インフレーション成形とは?プロセスの概要、Tダイ法との違いなどを解説

フィルムの成形方法として、インフレーション法とTダイ法(Tダイキャスト成形法)があります。
今回は、インフレーション成形の基礎知識についてご紹介します。
[※関連記事:押出成形によるシート/フィルムの製造方法とは|Tダイ法、多層押出など要点解説 はこちら]
1.インフレーション成形とは
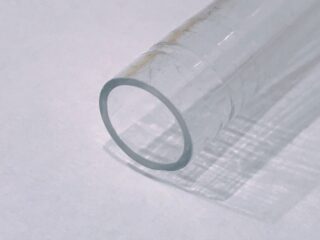
レジ袋やゴミ袋は、袋下部がヒートシール(熱溶着)されていて、底から漏れない構造になっていますが、横方向には下部のような継ぎ目がありません。これはインフレーション成形で筒の形状に成形しているためです。では、どのようにして筒の形状にしているのでしょうか?
プラスチックの成形方法は、射出成形など様々な方法がありますが、インフレーション成形は押出成形の一種です。
インフレーション成形法の流れ(プロセス)
一般的なレジ袋やゴミ袋に使用されている樹脂はポリエチレンです。
まず、ポリエチレンのペレットを押出機のスクリューで加熱溶融し、混錬したものをスクリュー先端の出口から押出します。筒状の金型に押し出された樹脂は、筒の内部に送り込まれた圧縮空気によって金型のサイズよりも膨らみます。
樹脂を押出しながら空気で膨らませ続けることで筒状のフィルムが得られ、そのフィルムを空気で冷却して固化することにより、一定のサイズを維持しています。
また、筒の内部に送り込む空気量を調節すると、筒の直径を変えることができるため、多様なサイズの筒状フィルムを作ることができます。空気を送り込んで横方向に延伸し、巻取り方向に引き伸ばして縦方向に延伸することで、延伸前に絡まりあっていたフィルムの分子鎖は配向し、結晶化します。その結果、フィルムに強度が得られ、扱いやすいフィルムになります。
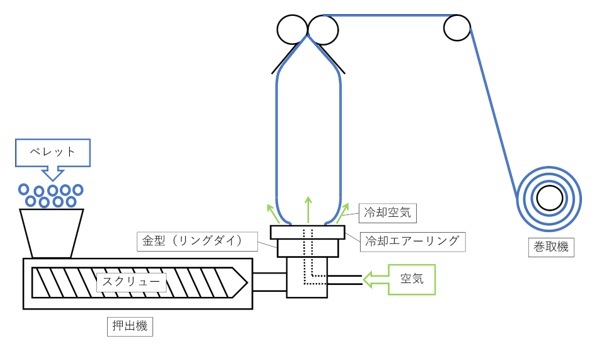
【図1 インフレーション成形機の構成】
巻き取られた筒状のフィルムをヒートシール、切断すると、レジ袋やゴミ袋が出来上がります。
筒状のフィルムの両端、または片端のみを切断した場合は、筒状ではないフィルムとして使用されます。
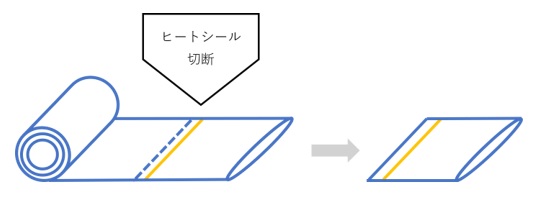
【図2 ヒートシール・切断工程】
2.インフレーション成形のポリプロピレンフィルム
ポリエチレン以外の樹脂もインフレーション法で成形できます。
しかし、ポリプロピレンは空気冷却ではフィルムの透明度が低くなるため、水で冷却しています。
水は空気よりも冷却速度が速いので、冷却速度によって結晶化構造が変化するポリプロピレンでも透明性に優れたフィルムを得ることができます。
インフレーション成形でフィルムを空気冷却する場合、日本では金型から上方向への押出しが主流ですが、水冷の場合は下方向に押出します。
ポリプロピレンのインフレーションフィルムは「IPPフィルム」、袋は「IPP袋」と呼ばれます。
「IPP」は”Inflation Polypropylene“の頭文字で、食品包装等に使用されています。
3.インフレーション法とTダイ法の違い(メリット/デメリット)
インフレーション法とTダイ法のメリット・デメリットを比較すると、次のようになります。
インフレーション法では設備費が安価ですが、風船のように膨らませて成形するため、Tダイ法よりもフィルムの厚さの精度は劣ります。また、透明性も少し落ちます。
一方、Tダイ法で成形したフィルムは、厚さ精度、透明性が優れていますが、設備費がインフレーション法よりも高価であることなどの欠点もあります。
それぞれの方法の特徴を考慮して、用途等に応じて最適な成形方法を選択する必要があります。
(日本アイアール株式会社 特許調査部 K・H)
《引用文献、参考文献》
- 1)高野菊雄 著 「これでわかるプラスチック技術」 工業調査会
- 2)沢田慶司 著 「わかりやすい押出成形技術」 工業調査会
- 3)(地独)大阪産業技術研究所プラスチック読本編集委員会、プラスチック技術協会 共編 「プラスチック読本」 プラスチックス・エージ
- 精密押出成形技術入門(講師:金子隆 氏)