ろう付けの基礎知識・早わかり解説!「はんだ付け」との違いは?「濡れ」って何?
1.ろう付けとは?
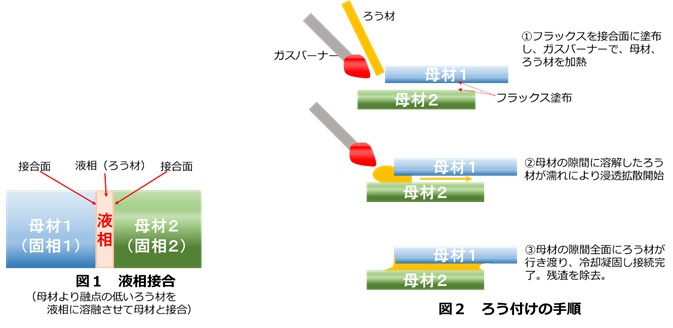
ろう付け(brazing)とは、母材よりも低い融点を持った金属の溶加材(ろう材)を溶融状態(液相)にさせて、母材を溶かさない状態(固相)で接合する方法です。つまり図1に示すように液相接合です。
ろう材は、毛細管現象で部材間に浸入したり(浸せきの濡れ)、表面を広がる濡れ(拡張の濡れ)を応用した接合技術です。図2は、ガスバーナーによる手ろう付けの手順を示します。
母材の表面には、ろう材の濡れ性を阻害する酸化皮膜などが存在しています。
良好なろう付けを行うためには、フラックスで酸化皮膜を除去する必要があります。
2.はんだ付けとの相違は?
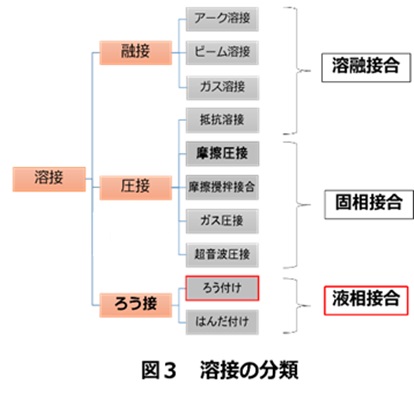
日本工業規格をベースとした分類では、ろう付けは「ろう接」に属します。
また、ろう付けは融点以下の固相状態の母材に、ろう材を溶解状態(液相)にして接合する方法のため、材料的接合の観点からは「液相接合」(液相・固相接合)に属します。
また、ろう付けとよく混同されるのが、「はんだ付け」です。
はんだ付けの原理は、ろう付けと全く同じですが、両者の接合部の要求性能が異なり、道具が異なります。
「ろう付け」と「はんだ付け」の区分は溶加材(ろう材、はんだ)の融点温度です。
450℃より高い場合を「ろう付け」、450℃より低い場合を「はんだ付け」と称しています。
しかし、450℃で区分には物理的な意味はなく、450℃近くを融点温度とするろう材やはんだが少なかったためです。
3.ろう付けにおける「濡れ(ぬれ)」とは?
ろう付における「濡れ(ぬれ)」というのは、コップの水でテーブルが濡れたりするのと同様の現象で、加熱により溶融金属(液相)となったろう材は、母材の隙間へ浸透拡散し、継手を形成する役割を果たします。
ろう材は、母材の隙間全面に行き渡るように、よく濡れる必要があります。
(1)濡れの原理
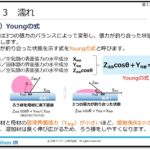
固体表面上の液滴形状を水平方向から見たときに、液滴の形状曲線と固体表面との交点を“端点”とすれば、端点における接触角(濡れ角)がθです。
このとき、端点には以下の3つの張力がはたらきます。この3つの張力は、それぞれの表面・界面の面積を小さくしようとして、端点を引っ張るために発生する張力です。
- 固体の表面張力 X固体
- 液体/固体間の界面張力 Y界面
- 液体の表面張力 Z液体
3つの張力が釣り合った状態で、液滴は静止します。以下の式を「ヤングの式」(Youngの式)と呼びます。
Z液体COSθ+Y界面=X固体(※下図4の右側の状態を参照)
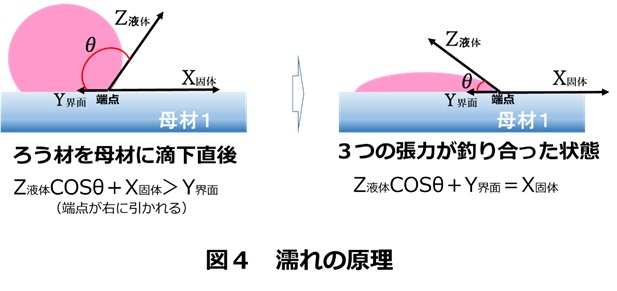
溶融したろう材(液相)を母材(固相)上へ滴下すると、直後は図4左のように液滴となります。
時間経過に伴い、濡れに関するYoungの式が成立するまで、すなわち3つの張力が釣り合うまで、母材上の溶融ろう材は広がり、やがて止まります(図4右)。この現象を、「濡れ」と称します。
