摩擦圧接の欠陥を防ぐ「加工条件出し」のポイント
溶接は、製造現場で古くから使用されてきた接合技術であり、モノづくりを支える根幹技術の一つです。
今回は、溶接技術のうち「摩擦圧接」の欠陥と加工条件出しについて説明します。
目次
1.摩擦圧接の加工サイクル
摩擦圧接とは?
摩擦圧接法とは、接合する母材を高速で擦り合わせ、 そのとき発生する摩擦熱によって母材を軟化させると同時に圧力を加えて接合する技術です。
一方、摩擦圧接は融点以下の固相状態で接合する方法のため、材料的接合の観点からは固相接合に属します。
具体的には図1に示す加工工程(加工サイクル)で接合します。
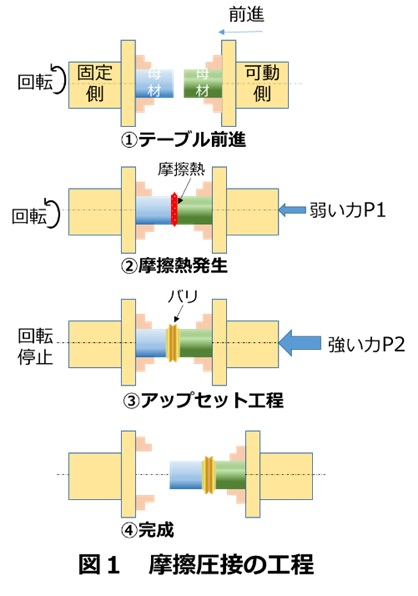
① テーブル前進
2つの母材をセットし、一方の母材を回転させ、他方の母材を前進させ接触。
② 摩擦熱発生
弱い力で加圧しながら、突き合わせ面より摩擦熱が発生。
接触部近傍が高温に達すると塑性変形が開始。
③ アップセット工程
回転を急停止させ、強い力で加圧(アップセット圧)。
これを一定時間保持。外周にはバリが発生。
④ 完成
2つの母材の接続が完成。必要に応じバリ取り。
2.摩擦圧接の欠陥
摩擦圧接は、加工条件出しが適正であれば、摩擦圧接の過程は常に同一になり、再現性が高く、品質も一定になる加工方法です。
また、他の溶接で発生するようなブローホールの発生、異物巻き込みもない信頼性が高い接合方法です。
摩擦圧接に欠陥がほとんど発生しない理由として、以下のような点が考えられます。
- 摩擦圧接は融点以下の固相状態で接合する方法であり、母材を融解させないため母材の熱ひずみが少ない。
- アーク溶接、レーザ溶接のようにシールガスの使用がないため、ガスの巻き込みがない。
- アーク溶接のように溶加材(フラックス)を使用しないのでガスの発生がなく、スパッター、ヒュームの発生がないためガスと異物巻き込みがない。
- 加工条件(圧力、主軸回転数、時間)は、加工設備側で正確に制御可能なため、一定の品質の維持が可能。
3.摩擦圧接の加工条件出し
他の溶接と同様に、摩擦圧接も最初の加工条件出しが適切でないと、欠陥品の発生を招きます。
従って、品質の安定には加工条件出しが重要なポイントとなります。(※1、2、3)
(1)加工サイクル
実際の加工サイクルをグラフ化すると図2のようになります。
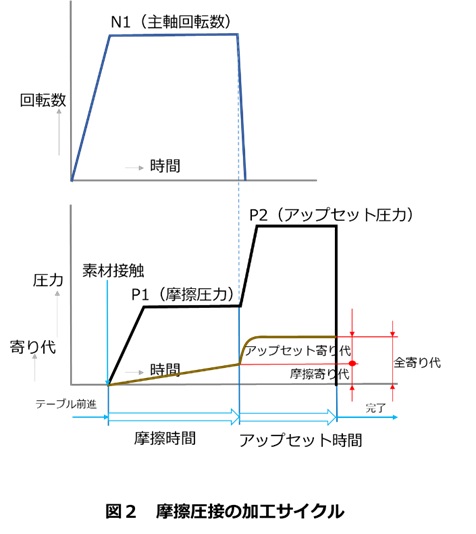
圧力(P1,P2)、主軸回転数(N1)、時間(摩擦時間、アップセット時間)が、摩擦圧接による接続部の品質を左右する加工条件となります。
摩擦圧接において、圧力P1,P2(接触面間に加えられる軸方向の圧力)を与えられている間に母材は消耗します。
この消耗したした両母材の長さのことを「寄り代」と言います。
寄り代は、以下のように区分されます。
- 摩擦寄り代: 素材接触から摩擦圧力(P1)工程終了までの寄り代のこと。
- アプセット寄り代: アプセット圧力(P2)の加圧開始からアプセット圧力終了までの寄り代のこと。
