

旋削加工,フライス加工で使用される工具 (種類・使い方・注意点と対策)

今回は、旋削加工とフライス加工に使用される工具について説明します。
両者とも「切削工具」の分類に入ります。
目次
1.旋削加工用工具
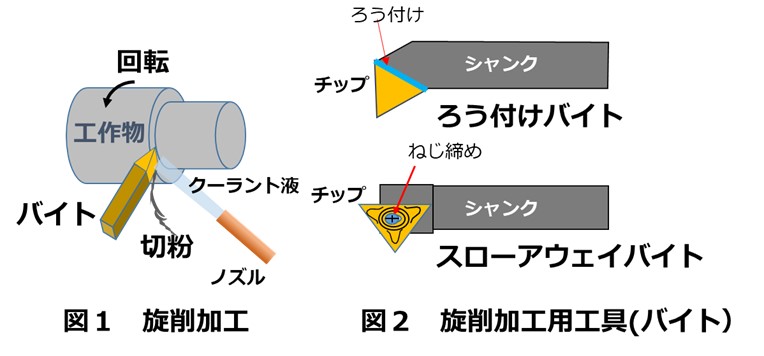
工作物を回転させて切削する加工を「旋削加工」と呼びます。
旋削加工で使用される工具は単刃工具であり、一般的には「バイト」と呼ばれます。
丸材の加工が得意な工具です。
(1)刃先の固定方法
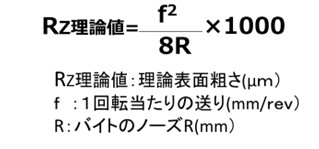
バイトは、チップ(刃先)とシャンク(ボデー)で構成されています。
刃先をシャンクに固定する方法によって、ろう付けバイトやスローアウェイバイトなどに分類されます。
① ろう付けバイト
ろう付けバイトとは、名前の通り、刃先にろう付けられているバイトのことです。(図2参照)
刃先が交換できない為、刃先が摩耗した場合や欠けが発生した場合は、再研摩を行う必要があります。
② スローアウェイバイト
スローアウェイバイトとは、チップ(刃先)を交換できる切削工具のことをいいます。(図2参照)
なお、チップは「インサート」とも呼ばれます。
チップが摩耗した場合や欠けが発生した場合は、チップを廃却(throw away)し、シャンクに「ねじ」などで簡単に固定できます。そのため、現場で使い勝手がよいため最も広く使用されています。
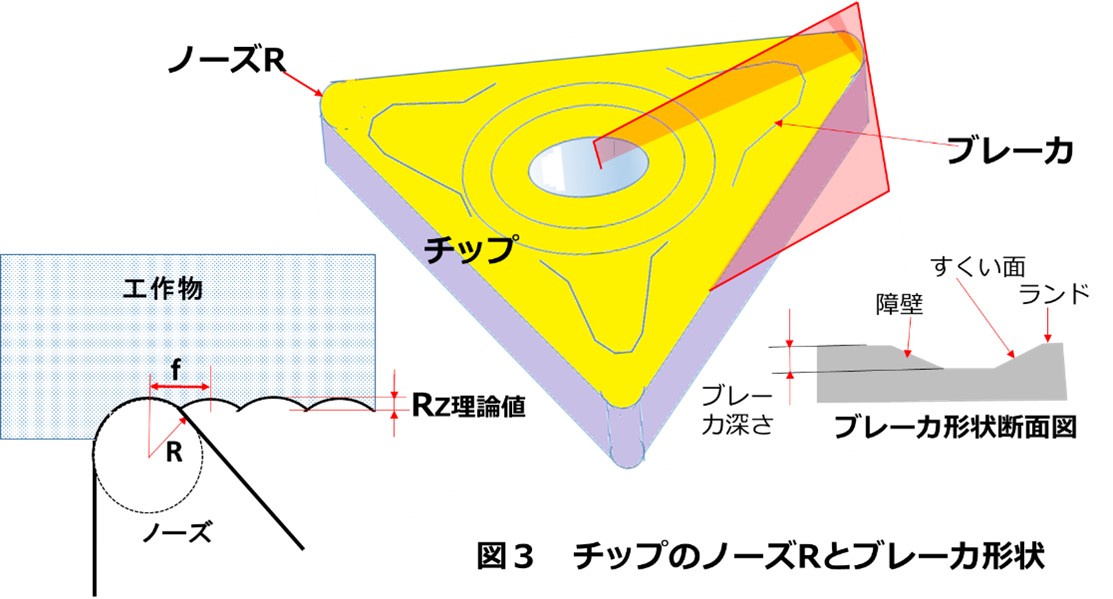
スローアウェイバイトには、図3に示すように、チップに「ブレーカー」と呼ばれるさまざまな模様がついたものがあります。この模様には切粉をカール・切断する機能があり、切粉(切りくず)の排出状態に大きく影響します。
さらに、図3に示すように、刃先の丸みの呼び半径をノーズ半径(まらはノーズR)と呼び、仕上げ面粗さに影響します。理論的な表面粗さは、以下の関係になりますが、実際の加工では、切削抵抗などにより、表面粗さは理論値より低下する傾向があります。
(2)様々な旋削加工とバイト
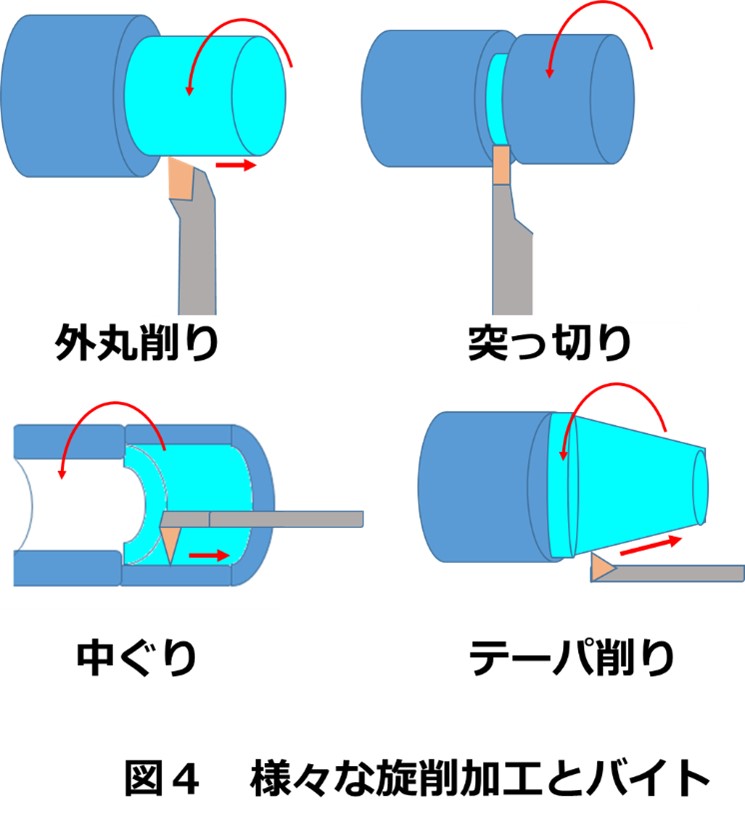
