【スロット塗工のツボ①】実験室からRoll To Rollへ|塗れる条件と塗工・乾燥のポイント
ラボ実験で開発した機能性フィルムを量産化する際、塗工方式を選定した上で量産に適した条件に調整します。スロット塗工を万能な方式と見なして採用される事も多いですが、実はあらゆる塗工条件を一台のスロットダイではカバーできません。塗工品に見合った仕様と条件を考える必要があります。
例えば「自動車が移動手段として鉄道や自転車より汎用」であったとしても、街乗りに便利な軽自動車と運搬用のトレーラーではエンジンもタイヤも違います。同様にスロットダイも、光学フィルムならば薄塗り用、バッテリー電極ならば厚塗り用、という具合で適正化しなけれなばりません。
スロット塗工(スロットダイコーティング)に関する当連載記事では、ラボ開発から量産に至るまでに考慮すべき要点として「ラボからRoll To Rollへの転換」、「薄塗りと厚塗り」、「広幅化」の留意点などについてご紹介します。
目次
1.Roll To Rollの塗工方式
巻き出したフィルムを塗工~乾燥後、UV硬化や離型フィルム貼合後、巻き取ります。
「巻き出したRollに塗って新しい価値を付与してRollに巻く」ので最近は「Roll To Roll」と称する事が多いです(図1)。
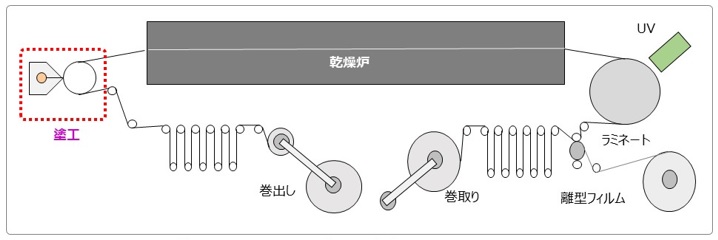
【図1 Roll To Roll工程の概略】
塗工方式は多種多用ですが、スロット塗工の利点は扱いやすさにあります(図2)。
スロット塗工では「前計量」つまり「ポンプで予め計量された液が全て塗られる」ので、塗工量を設定しやすく、循環設備も不要でシンプルな工程にできます。
配管から給液された塗工液はスロット内のマニホールド(図2の半円形部分)で塗工幅に拡げられた後、狭い間隙のスロットを経由してリップから吐出され、フィルムに塗られます。
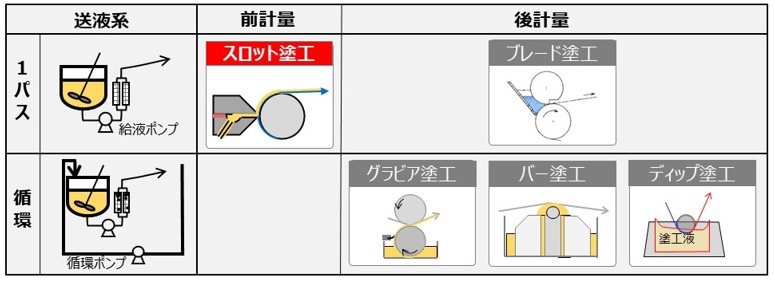
【図2 塗工方式の分類】
2.塗工できる領域
図3に示すようにスロット塗工では広範な塗工領域を網羅できます(文献1,2)。
とはいえ、究極に薄く塗りたければグラビアやバー塗工、より厚く塗るにはブレード塗工(コンマコーターやMBコーター等の商標で知られています)の方が適する場合もあります。
