熱処理「焼入れ」の原理とプロセスを基礎から解説!

「焼入れ」とは、金属を加熱してから急速に冷却することで硬度を高める熱処理技術です。刃物の製造など、古くから様々な分野で使用されてきました。現在でも、自動車部品など、より高度な要求に対応する熱処理技術として広く活用されています。
本記事では、焼入れの原理を基礎からわかりやすく解説します。
1.熱処理技術における「焼入れ」の位置づけ
「熱処理」とは、金属材料を一定の温度に加熱し、その後冷却することで材料の内部組織(結晶構造)を変化させ、機械的性質や物理的性質を調整する加工技術です。
鉄鋼材料をはじめとする金属素材は、構造部材や機械部品、工具などさまざまな用途に使用されますが、これらに求められる性能(例:硬度、靱性、耐摩耗性、加工性、耐食性など)は多岐にわたります。熱処理を行うことで、これらの性能を目的に応じて最適化することが可能になります。
熱処理は図1に示すように大きく分けると全体熱処理と表面熱処理があります。
「焼入れ」は、全体熱処理の中で最も広く使用されている技術(一般熱処理)の一つです。
![熱処理の種類・分類[全体熱処理/表面熱処理]](https://engineer-education.com/wp/wp-content/uploads/2025/06/production-engineering-63_quenching_iron-carbon-equilibrium-diagram01.jpg)
【図1 熱処理の種類(分類)】
2.《前提知識》熱処理の基本的なプロセス
熱処理は単なる「加熱・冷却」の工程ではなく、温度と時間、冷却速度を厳密に制御する必要があります。
代表的な工程は図2に示すように、[加熱⇒保持⇒冷却]の3ステップです。
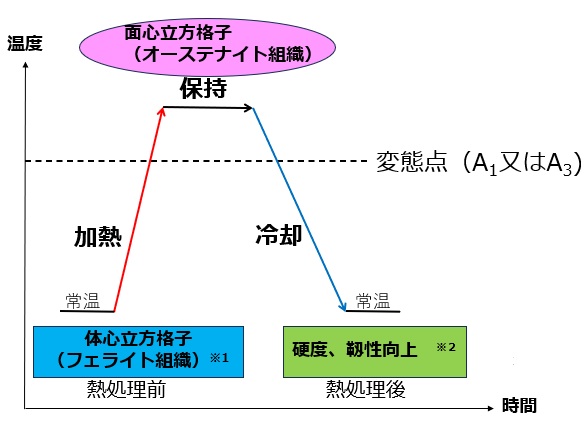
【図2 熱処理のステップ】
【補足説明※1】
熱処理前の組織は、実際にはフェライトとセメンタイトが層状に並んでいる「パーライト組織」です。
亜共析鋼ではパーライト組織+フェライト、共析鋼ではパーライトのみ、過共析鋼ではパーライト組織+セメンタイトです。
但し、共通して言えることは、この中のフェライトは体心立方格子の構造を持つことです。
【補足説明※2】
熱処理後の組織は、冷却速度により異なります。
(1)加熱ステップ
加熱ステップは、金属を常温から、所定の温度まで加熱する工程です。温度の設定は、材料の種類や目的とする組織により異なりますが、結晶構造が変化する変態点(A1またはA3)以上に加熱します。
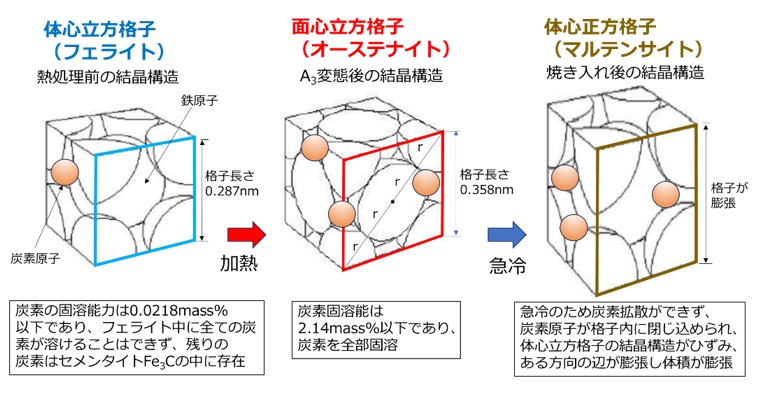
鉄鋼材料は、変態点以上の温度に加熱すると、図3に示すように結晶構造が変化します。
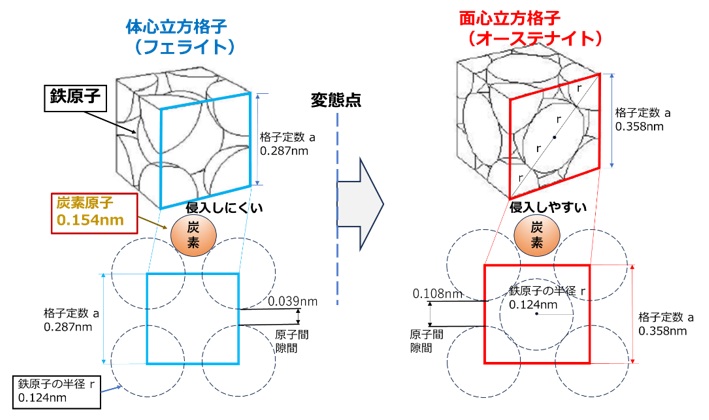
【図3 加熱ステップでの結晶構造変化】
[体心立方格子(フェライト組織)※1⇒面心立方格子(オーステナイト組織)]
結晶構造の変化により、炭素は鉄原子の原子間隙間に侵入しやすくなり、固溶能力を0.0218mass%⇒2.14mass%に約100倍拡大させます。熱処理とは結晶構造の変化を利用するものなのです。
