顔料の種類と顔料分散工程《塗料/コーティング技術入門⑤》

顔料というと色付けを目的とした材料という印象があります。
もちろん塗料では赤や白、黒などの色付けを目的とした着色顔料が使われていますが、実際には体質顔料や防錆顔料などの色付け以外を目的とした顔料の方が多く配合されています。
当連載5回目は、塗膜を物性や耐久性にも影響する顔料の基本、そして塗料の調製で欠かせない顔料分散工程について解説します。
目次
1.基本的な顔料の種類・役割
【表1 各顔料の目的・例】
| 目的 | 例 | |
| 着色顔料 | 着色・意匠性 | カーボンブラック・酸化チタン・群青(無機顔料) キナクリドン、フタロシアニンブルー(有機顔料) |
| 体質顔料 | かさ増し・下地隠蔽・保護 | カオリン、タルク、硫酸バリウム、アルミナホワイト、炭酸カルシウム |
| 防錆顔料 | 防錆・犠牲防食 | 縮合リン酸アルミ、リン酸亜鉛化合物、金属粉(Al・Znなど) |
(1)着色顔料
着色顔料は文字通り、色付けを目的とした顔料のことです。
着色顔料には無機顔料と有機顔料がありますが、一般的には耐候性に優れる無機顔料がよく使われています。
《無機顔料》
まずは無機顔料について見ていきましょう。
白、黒、赤、黄色とそれぞれの色で代表的な無機顔料は決まっており、白は酸化チタン、黒はカーボンブラックが使われています。
青の無機顔料にはウルトラマリン(群青)があります。群青はかつて天然の鉱石ラピスラズリから採取されていましたが、現代では粘度、炭酸ソーダ、粉末硫黄など複数の材料を混合して焼成し、安価な顔料として合成されます。
このように無機顔料は鉱山から採取したものか、採取物を焼成して合成されます。
《有機顔料》
有機顔料は有機合成によって作られた顔料のことです。
鮮やかな色を表現できるというメリットを有していますが、耐候性は無機顔料に劣ります。
自動車の上塗り塗装に使われるキナクリドン(赤色)やハンザイエロー(黄色)などがあげられます。
フタロシアニンの銅錯体であるフタロシアニンブルー(青色)は東海道新幹線の塗装にも使われました。
なお、塗料の色付けは製品ごとに着色顔料の比率を変えるのではなく、原色系の塗料を複数調合して出荷されます。
例えば黒、グレー、白の3種類の製品が販売されている場合、塗料メーカーは3種類の塗料を実際に作るのではなく、黒と白の2種類だけを生産し、グレーの塗料を出荷するときだけ黒と白の塗料を混合して調合します。
(2)体質顔料
塗膜の性能としては着色顔料よりも体質顔料の方が重要です。
体質顔料は、①かさ増し・②塗膜の保護・③下地の隠蔽を目的として配合されます。
塗膜を形成する樹脂は有機物であるのに対し、体質顔料は無機物です。
無機物は紫外線や空気・水分を遮蔽するため、体質顔料がなければ屋外用塗料の塗膜はすぐに劣化してしまうでしょう。体質顔料は塗膜の耐チッピング性や耐衝撃性などの物性も左右します。
また、体質顔料は塗膜の形成成分の中で最も多く配合される材料であり、塗膜のかさ増しにも寄与します。
次に体質顔料の隠蔽効果について見ていきましょう。
鉄板に塗る赤色の塗料を想定します。
赤色塗料に体質顔料を全く配合せず赤色の着色顔料だけを配合した場合、着色はできるものの鉄板素地のムラや模様を隠すことはできません。体質顔料を配合した場合、塗膜に下地隠蔽効果を付与することができ、均一な赤色を表現することが可能です。
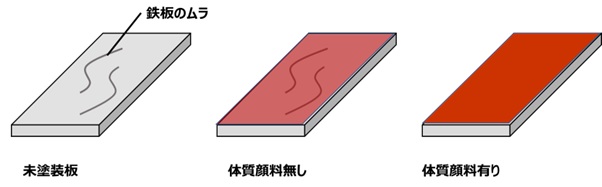
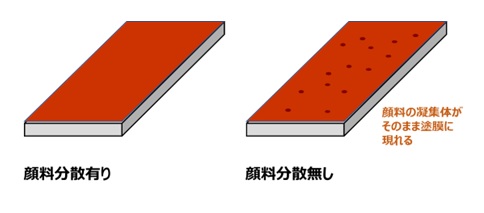
【図1 体質顔料の有無による違い】
主な体質顔料にはカオリン(AI-Si系鉱物)、タルク(Mg-Si系鉱物)、硫酸バリウムなどがあります。
同じ顔料メーカーが提供するカオリンでも、粒子径や微量成分の違いによって様々なグレード品が提供されている場合があります。粒子径によって顔料の給油量(樹脂を巻き込む能力)は変化してしまうため、異なるグレード品を使うことで塗膜の性能が大きく変化してしまうこともあります。
(3)防錆顔料
防錆顔料はその名の通り錆びを防ぐための顔料です。
金属向けに塗られる塗料や重防食塗料、自動車ボディー用の下塗り塗料に配合されています。
防錆顔料の錆止めメカニズムは主に以下の2通りです。
① 保護膜形成による防錆(縮合リン酸アルミ、リン酸亜鉛系化合物など)
防錆顔料が鉄表面で緻密な保護膜を形成することによって、錆びの原因となる水分子と空気が鉄に触れないようにします。
保護膜の形成機構にはアルカリ性顔料による鉄の不動態化や、顔料と水の反応による化成皮膜形成などがあります。
