シールドガスを使う溶極式アーク溶接:MAG溶接/MIG溶接の仕組みや特徴などを解説

古くから広く製造現場、建設現場で使用されている接合技術である「溶接」は、モノづくりを支える重要な技術です。今回のコラムは、アーク溶接の中でも溶極式(シールドガス使用)の溶接方法を解説します。
目次
1.アーク溶接の分類
アーク溶接法は、溶接のなかの融接の溶接法です。溶接しようとする部分を加熱し母材のみか、または母材と溶加材(溶接棒など)を融合させて溶融金属を作り、これを凝固させ接合します。
アーク溶接は、電極自身が溶加材となり溶融して消耗する「溶極式」と、電極が殆ど消耗しない「非溶極式」の2種類に分類できます。
今回は「溶極式」のうち、シールドガスを用いて溶接部を大気から保護するタイプの溶接方法について説明します。
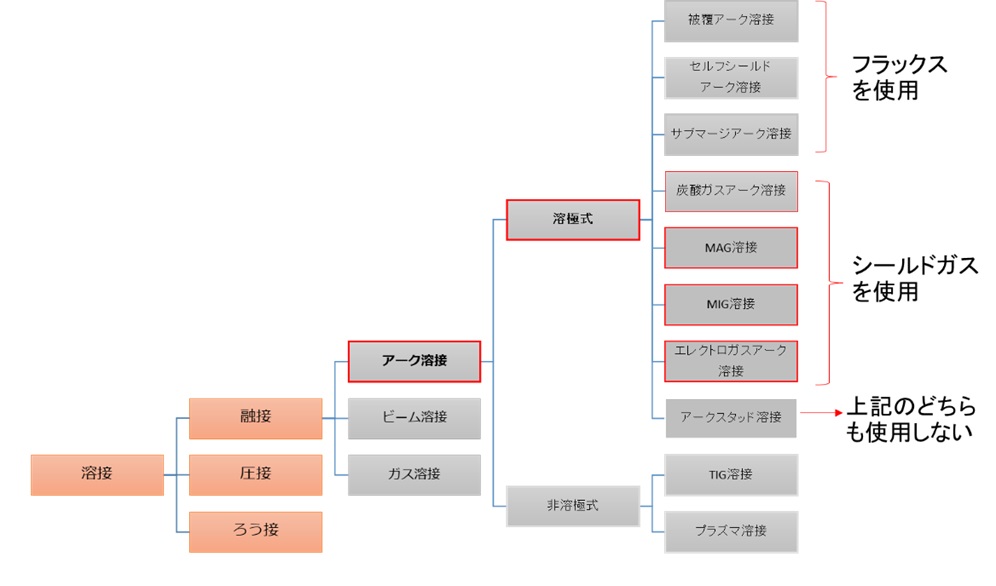
【図1 アーク溶接】
2.MAG溶接・MIG溶接とは?
