レーザー溶接の基礎知識・まとめ解説(基本原理・溶接機の仕組み・種類と特徴)
目次
1.レーザー溶接とは?
レーザー溶接とは、溶接したい金属(ワーク)にレーザー光を集光して照射することにより金属を局部的に溶融させた後、それを凝固させることで接合する溶接法のことです。
【図1 レーザー溶接】
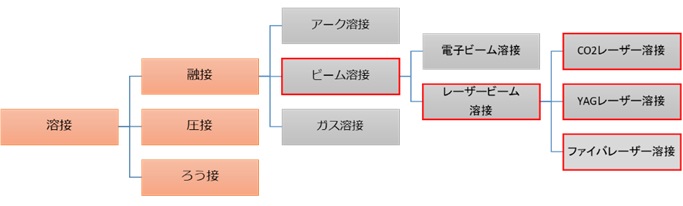
溶接の中では、母材を溶融させ、凝固させる「融接」の分類に属し、ビーム溶接の一つです。
そのため、「レーザービーム溶接」とも呼ばれています。
太陽光と異なり、レーザー光は単色光であり、レンズにより狭い面積に高密度の光エネルギーを集中でき、焦点温度を数万度まで上げることができます。
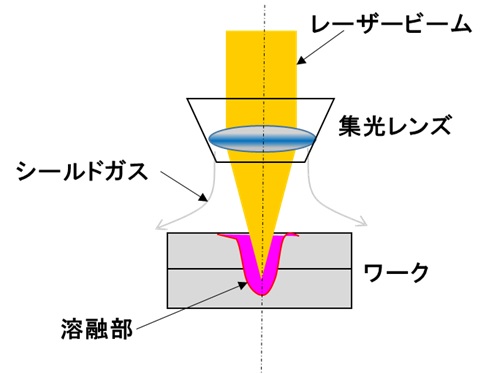
【図2 レーザービーム溶接】
2.レーザー溶接機の構造
レーザー溶接機は、レーザー発振器、光路、レーザー集光部、駆動部、シールドガス系で構成されています。
- 発振器で発振されたレーザービームは光路を通じて集光光学系へ導入。
- レーザー集光部は集光レンズ等によりレーザービームを適切なサイズへ集光。
- 溶接部にアルゴン、ヘリウムなどのシールドガスを吹付けることより、溶融部の酸化等を防ぎ、スパッターを軽減。シールドガスはボンベより供給。
- 駆動部によりワークが移動することにより溶接が進行。
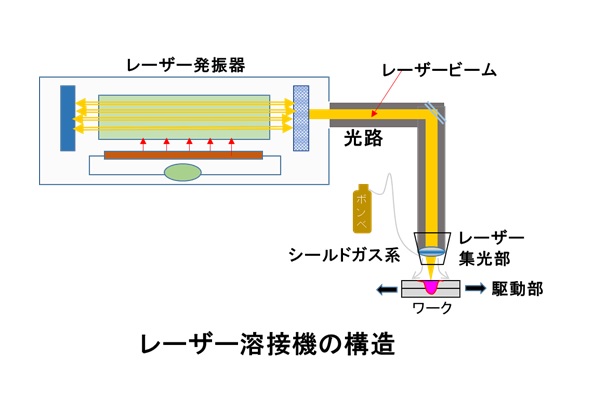
【図3 レーザー溶接機の構造】
3.レーザー光発生の基本原理
レーザー光の基本原理は、1917年にアインシュタインが提唱した誘導放出を応用した技術です。
①基底状態
最低エネルギーでもっとも安定した状態(E1のエネルギー)のことを基底状態と呼びます。
通常は、レーザー媒質中に安定状態である基底状態(E1のエネルギー)の原子が多く存在します。
②光の吸収(励起状態へ)
原子が外部からのエネルギー(光等)を吸収すると、電子がいったんエネルギーの高い外側の軌道に飛び励起状態(E2のエネルギー)に変化します。
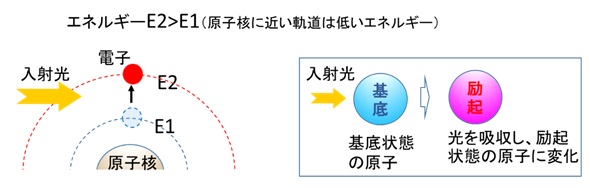
【図4 光の吸収】
③自然放出
励起状態(E2エネルギー)の原子が一定時間後に光を放出して再び基底状態(E1のエネルギー)に戻ります。
この光を「自然放出光」と呼びます。
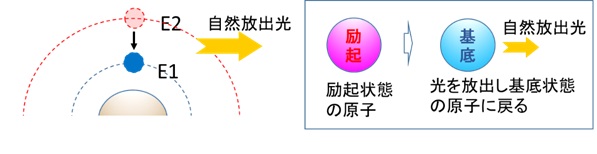
【図5 自然放出】
④誘導放出
この自然放出光が他の励起状態にある原子に入射すると、その原子は自然放出光に刺激されて基底状態に戻ります。
このときに発生する光を「誘導放出光」と呼び、入射光と同じ向きに光のエネルギーが増幅されます。
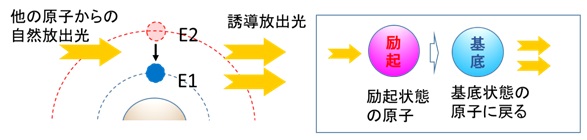
【図6 誘導放出】
⑤反転分布
通常は、基底状態の原子は励起状態の分子より数が多いですが、強力なエネルギー供給(励起源)により、励起状態の原子数が増え(ポンピング)、基底状態の原子数を上回った反転の状態に変化します。
これを「反転分布状態」と呼びます。