また、濡れる現象は接触角(濡れ角)が小さくなることでもあります。
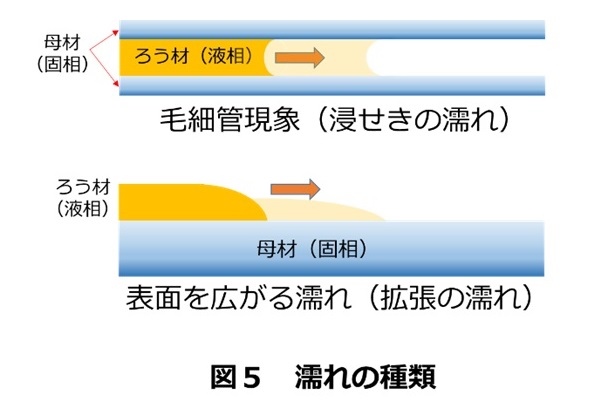
(2)濡れの種類
実際にろう材が溶融した場合の濡れの減少は、主に、毛細管現象(浸せきの濡れ)と、表面を広がる濡れ(拡張の濡れ)があり、この現象により接合面を塗布しなくてもこの濡れの現象により、ろう材が接合面全面に行き渡ります。
4.酸化皮膜を除去する理由
(1)濡れ性の改善
酸化皮膜は固体の表面張力(エネルギー)を小さくする傾向があります。
したがって上記の図4に示すX固体が小さくなり、濡れは悪くなります。
従って、ろう材が濡れる前に酸化皮膜の除去が必要になります。
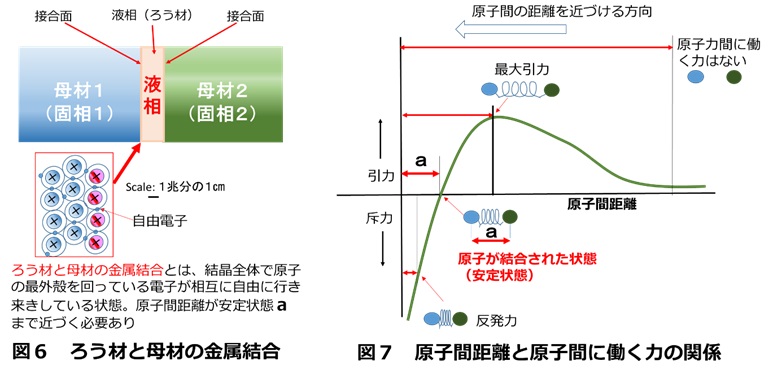
(2)母材とろう材の金属結合
金属接合の基本概念
金属の結合の概念を説明します。図7に示すように原子間距離がある一定の値(a)になると,原子間の互いに作用する力が影響を及ぼすようになります。
この安定した状態では、原子の最外殻を回っている電子が相互に行き来できるようになり、この安定状態を「金属結合」と呼びます。
例えば、アルミ原子の場合は、原子間距離(a)は、約4Å以下(0. 4nm以下)でミクロの世界の話です。(図6、図7参照)
しかしながら、接合面の原子間距離が(a)まで近づくのは容易なことではなく、酸化皮膜などの数々の阻害要因があり、これらの要因を除去した状態(接合表面が活性な状態)にしてから金属結合する必要があります。(図6参照)
(3)母材とろう材の金属結合
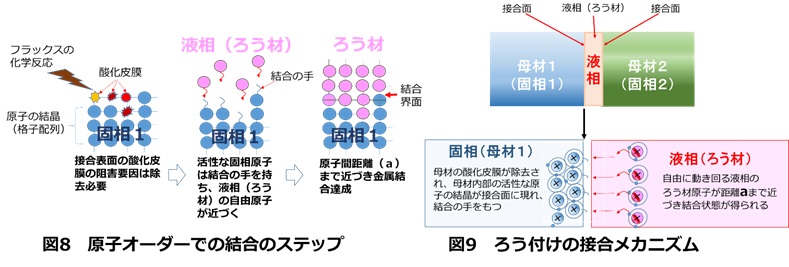
《 第1ステップ:酸化皮膜の除去 》
フラックスにより、母材表面の酸化被膜が化学反応により除去され、母材内部の活性な原子の結晶が接合面に現れます。(図8)
《 第2ステップ:ろう材が溶解状態(液相)になり母材(固相)と金属結合 》
- ろう材を加熱し、液体状態(液相)にすることで、ろう材の原子が自由に動き回ります。この状態から冷却し凝固温度になると、原子間の引き合う力が戻り始めます。
- 一方、酸化皮膜が除去された固相の活性な原子は、結合の手を持つ。自由に動き回る液相の“ろう材原子”が距離“a”まで近づき金属結合が得られるようになります。
- この結合した原子が核になり、母材とろう材の互いの原子が引き合う新たな結晶がつくられ、接合面全体の金属結合が得られるようになります。結合界面では、ろう材と母材の原子は相互に拡散し、固溶体を形成します。ろう材の原子はランダムに置換し、不規則に配列し結合します。
5.ろう付けの種類
ろう材、ろう付け方法に分けて説明します。
(1)ろう材の種類
ろう材の機能は、ろうが母材に濡れ、隙間を満たすこと、母材より低い融点であることが必要です。
特に、融点を低くすることは、母材の劣化を防止する観点からも不可欠になります。
この結果、殆どのろう材は、銅ろうを除き、合金元素を入れて融点を低くしています。
JIS規格に示した主なろう材は以下の8種類です。
- 銅ろう(Cu):鉄鋼材料、ステンレス鋼
- 黄銅(Cu, Zn):鉄鋼材料、ニッケル、銅とその合金
