【早わかりポンプ】ターボ形ポンプの性能調整方法と注意点
当連載のコラム「ポンプの効率と省エネ化」(以下、参照コラム①)の回では、回転速度減少による省エネ化についてご説明しました。
また、別の連載シリーズ”機械設計マスターへの道”の「次元解析のやり方とΠ定理」(以下、参照コラム②)のページでは、ターボ形ポンプの相似則について解説しています。
今回は、これらコラムも参照した上で、ターボ形ポンプの性能調整方法について、注意点も含めて整理したいと思います。
1.回転速度による調整
[参照コラム②]の3(1)「幾何学的相似性」に記述の通り、流量Qは回転速度Nの比に、全揚程Hは回転速度比の2乗に、軸動力Lは回転速度比の3乗に、それぞれ比例して変化します。
[参照コラム①]に、インバータなどの可変速仕様とすることで、バルブ制御に比較して大きな軸動力低減が可能となると記述しているのは、上記のように軸動力が回転速度を下げることで大幅に低減するためです。
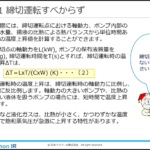
ただし、可変速とする場合はシステムヘッドとポンプQH特性との関係*1)について確認する必要があります。
*1)当連載「実揚程、全揚程そしてシステムヘッド」の2.(4)実揚程の高低と回転速度制御 をご参照ください。
また、回転速度を下げるとNPSHRも回転速度比の2乗に比例して低下します。NPSHRと回転速度の間には全揚程と回転速度と同じ関係が成立します。
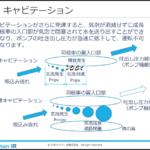
したがって、回転速度を下げることはキャビテーション発生を防止するうえで効果があります*2)。
特に、一定回転速度の場合、小水量運転域で初生キャビテーションに対するNPSHRが急激に大きくなる特性があります。小水量運転の頻度が高い使い方の場合には、バルブ制御に代わり、回転速度制御を導入することを検討することをお勧めします。
*2)キャビテーションとNPSHについては「キャビテーションとは?発生原理やNPSHなどの基礎知識をやさしく解説」のページをご参照ください。
2.羽根径による調整
[参照コラム②]では、モデル比とポンプ特性の関係について記述しています。
ポンプ全体の大きさを変えるのではなく、羽根車の外周を加工して直径を小さくすることを、羽根径カット(インペラカット)と呼びます。
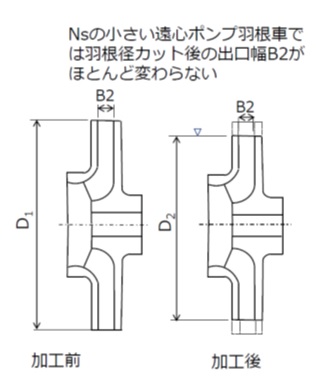
【図1 遠心ポンプ羽根車の羽根径カット】
