【早わかりポンプ】締切運転はポンプの大敵
1.締切運転とは?
吐出しバルブを締め切って揚液を全く吐き出さない状態、すなわち流量ゼロでポンプを運転することを「締切運転」と呼びます。ポンプに重大な損傷が起きる可能性が大きいので、締切運転は避ける必要があります。
今回は、ポンプの締切運転が危険な理由、対策・注意点など、知っておきたい基礎知識を解説します。
2.全揚程、効率とポンプ内部における温度上昇
ポンプ内部における揚液の温度上昇をΔT(K)、全揚程をH(m)、効率を※注η(%)、揚液の比熱をC(kJ/kg・K)、重力加速度をg(m/s2)とすれば、ΔTは次の式で計算することができます。
(※注η:イータ)
ΔT=gxH(1-η/100)/(η/100xCx1000)(K) ・・・(1)
例えば、H=1000m, η=15%, C=4.19kJ/kgK, g=9.8m/ s2 のとき
ΔT=13.3 K
ポンプの特性として流量が小さくなるほど全揚程が高く、効率は低く(効率値が小さく)なりますから、小水量になるほどポンプ内部における液温上昇値が大きくなることが(1)式からわかります。
ポンプ特性曲線と温度上昇曲線を表すと下図のようになります。
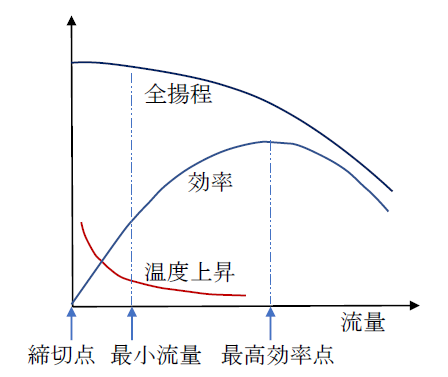
【図1 ポンプ特性曲線と温度上昇曲線】
3.締切運転時の温度上昇
(1)式の分母に効率ηがあります。締切運転点ではポンプ効率がゼロです。
(1)式からは、締切点では温度上昇が無限大ということになります。
実際には、締切運転点における軸動力、ポンプ内部の保有水量、揚液の比熱による熱バランスから単位時間あたりの温度上昇値を計算することができます。
締切点の軸動力をL(kW)、ポンプの保有液質量をW(kg)、締切運転時間をT(s)とすれば、
締切運転時の温度上昇ΔTは、
ΔT=LxT/(CxW) (K) ・・・(2)
となります。
4.揚液の特性による危険性の増大
(2)式からわかるように、締切運転時の温度上昇は、締切運転時の軸動力に比例し、比熱に反比例します。
軸動力の大きいポンプや、比熱の小さい液体を扱うポンプの場合には、短時間で温度上昇します。
LNGなど低温液化ガスは、比熱が小さく、且つ僅かな温度上昇で飽和蒸気圧が急上昇する特性があります。
ボイラ給水ポンプの場合は、一般的に他のポンプより軸動力が大きいので、温度上昇値も大きくなります。また100℃以上の水温で運転するため、わずかな温度上昇で水の飽和蒸気圧が急激に上昇します。(水は100℃を超えると温度変化に対する飽和蒸気圧の上昇が顕著になります。)
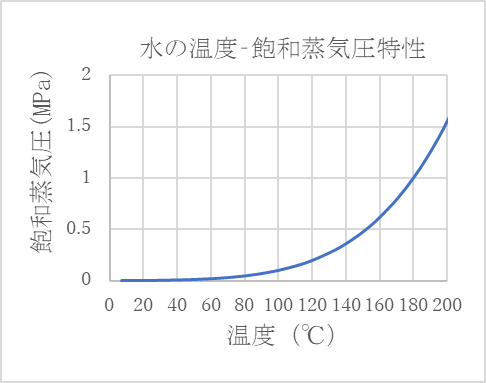
【図2 水の温度と飽和蒸気圧】
これらの用途のポンプでは、短時間の締切運転であってもポンプ内部の液温が大きく上昇して飽和蒸気圧が急激に大きくなるため、ポンプ内部圧力を上回って気化して、摺動部の接触焼き付きという重大損傷に至る可能性があります。
これら用途以外のポンプであっても、締切運転を長く続けると、運転時間に比例して温度上昇値が大きくなり、ポンプ内部で揚液が気化する恐れがあります。
5.最小流量(ミニマムフロー)の確保
このようにポンプの締切運転は大変危険ですので、吐出しバルブを締め切った状態での運転は行わないように注意してください。
締切運転ではなくとも、小水量域では、全揚程が高くかつ効率が低いため、 (1)式からわかるように、温度上昇値が大きくなります。このため、用途や揚液の特性によっては過熱による損傷を防止するための最小流量(ミニマムフロー)が規定されている場合があります。
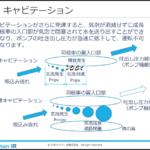
ポンプの起動と停止の際には、吐出弁を閉める前にミニマムフロー弁を開けて過熱防止のための最小流量を確保する必要があります。送水系統の負荷が低下してポンプ流量が最小流量を下回る前にミニマムフロー弁を開けて、ミニマムフロー系統(再循環ライン)に水を流して過熱防止します。ミニマムフロー弁は、システムへの流量低下・上昇時にある設定流量で自動開閉するようにすることもできます。
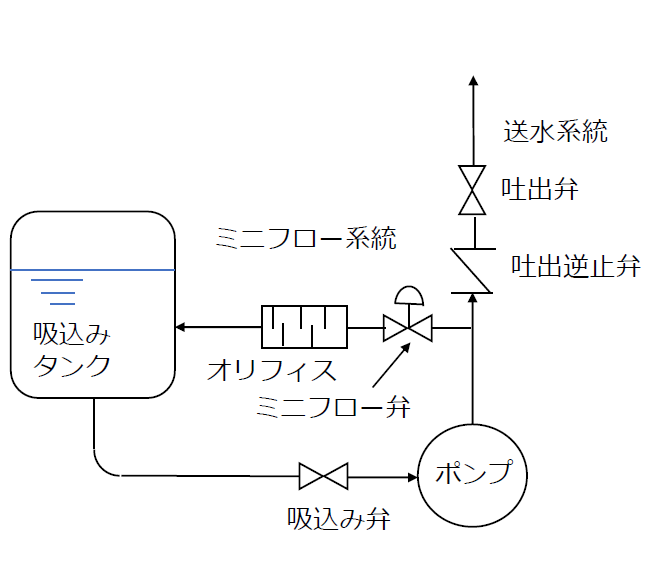
【図3 ミニマムフロー系統のイメージ】
なお万一、吸込みバルブを閉めたままポンプを起動すると空運転状態となって瞬時にポンプが焼き付き損傷しますので、起動前に吸込みバルブは全開になっていることを必ず確認するようにしましょう。
(日本アイアール株式会社 特許調査部 S・Y)