② 犠牲防食(亜鉛末、アルミニウム粉末など)
鉄よりイオン化傾向の大きい(=標準電極電位が負に大きい)金属粉末が鉄に代わって酸化されることで鉄の酸化(=錆び)を防ぎます。
亜鉛末を大量に使用したジンクリッチペイントはこの機構で錆びを防ぎます。
かつては鉛系、クロム系の防錆顔料が使われていましたが、環境保護・安全性の観点から現在では代替が進んでいます。
鉄骨や鋼材が赤色の防錆塗料で塗られているのは、赤色の防錆顔料である鉛丹(Pb3O4)が塗料に多用されていた名残りです。
鉛丹を使った「鉛丹さび止めペイント」はJIS規格でも廃止となりました。
2.顔料分散について
(1)塗料の製造法
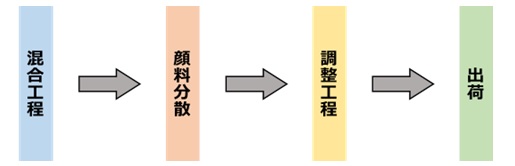
【図2 塗料の生産工程】
塗料の製造法は図の順序で行われます。
最初の混合工程では樹脂と溶媒、添加剤を混合し、「ビヒクル」を調製します。
「ビヒクル」とは顔料を含まない塗料溶液のことです。
その後、ビヒクルに顔料を投入し、一定時間攪拌して液を均一にします。
鍋料理で例えるなら、主要な食材のほとんどを鍋に投入した状態です。
混合工程の次は顔料分散工程に入ります。顔料分散は、分散機を使って顔料をすりつぶす工程です。
顔料の粒子は通常、凝集体となっており、サイズは均一ではありません。後記の通り、顔料が凝集した状態では良好な塗料・塗膜を得られないため、顔料分散によって凝集体を砕き、30μm以下・12μm以下というように顔料粒子のサイズを均一にします。
分散後の調整工程では、分散機から出てきた塗料に添加剤などを投入し、製品を仕上げます。
料理で言えば、最後に調味料を加えて味を整える工程です。
(2)分散機の仕組み
分散機の内部は、筒の中に攪拌用のディスクが設置されている構造(*1)です。
(*1) アイメックス株式会社のWebサイトに掲載されているビーズミルの構造図がわかりやすいと思いますので、イメージを確認したい方はご参照ください。
[URL:https://www.aimex-apema.co.jp/seihin_beadmill/beadsmilltowa.html]
分散機の中にはガラスビーズやジルコニアビーズが敷き詰められています。
混合工程後の塗料液が分散機を通るとビーズ同士の摩擦で顔料自体がすり潰され、凝集体が分解される仕組みです。
つまり顔料分散工程は機械的な力で顔料を分散します。
ビーズの摩擦熱による温度上昇は塗料成分に悪影響を及ぼすため、使用時は冷却水で分散機を冷却し続けなければなりません。
なお、顔料分散が不十分だと目標の性能・外観を達成できず、逆に分散しすぎる「過分散」だと塗料の粘度上昇といった不具合が発生してしまいます。
分散工程では「つぶゲージ」とよばれる器具で顔料が目標の粒子径に収まっているかを確認します。
[※関連記事:【ナノ粒子分散 実践編】分散液の作製方法、ビーズミルなど分散機の概要を解説 ]
(3)顔料分散しないとどうなるのか
【図3 顔料分散しない場合の例】
仮に顔料分散をせずに製品として出荷した場合、どのような問題が発生してしまうのでしょうか。
1つ目にあげられるのが外観不良です。
上記の通り分散前の顔料は凝集体であり、様々なサイズの粒子が混在しています。
凝集体は目に見えるサイズの粒であるため、塗膜にした場合、「ブツ」だらけの外観となってしまいます。自動車や外壁としてはあり得ない外観です。
2つ目の問題は顔料の沈降です。
凝集体は重く、粒子同士が集まっているため中に樹脂や溶媒が入り込むことができません。凝集体は沈降して固まってしまうため、塗料を攪拌してもほぐすことができなくなってしまう可能性があります。
なお、樹脂がエマルションとして水中に溶けているエマルション塗料の場合、顔料分散をかけるとエマルションが破壊され、樹脂が沈殿してしまいます。
エマルション塗料では樹脂溶液と顔料溶液を分けておき、顔料溶液のみを分散させてから両者を混合し、製品として出荷します。
以上、塗料の性能を左右する顔料及び顔料分散工程について解説しました。
防錆顔料を除いて顔料は基本的には安価な物質です。塗料メーカーは高価な添加剤の配合量をできるだけ減らし、体質顔料の比率上昇を検討しながら製品の低コスト化に日々努めています。
(アイアール技術者教育研究所 G・Y)
≪引用文献、参考文献≫
- 1)図解入門よくわかる最新塗料と塗装の基本と実際,秀和システム(2016)
- 2)早わかり塗料と塗装技術,日本理工出版会(2010)
- 3)色材協会誌,Vol.88,No.4,117-120(2015)
- 4)アイメックス株式会社「ビーズミルとは?(原理・構造)」(Webサイト)