塗工に関する次回のコラムは、スケールアップ(狭幅パイロットから広幅の量産へ)について解説します。
(※この記事は AndanTEC代表 浜本伸夫 講師からのご寄稿です。)
≪引用文献、参考文献≫
- 1)F.Durst, H-G.Wagner, “Liquid Film Coating(ed. SE.Kistler, PM.Schweizer)
11a Slot Coating”, p412 (Springer 1997) - 2)K-Y, Lee, L-D, Liu, T-J,Liu, “Minimum wet thickness on extrusion slot coating”,
Chemical Engineering Science vol47(7), p1703-1713(1992) - 3)浜本伸夫、「理論と現場の融合でRTRプロセスの改善を目指す 第7回(スロット塗工における
厚塗り・薄塗りとCouette-Poiseuille流)」、コンバーテック 2022年10月号、p30-35
【連載】スロット塗工のツボ(スロットダイコーティングに関する実務解説記事)
- 第1回: 実験室からRoll To Rollへ|塗れる条件と塗工・乾燥のポイント
- 第2回: 薄く塗るか?厚く塗るか?適正なダイ構造と条件
- 第3回: スケールアップの注意点を解説|狭幅パイロットから広幅の量産へ
- 第4回: 同時重層のポイントを解説|粘度と流量のバランスは?
- 第5回: バックアップしない塗工方式 TWOSD (Tensioned Web Over Slot Die)