【機械設計マスターへの道】知っておきたい鋳鍛造の基礎知識(鋳鉄と鋳鋼、鍛造と鍛鋼)

金属材料は、材料メーカから納入される一次製品に、工場で機械加工(切削、研削、他)や溶接などの二次加工を施して機械部品となります。
一次製品は、板材、棒材、線材、などの定型品の他に、部品の形状に即した形で、最終仕上り寸法に対して加工代をつけた状態で納入することがあります。
具体的には「鋳造」と「鍛造」という方法が該当します。
目次
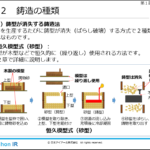
鋳鉄と鋳鋼
ポンプケーシングやバルブなど複雑な形状の機械部品を鋳造(鋳物)で製作することが良くあります。
一口に「鋳物」といっても、「鋳鉄」と「鋳鋼」では大きな違いがありその使い分けに注意が必要です。
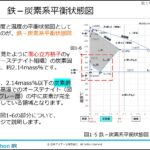
鋳鉄(Cast Iron)
鋳鉄は炭素を多く含み(2.14%以上)、融点が鋼の1500℃に比較して1150℃と低いため、溶融状態での流動性が良く、鋳物が作りやすい利点があり切削加工性にも優れます。
圧縮強度が高く、振動吸収性に優れるので、工作機械のテーブルや回転機のベースに用いられます。
他にも、あまり高い強度を必要としない低圧の汎用ポンプやバルブの部材にも用いられます。
炭素量が多いため溶接は困難です。
また通常の鋳鉄であるFC(ねずみ鋳鉄)は粘り強さが無く脆いので、耐圧部品、圧力容器、動的機器などに用いるには適していません。
≪鋳鉄の代表的鋼種記号≫
- FC200, FCD450など
FCDは球状黒鉛鋳鉄といい、FC材(ねずみ鋳鉄)よりも粘り強さ(靭性、伸び)を向上させた鋼種で、動的な強度を必要とする用途にも、ある程度まで適用することが可能です。
鋳鉄を表す記号の数字は引張強さを表します。
- FC200:引張強さ200N/mm2以上
- FCD450: 引張強さ450N/mm2以上
鋳鋼(Cast Steel)
溶鋼を耐火鋳型に注入して作る鋳造品です。
炭素鋼、低合金鋼、ステンレス鋼それぞれの鋼種に対応する鋼の性質を有するので、耐圧部材、強度部材として使用することが可能です。
鋼と同様、炭素量の上限など鋼種によっては溶接も可能です。溶融状態の流動性は鋳鉄より劣るので、複雑な形状の場合には鋳造が困難になることもあります。
≪鋳鋼の代表的材料記号≫
- 普通鋼鋳鋼SC410,SC450,SC480など
(数字は引張強さを表します、SC450は引張強さ450N/mm2以上) - 低合金鋳鋼
SCMn(マンガン鋼)
SCMnCr(マンガンクロム鋼) など - ステンレス鋳鋼
SCS1 (マルテンサイト系ステンレス鋼)
SCS13(オーステナイト系ステンレス鋼) など
鍛造(Forging)と鍛鋼(Forged Steel)
加熱した鋼塊をプレス機械でたたいて圧縮し、組織を緻密にして強靭化することを「鍛造」といいます。
火造り、とも呼ぶことがあります。
鍛造の度合いを表す指標が鍛造比で、鍛錬成形比とも呼ばれます。
これは鍛造によって、材料がどのくらい縮んだかを示す値です。
断面積が縮み、長さが伸びるような鍛造のときは数字の後にS、高さ方向が縮み、断面積が伸びるような鍛造のときは数字(分数)の後にUをつけます。
たとえば鍛造比3Sは、鍛造により断面積が1/3(長さが3倍)になることを、1/2Uは高さが1/2になることを表します。
鍛造比と機械的性質を規格で指定したものを「鍛鋼」といいます。
高速高荷重で使用するシャフトや、圧力容器など、より高い強度を要求される用途に適用します。
≪鍛鋼の代表的鋼種記号≫
- SF490A
数字は引張強さを表します。(490 N/mm2以上)
Aは熱処理種別を示します。
A:焼きなまし、焼きならし、または焼ならし焼き戻し
B:焼入れ焼き戻し
設計する機械の特性、運転条件、使用環境や、部材の形状および作用する荷重とその種類、を勘案して鋳鍛造品を適切に使い分けるようにしましょう。
次回のコラムでは、「荷重・応力・ひずみ」を理解するうえで必要な基礎知識を解説いたします。
(アイアール技術者教育研究所 S・Y)