図1のように、比速度Nsの小さな遠心ポンプで羽根径を小さくしても、羽根車の出口幅B2がほとんど変化しない形状の羽根車においては、[ポンプ流量をQ、全揚程をH、軸動力をL、羽根車直径(羽根径)をD]とし、羽根径をD1からD2にカットするとき、Q、H、Lの変化にも添え字1,2をつけて表せば、羽根径とポンプ特性の間には次の関係があります。
Q2/Q1 = (D2/ D1)2
H2/H1 = (D2/ D1)2
L2/L1 = (D2/ D1)4
上記の関係から、羽根径カットにより性能調整することで、軸動力は羽根径比の4乗に比例して大きく低減することがわかります。
当初の羽根径では流量が出過ぎていて、プラント負荷変動や、季節時間帯による要求流量変化がないような場合には、羽根径カットを行うことで、図2のように実際のシステムヘッドカーブに運転点を合致させて、ムダな動力を削減して、省エネを図ることが可能となります。
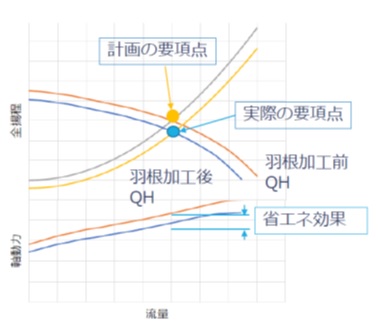
【図2 羽根径カットによる省エネ】
ただし、羽根径をあまり小さくし過ぎると、羽根車出口とケーシング(渦巻き室または案内羽根)との隙間が広くなって、内部漏れ損失が増大して効率が低下し、ポンプ効率が低下する分、軸動力低減率は小さくなります。したがって、この式の軸動力低減則が適用できる羽根径比には限界があります。
特にディフューザ(案内羽根)のついたタービンポンプの場合は、羽根径カットによる効率低下が著しく大きくなりますので、羽根車全体の直径を小さく加工するのではなく、図3のように、主側板の直径はそのままとして、羽根翼のみを直径カットする「中切加工」とします。
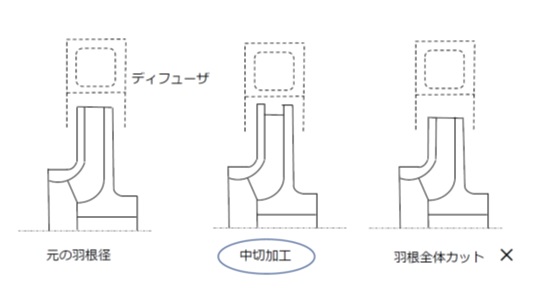
【図3 タービンポンプ羽根車の中切加工】
また、渦巻きポンプで要項点付近の全揚程のみを低下させて、締切全揚程はなるべく変化させずQH勾配の右下がり特性を維持したい場合に、図4のように「Vカット」あるいは「斜め加工」を行うこともあります。この時、要項点近傍のQH特性は平均径に依存して変化します。
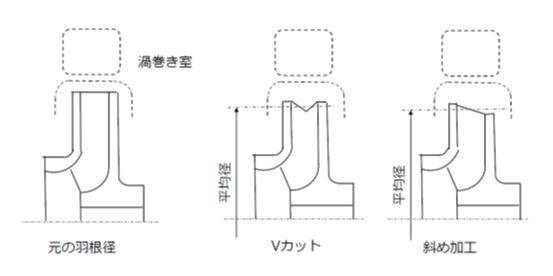
【図4 Vカットと斜め加工】
3.段数による調整
複数の羽根車が取り付けられた多段ポンプの場合、段数を減らすことで、段数比に比例した全揚程低減が得られます。これを「段抜き」と呼びます。
段数を変えても流量には変化がなく、軸動力は全揚程と同様、段数比に比例して低減します。
当初の段数では全揚程が出過ぎ、プラント負荷変動や、季節時間帯による要求全揚程変化がない場合には、段抜きを行うことで、実際のシステムヘッドカーブに運転点を合致させて、ムダな動力を削減して、省エネを図ることが可能となります。全揚程低減は段数比に比例しますから、段数の少ない場合には、段抜きによる全揚程低減率が大きくきめ細かい調整には不向きです。