- 全寄り代: 摩擦寄り代+アップセット寄り代
(2)アップセットの条件で強度が決定
上記の、加工条件(圧力、主軸回転数、時間)によって、接合強度が決まります。
この加工条件の中で、接合強度(引っ張り強度)に最も寄与するのが、アップセットの加圧力(P2)及びアップセット時間です。
このアップセット工程は、酸化物などの阻害要因材料をバリとして押し出し、内部の活性な原子の結晶が接合面に現れ、金属接合が完了する重要工程だからです。
[※詳細は別コラム「図解でわかる!摩擦圧接の接合メカニズムと特徴」をご参照ください。]
更に、図2に示したアプセット寄り代が少ない場合には、十分な接合がなされ得ないといえます。
従って、アップセット工程の条件(P2圧力とアップセット時間)と引っ張り強度との関係を試験データで積み上げて、最適な条件を設定することが不可欠です。
過去の条件を鵜呑みに条件設定することは禁物です。
(3)異種金属の接合
摩擦圧接は、融点が異なる異種材料(銅と鉄、アルミと鉄など)の接合が可能です。
これは、摩擦圧接が母材の融点以下で接合する固相接合のためです。
ところが、異材同士で摩擦面間に溶融が生じると、接合界面に金属間化合物が生成することで継手強度が低下することがあり、このような異種材料の摩擦圧接は、条件出しが難しいので注意が必要です。
(4)母材の接合面の形状
摩擦圧接において、実際の現場では、接合面での形状のバラツキがあり直角度が出ていない場合があります。(母材が高速切断機などで製作されている場合)
例えば、図3のように接合面が傾いている場合は、摩擦発熱工程で全面接触するのに時間がかかり、発熱する時間が短くなり、発熱量が減少する傾向があります。
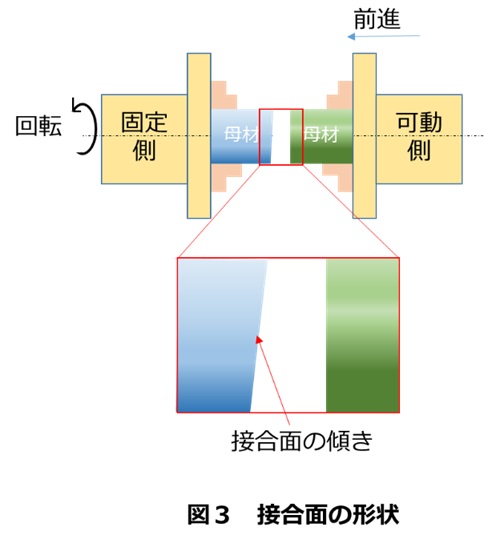
従って、常に一定の加工条件で生産するためには、母材接合面の直角度を出すのが望ましいことになります。
以上、今回は摩擦圧接の条件出しに関する注意点をまとめました。
摩擦圧接での欠陥を防ぐため、参考にして頂ければと思います。
(アイアール技術者教育研究所 T・I)
<参考文献>
- (※1) 蓮井淳 著「摩擦圧接」, 溶接学会誌, 第54巻4号(1985), 213
https://www.jstage.jst.go.jp/article/qjjws1943/54/4/54_4_213/_pdf - (※2) 小川恒一, 上田淳, 加賀精一, 山口博 著「7075 アルミニウム合金の摩擦圧接における圧接条件の検討」, 軽金属, 第41巻8号(1991)、 504-509
https://www.jstage.jst.go.jp/article/jilm1951/41/8/41_8_504/_pdf - (※3) 時末光 著 「摩擦熱応用接合技術」, 軽金属, 第55巻9号(2005), 416-434
https://www.jstage.jst.go.jp/article/jilm/55/9/55_9_416/_pdf