電子ビーム溶接の基本はコレだけでOK!(原理・構造・特徴)
溶接は、古くから広く製造現場、建設現場で使用されている接合技術であり、モノづくりを支える根幹となる技術です。
今回は、電子ビーム溶接について説明します。
1.電子ビーム溶接とは
電子ビーム溶接とは電子ビームの運動エネルギーで母材を加熱する溶接方法です。
溶接の分類では、母材を溶融させ、凝固させる融接に属し、ビーム溶接の一つです。
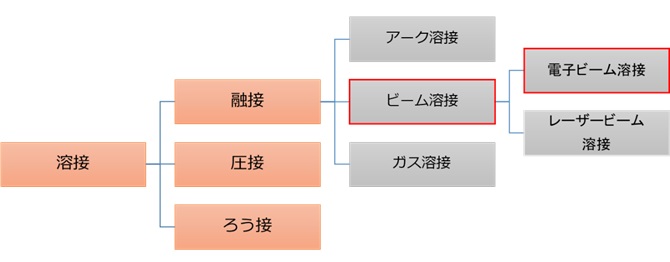
【図1 溶接金属】
電子ビームのエネルギー密度が高いので、融解した金属の蒸発がはじまり、対象の金属表面にくぼみが形成されます。
このくぼみが深くなってできる空洞を「キーホール」と呼び、溶込み深さが最も深くできる溶接法です。
このキーホールと溶融池は、後方で合流して溶接金属(溶接ビード)を形成します。
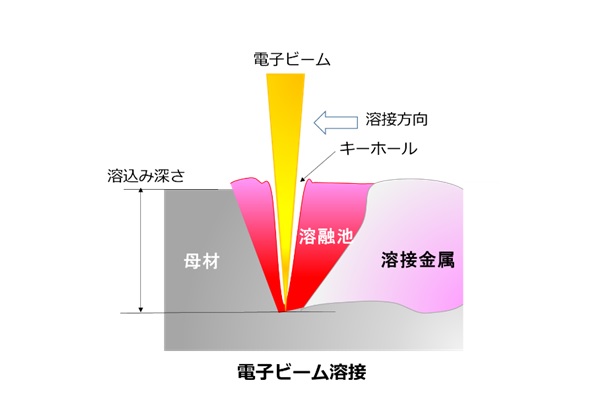
【図2 電子ビーム溶接のイメージ図】
2.電子ビーム溶接の原理・構造
電子ビーム溶接機の構造は、以下の図に示すように電子銃,真空チャンバー、電磁コイル部、ワーク駆動部で構成されています。
真空チャンバーの中で、電子銃で熱電子を高速に加速し、電磁コイル部で収束することによって電子ビームが発生します。
(1)電子銃
溶接用の電子銃は通常三極システムで構成されています。
その三極は、フィラメント(陰極:カソード)、ウェーネルト電極(グリッド)、アノード(陽極)です。
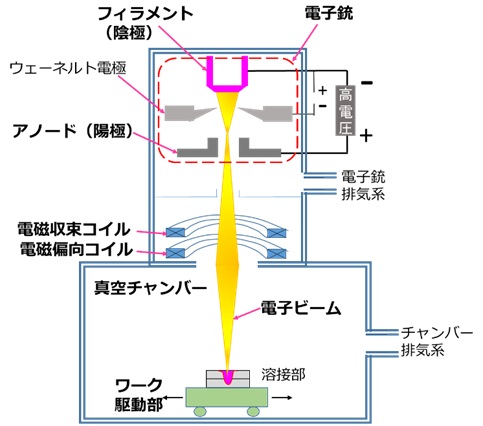
【図3 電子銃】
① フィラメント(陰極:カソード)
加熱電源により加熱されたフィラメントの先端から熱電子が放出されます。
電子は、通常は原子核に束縛されています。この束縛の力は金属により強弱がありますが、加熱すると運動エネルギーを得て、原子核の束縛から離れ、物質外に飛び出してきます。
これを「熱電子放出」と呼んでいます。
飛び出す先は、空気の分子に衝突しエネルギーを奪われないように、電子の飛び出す先は真空中にしておく必要があります。
② アノード(陽極)
上記の熱電子をアノードで加速します。
フィラメントとアノードの電位差は数10kVから150kVの電位差(高圧電源)によって電子は光の速度の約2/3の速さまで加速されます。
③ ウェーネルト電極(グリッド)
ウェーネルト電極のギャップは、フィラメントに対し、マイナスの電圧が掛かっているため、ギャップを通過する際に熱電子が絞られ、熱電子をアノードの穴から外れないようにします。
(2)真空チャンバー
電子銃部、電磁コイル部、溶接部は高真空の状態にします。
この周辺の領域を高真空にしないと、フィラメントから放出した熱電子の回りに気体が存在することになり、熱電子が分子に衝突してエネルギーを失ったり、方向が変わったりします。
この結果、溶接の溶込み深さが減少するなど品質が悪化します。1.3×10-2Pa 以下の高真空状態が適切です。
(3)電磁コイル部
レーザ溶接では、光学レンズを使用しレーザビームを集光します。
一方、電子ビーム溶接は、電磁収束コイル(電子レンズ)により電磁界の作用を利用して、電子ビームを収束します。
電磁収束コイルの下側に、電磁偏向コイルを設置して電磁気的な力で電子ビームが母材に衝突する位置を微細に調整します。
3.電子ビーム溶接の特徴(メリット・デメリット)
他の溶接にない特徴として、真空中でエネルギー密度が高いビーム溶接を行うということです。
これにより、以下のメリット、デメリットがあります。
電子ビーム溶接のメリット
- 気体分子との衝突によるエネルギー損失を防止出来るので、レーザ溶接よりもビームエネルギーの損失が少ない。
- 溶接対象物の溶接部の酸化と窒化を抑えた溶接が可能。例えば、酸化又は窒化に弱いチタンの溶接も可能。
- ビード幅に対し、非常に深い溶け込みが可能。(レーザ溶接、プラズマ溶接よりも深い溶接が可能)
- 入熱範囲が狭いため、溶接対象物に与える熱歪みが少ない。
電子ビーム溶接のデメリット
- 磁性材料は電子ビームが曲がる為、溶接が不可能。脱磁後でも溶接が不可能な場合もあり。
- 真空チャンバの大きさにより母材サイズに制限がある。
- 真空引きと大気開放に時間がかかるため、量産ラインで使用すると生産性が悪化する。
ということで今回は、電子ビーム溶接の基礎知識を整理しました。
前回解説した「レーザービーム溶接」の記事と併せて読むことで、2つのビーム溶接の相違点や特徴を理解しておきましょう。
(アイアール技術者教育研究所 T・I)
併せて読みたい関連コラム:「溶接」特集