切削仕上げ面の形状は、工具の刃先の形状が転写されるため、以下の図4に示すように、さまざまな刃先形状があります。丸削り、突っ切り、中ぐり、テーパ削りの他、ネジ切り用のバイトなどがあります。
(3)旋削加工用工具の問題点と対策
旋盤加工は、バイトの刃先は回転する工作物に常に接触しているため、リンゴの皮を剥いたような線状の切粉(切りくず)が連続的に排出されます。そのため、旋盤加工は「連続切削」と呼ばれています。
この加工には、以下の問題があります。
① 切粉の巻付き
切粉は線状のため、時としてバイトなどに巻付き、設備の大停止につながることがあります。
線状の切粉の巻付き対策として、切粉の排出方向を変更する必要があり、チップブレーカ形状の変更、クーラントのノズルの方向調整、切削条件の見直しが必要となります。
② 構成刃先の発生
連続切削のため摩擦熱により600~1000℃まで上昇します。この摩擦熱によって刃先の先端に切粉が溶着し、切れ刃として作用してしまう構成刃先が発生し、仕上げ面の品質低下につながります。
以下の対策が必要になります。
- 連続的な接触に耐える耐摩耗性(高温硬さ)が求められます。
- 摩擦熱の対策として、刃先を切削油(クーラント液)により連続的に冷却する必要があります。また、クーラント液は、刃先の冷却のみでなく、切りくず排出、潤滑の役割があり、加工安定性が高まり、加工部品の品質が向上します。一方、クーラント液は、旋盤内を汚染し、排出液は環境に悪いため、最近はクーラント液を出来るだけ削減させるセミドライ切削の開発も進められています。
2.フライス加工用工具
切削工具を回転させて切削する加工を「フライス加工」と呼びます。
フライス加工で使用される工具は「多刃工具」と呼ばれ、多数の刃が取り付けられています。
角材の加工が得意な工具であり、切削工具は回転しながら上下し、工作物は直線方向に移動します。
ここでは、フライス加工の代表的な工具である正面フライスとエンドミルについて説明します。
(1)正面フライスとエンドミル
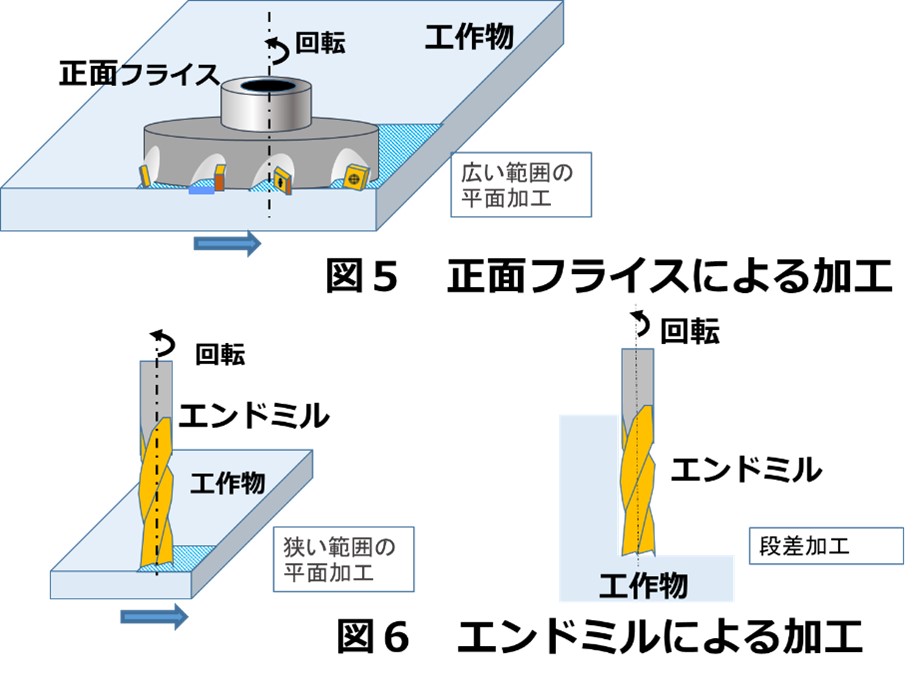
① 正面フライス
