砂型鋳造の基本を速習!鋳造工程、砂型の種類(生型/シェルモールド)などを解説

砂型鋳造は、奈良の大仏をはじめ、かなり古くから広く使用されている鋳造技術ですが、現在でもモノづくりを支えている技術です。
今回は「砂型鋳造」とは何か、どのような方法で砂型が製作されるかについて解説します。
目次
1.砂型鋳造とは?
砂型鋳造は、砂(鋳物砂)を固めた「砂型」とよばれる鋳型(いがた)を使って鋳物をつくる技法です。
鋳型の特性の観点から鋳造技術を分類したものを図1に示します。
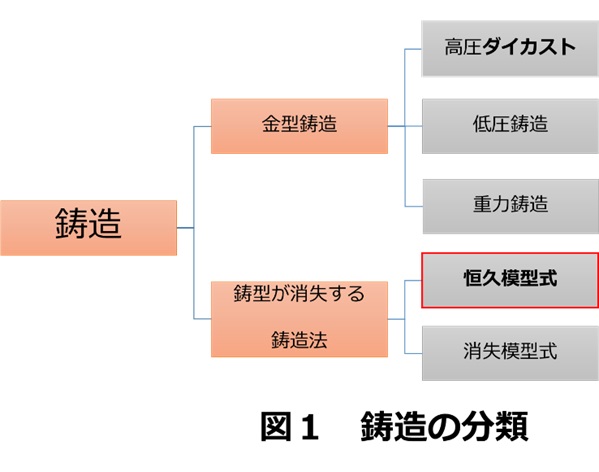
砂型鋳造は「鋳型が消失する鋳造法」に属し、鋳物を生産するたびに鋳型が消失(破壊)する方式です。
つまり、砂型鋳造は1回ごとに造型(鋳型を作ること)し、鋳造が終わると鋳物を取り出すために壊す必要があります。
一方、この砂型は、木型などの模型から鋳物砂(いものずな)を固めて作成します。
この木型は繰り返し(恒久的に)使用されるため、「恒久模型式」に分類されます。
2.砂型鋳造の工程
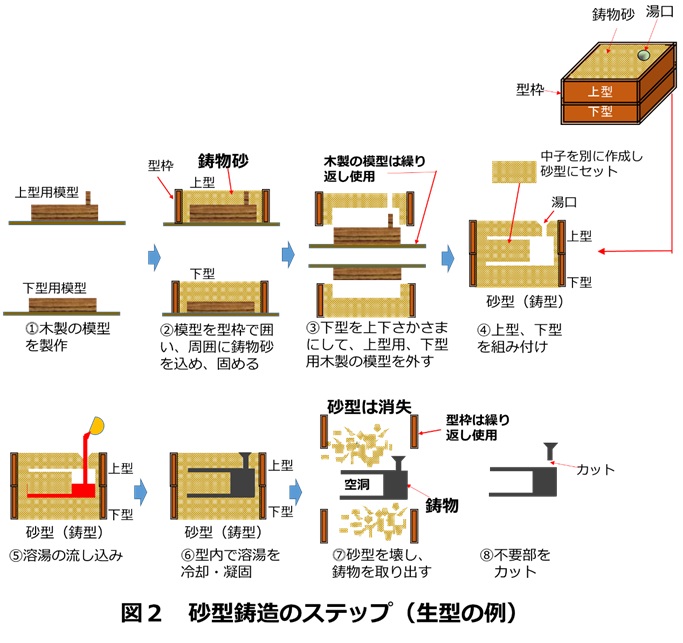
砂型鋳造による鋳物をつくる工程(ステップ)について、図解も含めて以下に示します。
① 模型製作
生型[項目4-(1)参照]は木型で模型を作成するのが一般的ですが、シェルモールド[項目4-(2)参照]のように金属製の模型で作成する場合もあります。
② 鋳物砂(いものずな)の鋳込み
模型を底盤に置き、型枠で囲い周囲に鋳物砂を鋳込み、固めて砂型にします。
③ 模型の取り出し
木製の模型を砂型から外します。外された模型は繰り返し使用されます。
型形状にもよりますが、組付け前に、下型を逆さまにする場合もあります。
④ 砂型の組付け
砂型は上型、下型は別々に作られます。これを組み付け鋳型を完成させます。
また、湯口の入口を少し広げます。
更に、「中子」(なかご)と呼ばれる砂型部品を鋳型にセットする場合があります。
「中子」とは空洞がある鋳物を作るときに、空洞にあたる部分として、鋳型(いがた)の中にはめこむ砂型部品のことです。
中子を鋳型にセットし溶湯を流し込むと中子部分は溶湯が満たされません。
最後に型をばらすとき中子を崩壊させると空洞部ができます。
⑤ 溶湯の流し込み
砂型の中に、溶融した金属である溶湯を湯口から流し込みます。
⑥ 冷却・凝固
砂型(鋳型)内で、溶湯が冷却・凝固します。
⑦ 砂型の消失
砂型を破壊し、鋳物を取り出します。
⑧ 不要部カット
湯口で冷却・凝固した不要部分をカットし、鋳物が完成します。
3.砂型鋳造の特徴(メリット/デメリット)
砂型鋳造には以下のようなメリット・デメリットがあるため、製品開発段階の試作トライなどに砂型鋳造が使用されます。
砂型のメリット
- 木型の模型の場合は初期投資(型費用)が安い。
- 木型の模型の場合は製作期間が短い
- 複雑で、大きな製品形状に対応できる
砂型のデメリット
- 寸法精度に劣る(但し、後述するシャル型は精度が比較的高い)
- 砂型は冷却スピードが遅いため、金型鋳造などに比べ機械的性質が劣る。
- ランニングコストが高い(砂型を毎回破壊するため)
4.砂型の種類
