【機械設計マスターへの道】安いけど油断大敵!Oリングの注意点

機械には、水や油などの流体を扱うものが数多くあります。
これらの機械は、機械内部から流体が外部へ漏れだすことが無いよう確実にシールする必要があります。
流体が漏れないよう密封するための機械要素・シール部品は、運動用シール(パッキン)と固定用シール(ガスケット)に大きく分類されます。
今回は、後者の一つであるOリングについて解説します。
目次
1.Oリングの特徴
Oリングは円形断面の環状シール部品で、ゴムなどの弾性体で成形され、次のような特長があります。
- セルフシール性を持つので締付け力不要
- 両方向の圧力をシールすることが可能
- 低コスト(ただし、市販標準以外の寸法の場合、型から起こす必要があって高価格になるので、極力市販品サイズを選定するようにします)
2.Oリングの密封原理
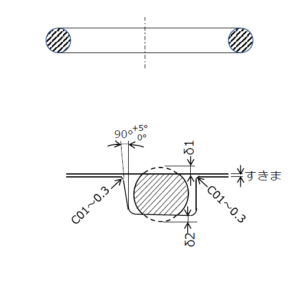
密封を必要とする隙間を構成する部材の片方に断面長方形の環状溝を設けて、その中にOリングを挿入して、部材を密着させてOリングを圧縮することで生じる弾性的な反発力を利用して密封します。
適正な圧縮量(つぶし代=下図のδ1+δ2)は、Oリング断面直径の8~30%となるように、Oリング取付け溝寸法を設計します。
3.Oリングの注意点
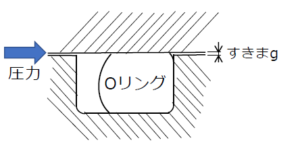
① 密封圧力とはみ出し防止
密封圧力が高くなると、圧力によってOリングが部材間の隙間からはみ出して破損します。
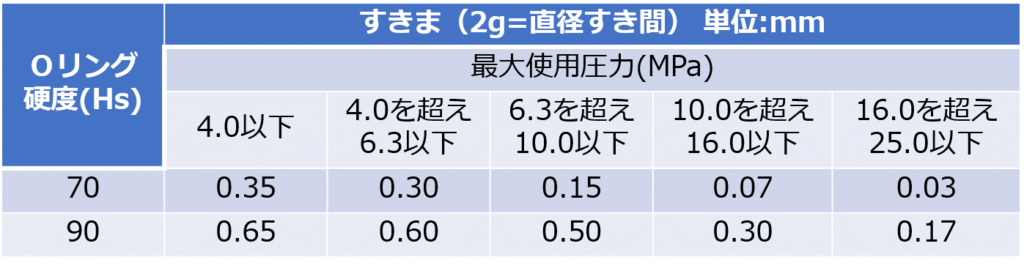
Oリングの硬度は、ショア硬さHsであらわし、Hs70と90の2種類があります。硬度の高い90を使えば、同じ圧力に対して広い隙間でもはみ出しが起きないようにすることができます。
《隙間と密封圧力》
下表に隙間と密封圧力の関係を示します。
隙間を小さくできない場合や、密封圧力が表の限界隙間を超える場合はバックアップリングを使用します。
② 挿入時のOリング傷防止
穴側の部材に、Oリングを溝に装着した軸を挿入する場合、図のように穴側部材の端面に面取り加工を施して挿入時のOリング傷付きを防止します。

③ Oリングの弾力性
Oリングの材料は”エラストマ”と呼ぶゴムなどの弾性体です。
Oリングが密封機能を発揮するためには使用期間中、弾力を保持できることが重要です。
Oリングが密封性を維持できる限界は、圧縮永久ひずみ率(圧縮を開放したとき元寸法に復元しない割合)が60~70%以下であることが必要で、これを超えると硬化により弾力が失われ、密封性を維持できなくなります。
Oリングが密封性を維持できる期間は使用環境にもよりますが、一般的に4年程度であり、適正な保守・交換を機器取扱説明書に記述する必要があります。
④ Oリングの材質
Oリングに用いるエラストマは、流体によっては溶解したり、膨潤したりしてシール性が損なわれる恐れがあります。
またガス透過性などのチェックが必要になることもあります。
JIS B2401「Oリング」では、用途別に1種~4種まで硬度と材質を規定しています。
用途、液質に応じて適切なエラストマを指定する必要があります。
また、硫化水素を含む液など腐食性の高い流体を扱う場合は、特殊なエラストマを使用する必要があって、納期が長くかかりコストアップすることがあります。
早めにOリング供給者と相談して対処する必要があります。
あの大惨事の原因もOリング?
1986年に米国のスペースシャトル「チャレンジャー号」が打ち上げ直後に爆発するという大惨事がありました。
液体燃料が漏れて噴射炎に引火して発生した爆発事故でした。
漏洩の原因はOリングのシール機能喪失です。
装着されていたOリングの使用下限温度は12℃、一方打ち上げ当日の外気温度は‐2℃でOリングの弾性が失われシール機能を発揮できず燃料が漏洩しました。
Oリング装着部(シール部)の構造設計にも問題があったといわれています。
Oリングは廉価で入手性が良く、締付力が不要でシール機能を発揮できる、便利な密封要素部品です。
しかし、シール機能が発揮できない場合には漏洩による大事故につながる可能性があることを念頭に置いておきましょう。正しく選定し、取付部位の形状・寸法・公差等の諸元を適切に設計し、適正間隔で保守を行うことが重要です。
次回コラムでは、機械要素「すべり軸受」についての基本知識を解説いたします。
(アイアール技術者教育研究所 S・Y)
◆併せて読みたい関連コラム:
「ガスケット・パッキンの基礎知識(ガスケット係数/ガスケットの種類と特徴)」はこちら