反転分布状態では、励起状態の原子への光の入射と誘導放出が次々に発生し、光が増幅され、進行方向が等しく位相のそろった光が得られます。
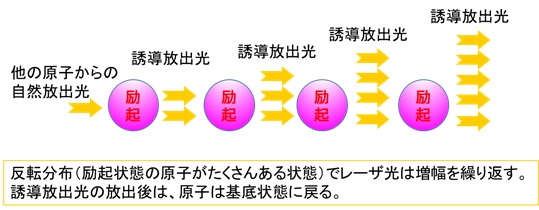
【図7 反転分布】
4.発振器のしくみ
レーザ-発振器からどのように光が増幅し、レーザー光が放出されるかについて説明します。
1)誘導放出光の発生
①反転分布状態に変化
レーザー媒質に対する強力なエネルギー供給(励起光源)により、 “反転分布状態”にします。励起光源は、ランプや、半導体レーザが使用されます。
②誘導放出の開始
励起状態の原子が多いため、誘導放出が開始し、連鎖反応的に同一方向の光の増幅が起こります。しかし、この段階では、レーザー媒体で発生した光の方向が一定でなく、光の強さはまだ不十分です。
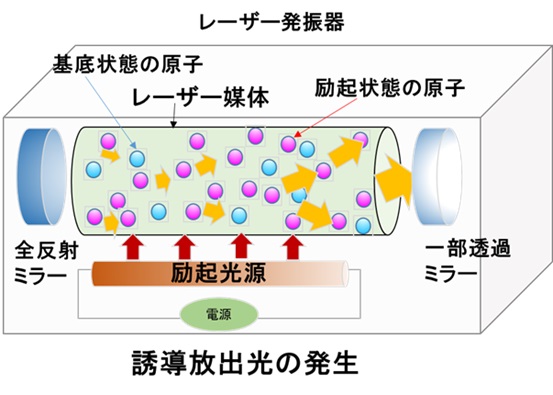
【図8 誘導放出光の発生】
2)レーザ光の放出
図に示すように、レーザー媒体を2枚のミラーで挟み込みます。レーザー媒体から発生した光をミラーで反射させ、光を往復させることにより、一定方向の強い光に増幅されます。
光が一定以上の強さになると片側の一部透過ミラーからレーザー光が放出します。
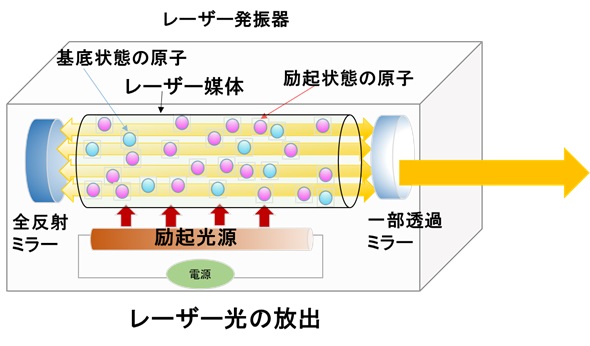
【図9 レーザ光の放出】
5.レーザ溶接機の種類
発振器のレーザー媒体により気体と固体の種類があります。
1)気体レーザー(炭酸ガスレーザー)
「気体レーザー」は、レーザー媒体に気体を使用しているものです。
最も広く使用されているのが「炭酸ガスレーザー」です。発振管内には二酸化炭素の他に、窒素(N2)、ヘリウム(He)も含まれています。
共振器内に封じ込めたガスに放電することでガス分子を励起し、レーザ光を発光させる方式です。
2)固体レーザー(YAGレーザー、ファイバレーザー)
「固体レーザー」は、レーザー媒体に固体を使用しているものです。
励起光源(ランプやLD[半導体レーザ])をレーザ媒体に照射すると、その光を吸収したレーザ媒体が独自の光を発光します。
固体レーザーで最も広く使用されているのが「YAGレーザー」です。
YAGは、Y(イットリウム)・A(アルミニウム)・G(ガーネット)という結晶の略です。
この結晶にNd(ネオジム)元素をドーピング(添加)して励起状態にします。
また、「ファイバレーザー」も固体レーザーの一種で、光ファイバーを媒体に用いたものです。
6.レーザ溶接の特徴(長所・短所)
集光レンズにより高密度化されたエネルギーで局部加熱が可能であり、アーク溶接と比較して、溶込みが深く、短時間で接合可能になります。そのため、溶接歪が少なくなるメリットがあります。
一方で、強力なレーザー光に対する安全対策が必要です。
レーザー光は目に見えない危険な光ですので、専用の安全メガネを着用するか、反射作用のあるカバーで溶接工程を覆うなど、レーザー光から身を守る対策が必要となります。
具体的には、日本工業規格「レーザ製品の放射安全基準」JIS C 6802に従う必要があります。
(アイアール技術者教育研究所 T・I)
併せて読みたい関連コラム:「溶接」特集