ボイラ給水ポンプや、液密度の小さい炭化水素やLNGなど液化ガスでは、10段以上の多段ポンプとすることがありますが、そのような場合には段抜きによる全揚程の調整がし易くなります。
図5の例では、段数を10段から1段抜いて9段とすることで、ちょうど実際の要項に合致します。軸動力は9/10=0.9で10%の省エネが得られます。
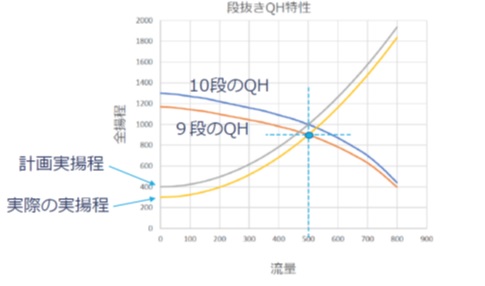
【図5 段抜きによるQH特性の調整例】
段抜きする場合、ポンプ内部の流れ乱れを防止するために、図6のように羽根車を抜いた箇所にはスペーサ(ディスタンスピース)を入れます。
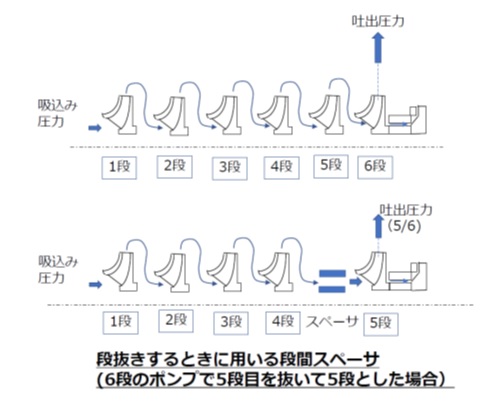
【図6 段抜きする場合のスペーサ概念図】
段数を変えることで、ポンプの軸スラストに変化が現れますので、スラストバランスにも注意します*3)。
*3)スラストの解説は「ポンプのラジアルスラスト/軸スラスト」のページをご参照ください。
4.流量を増やしたい場合の調整方法
上述の「インペラカット」は、流量、全揚程を減らしたい場合の調整方法です。
流量を増やしたい場合には、羽根径の大きな羽根車と交換すれば良いのですが、渦巻きケーシングやディフューザとのすき間をある程度以上確保する必要があるため限界があります。
羽根径を変更せずに流量を増やしたい場合には、次のような羽根車加工方法があります。
(1)幅広げ
図7のように羽根車出口付近の幅をB2からB2‘に拡大加工することで、全揚程には変化がありませんが、出口幅の拡大比の分だけ流量を増やすことができます。
ただし、幅広げ加工により主側板が薄くなりますので、羽根車の強度に問題が無いか確認する必要があります。
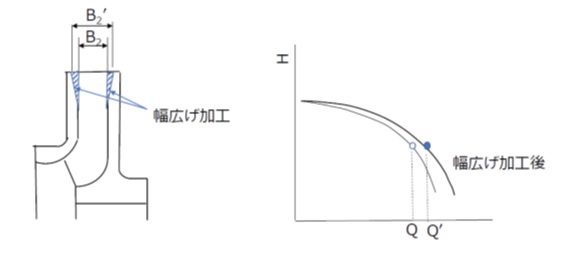
【図7 幅広げ加工】
(2)裏加工
図8のように、羽根翼出口の裏側(湾曲している翼の内側)を加工することによって幅広げと同様に出口面積を増やすとともに、流体の流出する角度を大きくすることでQHカーブを大流量側に伸ばす効果があります。
ただし、QHカーブの小水量側で右上がり部分(山形特性)が生じることもあるので注意が必要です。なお、表側を加工しても特性にはあまり変化は現れません。
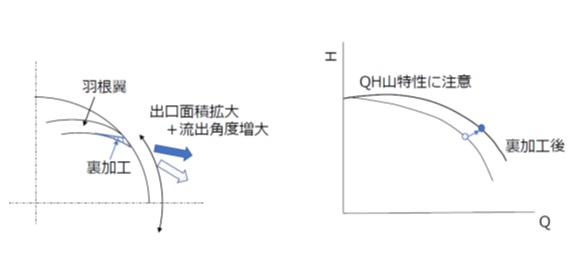
【図8 裏加工】
ということで今回は、関連する幾つかの先行コラムも参照しつつ、主として羽根車の様々な加工や段数変更によるポンプ性能調整の方法について解説いたしました。
(日本アイアール株式会社 特許調査部 S・Y)