(1)MAG・MIG溶接の構造・仕組み
MAG溶接とMIG溶接は、自動送給される細径ワイヤ(直径 0.8~1.6mm 程度)と母材との間にアークを発生させて溶接するアーク溶接の分類に属し、ワイヤは自動送給されるため半自動溶接方式です。
ワイヤはアークを発生する電極となり、ワイヤが陽極(プラス)、母材が陰極(マイナス)に接続します。
また、ワイヤ自体が溶融して溶滴となり消耗する「溶極式」です。この溶滴は、母材の溶融部とともに溶融池を形成します。アークと溶融池はシールドガスによって大気(酸素、窒素)から保護される方式です。
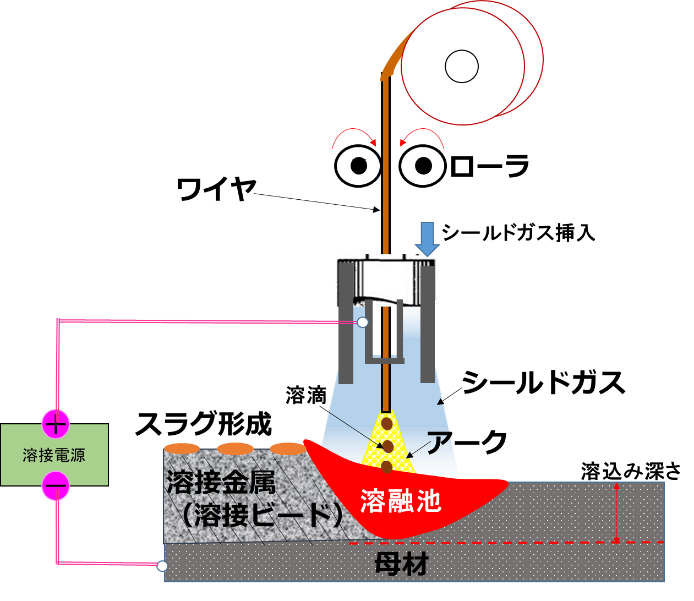
【図2 MIG溶接の仕組み】
《MAG溶接とMIG溶接の違い》
シールドガスの種類により、MAG溶接とMIG溶接の二種類に分類され、溶接する材料の材質によって使用するガスやワイヤを使い分けます。
- MAG(マグ)溶接: 活性ガス(炭酸ガス、または不活性ガスと炭酸ガスの混合ガス)を使用。一般的に、鉄系材料の溶接に適します。
- MIG(ミグ)溶接: 不活性ガス(アルゴン、ヘリウム)のみ使用。アルミ合金などの溶接に適します。
但し、 炭酸ガスのみをシールドガスに用いる溶接法は「炭酸ガスアーク溶接」と呼ばれ、マグ溶接とは区別して使われることもありますが、炭酸ガスアーク溶接はMAG溶接の一種です。
(2)MAG溶接・MIG溶接の特徴(メリット・デメリット)
シールドガスを用いた溶極式アーク溶接であるMAG溶接・MIG溶接のメリットとしては、
- 細径ワイヤに比較的大電流を通電する高電流密度の溶接法であるため、溶着速度が速く、深い溶込みを得ることが可能。
- ワイヤが連続送給されるため、連続溶接が可能。
という点が挙げられます。
一方、MAG溶接・MIG溶接のデメリットは、
- シールドガスを用いるため、横風によるシールド性劣化となり、屋外作業には不向き。(屋外作業などでは防風対策が必要)
- CO2のみをシールドガスに用いると、電流域によりスパッタが多い。
といった点になります。
(3)鉄とアルミの溶接について
ワイヤを陽極、母材を陰極とすると、溶融池から「電子」が飛び出し、それがワイヤ先端に高速で衝突して熱を発し、溶融速度が上ります。つまり、アーク放電の原理です。
溶接の安定化にはこの「電子」が十分に放射することが重要で、電子は溶融池に浮遊する「酸化物」からのみ放射し、これを「陰極点」と呼びます。
《鉄をアーク溶接する場合》