砂型を製作する時の鋳物砂の固め方で、さまざまな砂型の種類がありますが、代表的な以下の二つの例を紹介します。
(1) 生型(なまがた)
図2の①~④に示すように砂型を木型から製作するのが生型であり、伝統的な製法です。
「鋳物砂」は、ケイ砂とベントナイトを使用し、水を加えて作った砂型です。
「ベントナイト」とは粘土のことで、この粘土に水を加えることによる粘結力を利用した砂型(鋳型)のことを「生型」と呼びます。
「ケイ砂」(珪砂)は天然産出され、優れた耐熱性を有する比較的入手が容易なものなので、鋳物作りに古くから使用されてきました。安価な方法ではありますが、大量生産には適しません。
(2) シェルモールド(シェル鋳型)
鋳物砂は、レジンサンド(細かいケイ砂に熱硬化性のフェノール樹脂の粉末を約5%混ぜた砂)を使用します。
加熱した金型に鋳物砂を振りかけて硬化させる鋳型です。
鋳型が薄い貝殻状であるため「シェルモールド」と呼ばれ、鋳造時の鋳型の破壊も容易です。
鋳型が薄くて通気性が良いため、得られた鋳物の輪郭がはっきりしていて、表面もきれいに仕上がります。
そのため、肉薄の金属や、精度の高い自動車エンジン部品などの精密鋳造に使われます。
生型と異なり、大量生産も可能な鋳造ですが、金属製の模型が高価なのが欠点です。
シェルモールドの型製作工程
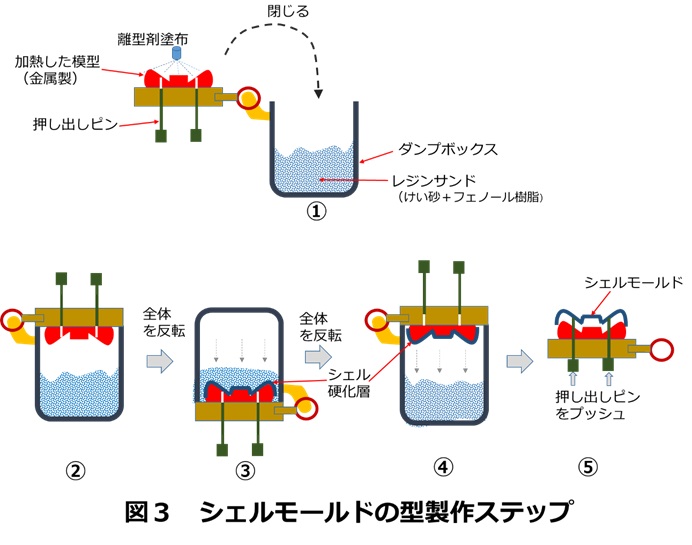
シェルモールドの型製作ステップを図3に示します。
- ① ダンプボックスに鋳物砂(レジンサンド)を投入し、加熱した金属製模型をダンプボックス上に閉じる。
- ② ダンプボックスに、鋳物砂(レジンサンド)と加熱した模型のセットが完了。
- ③ 全体を反転し、鋳物砂が重力で落下することで、加熱した模型に鋳物砂が振りかかる。
(この時に、シェル硬化層が形成) - ④ 再度、全体を反転し、鋳物砂が重力で模型から落下し、シェル硬化層が模型に残る。
- ⑤ 模型を開いて、ダンプボックスから外す。押し出しピンをプッシュしてシェル硬化層を模型から離型し、シェルモールドが完成。
5.鋳造される材料
砂型鋳造法で鋳造される材料は、溶解可能な金属およびその合金ならばすべて製造可能です。
今回は、砂型鋳造で古くから鋳造されている鉄系の材料について説明します。
鋳鋼と鋳鉄
鉄系の鋳造材料は、炭素量によって「鋳鋼」(ちゅうこう)と「鋳鉄」(ちゅうてつ)に分類されます。
炭素を多く含むのが「鋳鉄」です(2.1%以上)。
炭素の他にケイ素を主成分とし、鋳造性に優れています。
鋳鉄は、炭素の状態によって「白鋳鉄」「ねずみ鋳鉄」「球状黒鉛鋳鉄」に分けられます。
一方、炭素量が少ないのが鋳鋼です(2.1%以下)。
鋳鉄は強度に優れていることが特長です。
鋳鋼はさらに、「合金鋼鋳鋼」「炭素鋼鋳鋼」に分けられます。
以上、今回は「砂型鋳造」の基礎知識について解説しました。
(アイアール技術者教育研究所 T・I)
<参考文献>
- 橋本 建次 著「鋳造と粉体工学(2) 鋳造(とくに鋳型の成形)の発展の過程での粉体工学とのつながり」, 粉体工学会誌17巻9号, 1980年
- 公益社団法人 日本鋳造工学会 関東支部HP「誰でも分かる鋳物基礎講座」の砂型に関する各ページ