まず「どういう塗工条件か」を整理した上で塗工方式を選定する事をお薦めします。
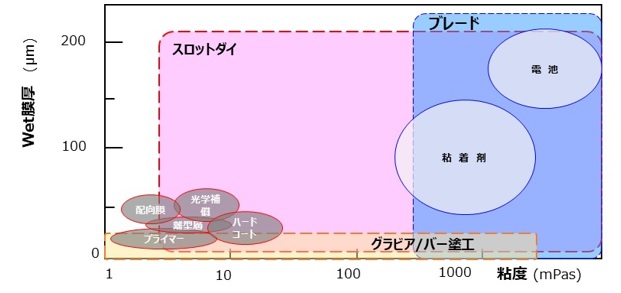
【図3 塗れる条件の目安】
3.実験室とRoll To Roll
(1)実験室(名刺サイズ)
スピンコーターやアプリケーターでは低粘の方が塗りやすいので、希薄な液を塗りますす(図4)。
塗ったサンプル片は、まとめてオーブンに入れて充分に乾いてから取り出すので、マイルドに乾かされて、結晶化や配向の高次構造が理想的に形成され質の良い膜になりやすいです。
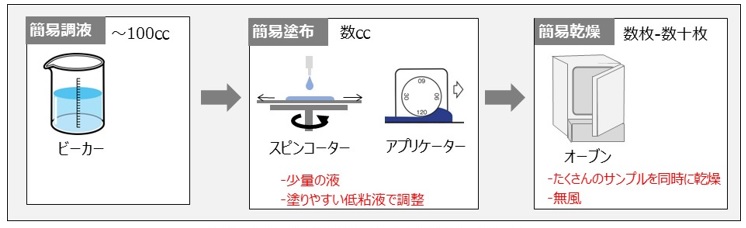
【図4 実験室で作製する名刺サイズのサンプル】
(2)Roll To Roll(巻き物)
量産効率の都合で、乾燥炉を短時間で通過させなければなりません。乾燥風は二次元ノズル等から噴射され、膜は高温の強風で乾かされます(図5)。
風呂上がりの髪を乾かす時、「低温でゆっくり乾かす」方が「強風ターボの高温」より、しなやかに乾き上がるのと同様で、フィルムの膜形成もオーブンでじっくり乾かされた方が、Roll To Roll工程よりも樹脂繋膜になります。さらに、強風は膜面を乱して乾燥ムラを誘発する、という悩ましい問題が起こり得ます。
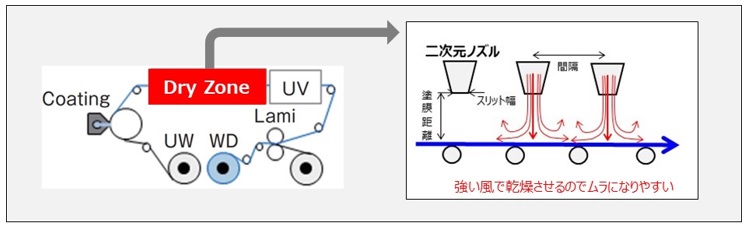
【図5 Roll To Roll工程の乾燥】
(3)塗工と乾燥の両立(濃度と粘度の調整)
低粘液を薄層塗布する際に発生しやすい乾燥ムラを回避するために、実験室の塗工液をそのまま採用せずに、濃厚化してRoll To Rollのパイロット塗工機で塗るのが一般的です(図6)。濃くすると増粘して風への抵抗が強くなる上に、薄い膜は乱れにくいからです。
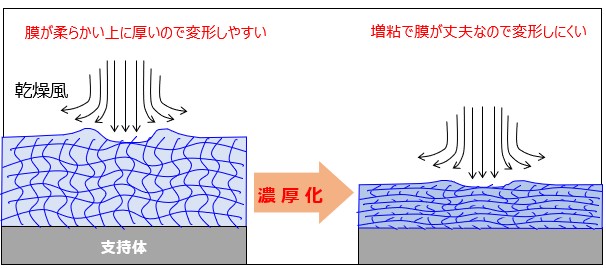
【図6 濃厚化で乾燥ムラを抑制】
しかし、薄く高粘になると、スロットダイのリップ先端でスジが発生しやすくなります(図7)。
したがって「乾燥ムラ」と「塗工スジ」を両立する塗工液の濃度を探索する必要があります。
トレードオフする場合は、低速化するか他の塗工方式に方針転換することになります。
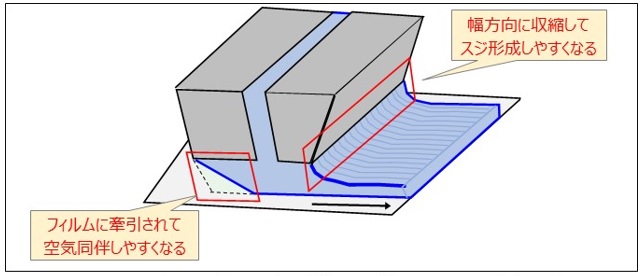