鉄は酸化鉄の膜がない状態で溶接するため、酸素分のない不活性ガスのみによるMIG溶接とすると、溶融池に酸化物が不足し、電子の放射が不十分(=陰極点不足)となりアークは不安定となります。
一方、図3のようにシールドガスに活性ガスを使用するMAG溶接の場合、CO2はCO+Oに分解し、O酸素分が十分にあるので溶融池の表面が一様に酸化鉄(FeO)の膜に覆れ、陰極点が十分あり安定したアークが持続することになります。
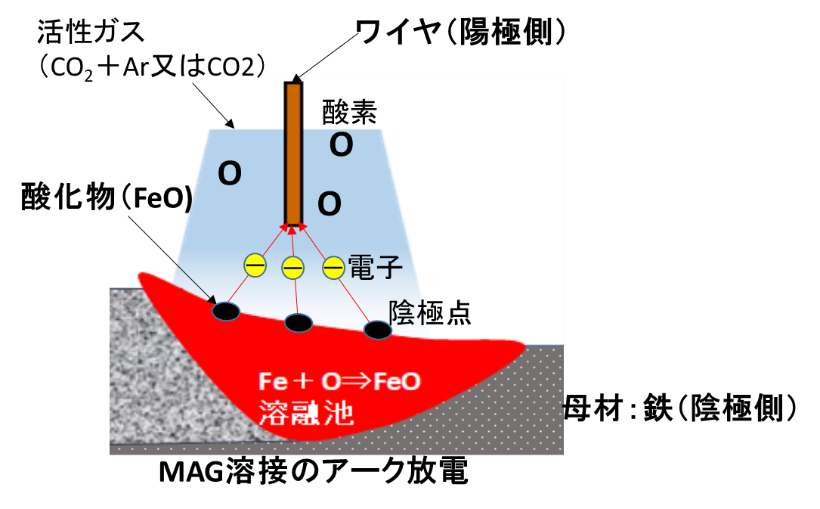
【図3 鉄のアーク溶接(MAG溶接)】
《アルミをアーク溶接する場合》
アルミやチタンは、大気中で酸素と結合して自然に表面に緻密な酸化層が形成しています。
そのため、アルミやチタンの溶接の際は、シールドガスに酸素分のない不活性ガスによる溶接(MIG溶接)でも溶融池の表面に陰極点が十分あり、アークは安定します。
逆に、活性ガスによるMAG溶接を行うと、反応し過ぎてしまい、溶接品質は保証されません。
(4)還元作用
MAG溶接では、陰極点が不足しないよう活性ガスのシールドガスが使われ、溶融池の表面が一様に酸化鉄の膜に覆れることよりアークを安定させます。
一方、溶接金属には一旦これらの酸素が入ってしまうので、このあと酸素の除去(脱酸)が必要となります。この作用のため溶接ワイヤに、予め酸素との親和力の強いマンガンMnやシリコンSiなどの脱酸成分を多く含有させています。
その結果、マンガン、シリコンにより以下のような還元作用が行われます。
- MAG溶接の炭酸ガス成分は、熱分解した酸素成分が溶融金属の中で鉄と反応し、鉄が酸化され、溶融池の表面に酸化鉄が形成されます。
CO2の熱分解⇒CO+O Fe+O⇒FeO ←酸化物が陰極点となりアークを安定化 - 溶接ワイヤに含まれるMn、Siが脱酸剤は、Feより酸素と結びつきやすいため、以下の反応により鉄から酸素を除去します。
(MnとSiの還元作用) Mn+FeO⇒MnO+Fe Si +2FeO⇒SiO2+2Fe
ここで、酸素を取り込んだMnOおよびSiO2は、溶融金蔵の表面に浮上しスラグを形成します。このスラグは溶接後に除去します。
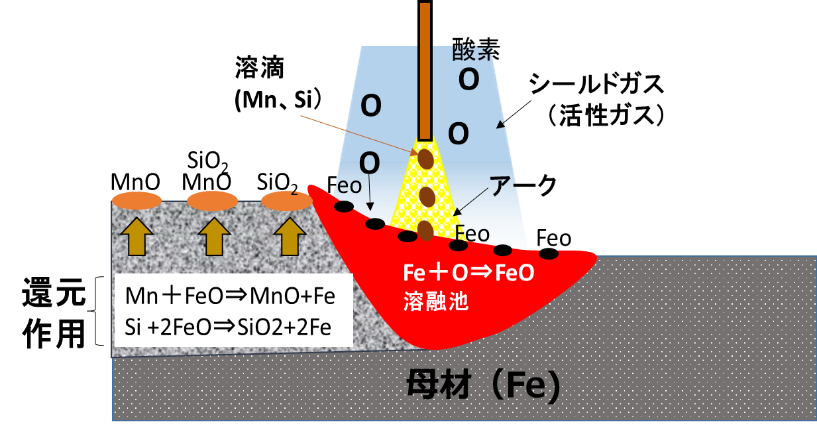
【図4 MAG溶接と還元作用】
3.エレクトロガスアーク溶接
その他、シールドガスを使用する「溶極式」アーク溶接には、エレクトロガスアーク溶接があります。
これは、厚板を立向姿勢で高能率かつ安定した溶込みができる溶接法です。
(アイアール技術者教育研究所 T・I)
併せて読みたい関連コラム:「溶接」特集