外周に複数の刃をもち、回転させながら平行移動することで表面を平らに加工します。
広範囲を切削する場合に効率が良い工具であり、高精度な平面加工が可能です。
図5のように、刃の部分だけを交換できるスローアウエイタイプのものが一般的です。
② エンドミル
正面フライスと同様に平面加工が可能です。削れる面積は少ないですが、平面加工、段付き加工、溝加工などエンドミル一本でさまざまな加工ができるため、刃物の段取り交換が少なく済みます。
エンドミルはドリルのような細長い形状をしていますが、ドリルが垂直方向の加工を得意としているのに対し、エンドミルは横方向の加工を得意としています。
図6のように、シャンクと刃部が一体となったエンドミルが一般的で広く使用されており、刃が使用出来なくなると再研磨を行う必要があります。
最近は、刃の部分だけを交換できるスローアウエイタイプのものも出てきました。
(2)フライス加工用工具の問題と対策
フライス加工は切削工具が回転するため、フライス加工用工具の刃部は材料と接触、非接触を繰り返すことになり、切り粉が分断されてチップ状で排出されます。そのため、フライス加工は「断続切削」と呼ばれます。
図7に示すように、チップが材料を削っている時間(接触時間)は約800°の高温環境下で、材料を削っていない時間(非接触時間)は空気により冷却されます
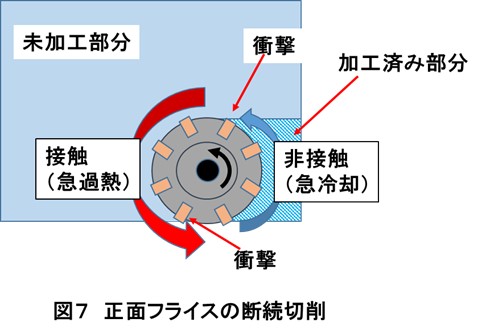
このように、短時間に急加熱、急冷却を繰り返すことになるので、加熱冷却の温度差によって熱亀裂(サーマルクラック)が発生します。さらに、被削材への食い付き・抜け際の所では、回転ごとに機械的衝撃を受け、刃(チップ)欠けにつながります。
このため、以下の対策が必要になります。
- 耐熱衝撃性:フライス加工用工具には温度差に強い耐熱衝撃性が求められます。
- 切削油による潤滑:断続切削の場合、切削工具が被削材に当たり食い込む際に、大きな衝撃が発生しますので、潤滑性に優れた油剤を使用します。
ということで今回は、旋削加工とフライス加工で用いられる工具についてご紹介しました。
(アイアール技術者教育研究所 T・I)









