【図7 濃厚化すると増粘して塗工スジになりやすい】
参考までに粘度の濃度依存性を例示します(図8)。
Einsteinの粘性式で知られるように固形分が多いほど高粘になりますが、Einstein式は濃度が数%までしか適応されず、数十%の濃厚領域は極端に増粘する傾向にあります(文献3、4)。急に増粘する濃度付近では、塗工性と乾燥ムラの状態が著しく変化する可能性が高いので、濃度調整する際に、予め増粘曲線を作成して検討している濃度がどの辺りか把握しておくと適正な条件を見つけやすいでしょう。
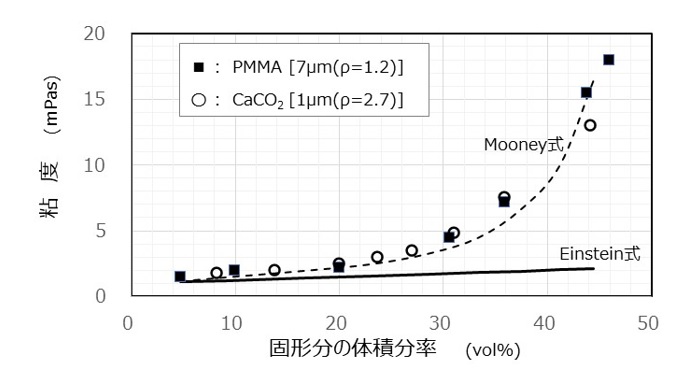
【図8 濃厚化による増粘効果】
スロット塗工に関する次回のコラムは、薄く塗るか?厚く塗るか?(適正なダイ構造と条件)について解説します。
(※この記事は AndanTEC代表 浜本伸夫 講師からのご寄稿です。)
≪引用文献、参考文献≫
- 1)山村方人「精密ウェットコーティングの基礎」、表面技術 vol.60、No.7、p420-425 (2009)
- 2)浜本伸夫「理論と現場の融合でRTRプロセスの改善を目指す 第4回 塗工欠陥対策(その1 実験室から量産機へ)」、コンバーテック 2022年7月号、p28-33
- 3)C.R.Denhamm, A.D.Chave,” Detrital Remanent Magnetization’ Viscosity Theory of the Lock-in Zone”, J.Geophys.Research, vol.87, no.B8, p7126-7130,(1982)
- 4)小川浩平、黒田千秋、吉川史郎、梅基聡 「固体粒子サスペンションの流動特性」、化学工学論文集、第21巻 第1号、p189-195 (1995)
【連載】スロット塗工のツボ(スロットダイコーティングに関する実務解説記事)
- 第1回: 実験室からRoll To Rollへ|塗れる条件と塗工・乾燥のポイント
- 第2回: 薄く塗るか?厚く塗るか?適正なダイ構造と条件
- 第3回: スケールアップの注意点を解説|狭幅パイロットから広幅の量産へ
- 第4回: 同時重層のポイントを解説|粘度と流量のバランスは?
- 第5回: バックアップしない塗工方式 TWOSD (Tensioned Web Over Slot Die)