- 銀ろう(Ag, Cu, Zn):アルミニウムとマグネシウム以外の金属材料
- りん銅ろう(Cu, P):銅とその合金
- アルミニウムろう(Al, Si):アルミニウム合金(熱交換器)
- ニッケルろう(Ni, B, P):ステンレス鋼、耐熱合金(エンジン用EGR)
- 金ろう(Au, Cu, Ni):高耐食性製品(宝飾品)
- バラジウムろう(Pb, Ag):耐熱性製品
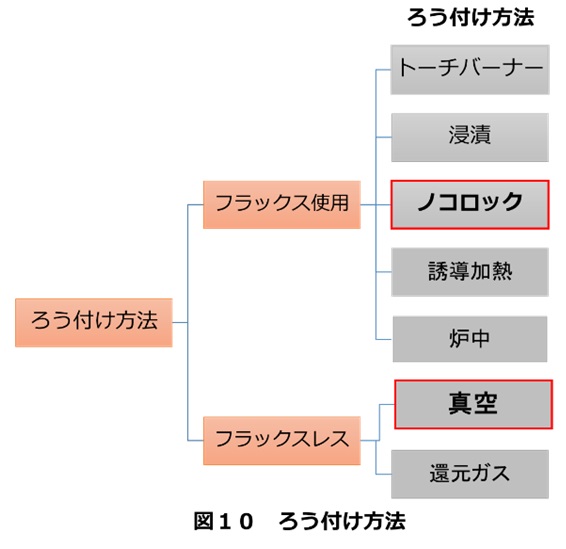
(2)ろう付け方法の種類
主なろう付け方法を下図に示します。この中で、アルミニウムのろう付けで広く使用されている「ノコロックろう付け」と「真空ろう付け」について説明します。
アルミニウムを心材としてアルミニウムろう(Al, Si)を片面、または両面に積層(グラッド)したブレージングシートを使用しています。
このブレージングシートの活用により、自動車部品の熱交換器の生産性が飛躍的に向上しています。
① ノコロックろう付け
ノコロック法は、金属に対し腐食性を示さないフラックス(K3AlF6とKAlF4の共晶成分)を用いて、アルミニウムの強固な酸化皮膜を除去する方法で、不活性ガス雰囲気中でろう付けする方法です。
使用後のフラックスは非腐食性のため除去する必要がなく、塗装も可能であり、そのままでも保護皮膜にもなります。ただし、ろう付け不良が多いので、改善が進められてきました。
② 真空ろう付け
10-3Paの高真空雰囲気中でろう付けをする方法です。
ろう付け材料に添付されたMg成分が、溶解中に真空中で蒸発し、アルミニウムの強固な酸化皮膜をフラックス無しで破壊する方法です。
真空中でアルミニウムの中に添付されたZnが蒸発して、耐食性を悪化してしまう欠点がありますが、改善が進められてきました。
6.ろう付けの特徴(メリット・デメリット)
ろう付けは、母材よりも低い融点いろう材を溶融させて、母材を溶かさない状態で接合する方法であり、ろう材は濡れにより母材の隙間に浸透するため、以下のような長所、短所があります。
ろう付けの長所
- 母材をほとんど溶融することなく、薄板や精密部品の接合が可能。
- 濡れにより、ろうが母材の隙間に浸透し、接合箇所が複数る複雑な形状の接合が可能。
- 条件を適切に選択すれば、異種金属同士や金属と非金属の接合が可能。
- ろう材と母材の融点が異なるため再加熱により、再ろう付けや取り外しが可能。
- ろう材の添加物により、母材同等かそれ以上の接合強度を得ることが可能。
- 比較的作業が簡単で仕上がりが美しく、自動化や大量生産化にも適する。
ろう付けの短所
- 加熱を伴う作業のため、母材の熱影響は避けられない。
- 接合部にはろう材、母材という異種材料界面が存在する為、継手性質に若干影響を及ぼす。
- 接合強度が、アーク溶接など他の溶接に比べるとやや弱いものが多い。
ということで今回は、ろう付けの基礎知識をまとめました。
ろう付けは古くから使用されてきた技術ですが、現在も発展を続けています。
次回は、今回のコラム中でも取り上げた「はんだ付け」の基礎知識について解説します。
(アイアール技術者教育研究所 T・I)
併せて読みたい関連コラム:「溶接」特集