[※関連記事:熱処理による鉄の結晶構造変化がわかる!鉄-炭素系平衡状態図で丁寧に解説 ]
(2)保持ステップ
保持ステップは、加熱した温度を一定時間保持する工程です。
熱処理前の材料(圧延したままの材料)は、組織が荒く、炭素のバラつきも多い状態です。均一な組織にするためには、鉄鋼材料(炭素鋼)に含有された炭素原子を一度、鉄原子の中に溶け込ませる必要があります。
加熱ステップで結晶構造がオーステナイトに変化したことより、炭素の固溶能力が拡大され、オーステナイト中に炭素が溶け込みやすくなります。但し、炭素が溶け込むには、一定の時間が必要になります。
保持ステップは、この溶け込みやすい状態を一定時間保持することで、結晶粒が均一化されます。
保持時間は材料の厚さに比例することが多く、厚い素材ほど長い保持時間が必要になりますが、1時間以上必要になる場合が多いです。
(3)冷却ステップ
オーステナイト状態から冷却する工程です。
焼なまし、焼ならし、焼入れの熱処理は、冷却速度の相違によるものです。さらに、図4に示すように、熱処理後の組織が冷却速度で異なります。
- ① 焼なまし: 炉冷却(ゆっくりと冷却)する熱処理で、粗粒パーライト組織になります。
内部応力が除去され、組織が軟化し加工性が改善します。 - ② 焼ならし: 空冷(比較的早めに冷却)する熱処理で、微細パーライトになります。
組織が均一化し、内部応力は除去され、硬度が向上します。 - ③ 焼入れ: 水冷又は油冷(急速に冷却)する熱処理で、マルテンサイト組織になります。
組織が均一化し、硬度は最も向上しますがが、靭性が低下します。
[※関連記事:3分でわかる 炭素鋼と熱処理の基礎知識 ]
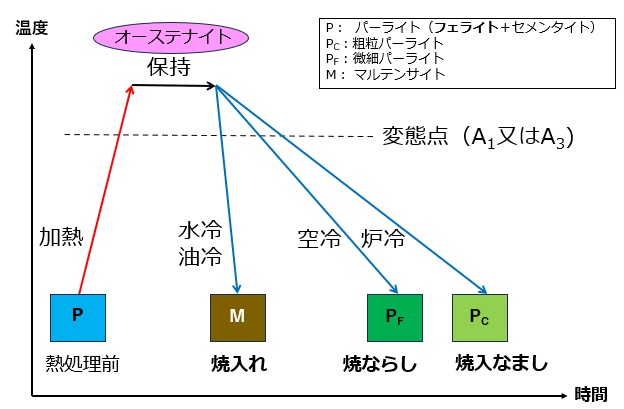
【図4 冷却速度と熱処理後の組織の関係】
3.焼入れの原理
(1)鉄-炭素系平衡状態図と各ステップの状態
炭素鋼は、炭素濃度によって、「亜共析鋼」、「共析鋼」、「過共析鋼」に分類されます。
ここでは、亜共析鋼である「S45C」の熱処理の例で焼入れの原理を説明します。S45Cは炭素濃度0.45%の炭素鋼(亜共析鋼)で、ボルト、ナットなど様々な用途で広く使用されています。
[※関連記事:主な炭素鋼の特徴と使い分けのポイント(SPC材/SS材/S-C材) ]
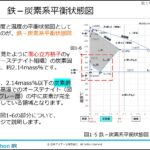
図5の鉄-炭素系平衡状態図に示すX赤線、X青破線(S45C)に沿って温度を上昇、下降させて説明します。
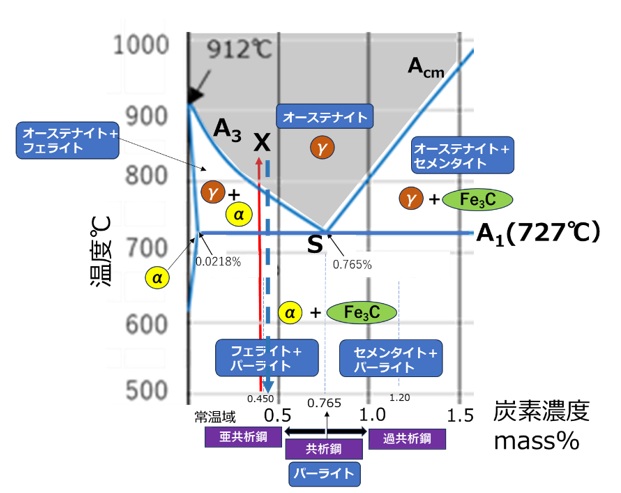
【図5 鉄-炭素系平衡状態図(炭素鋼)】
① 熱処理前の常温域の状態
図5のX赤線(S45C)の常温域は、フェライト+パーライト(フェライトとセメンタイトが層状に並んでいる組織)であり、常温域ではフェライト(α-鉄)は体心立方格子の構造になっています。
S45Cは炭素濃度が0.45%なので、フェライトつまり体心立方格子の炭素固溶能力0.0218mass%以下であり、フェライト中に全ての炭素が溶けることはできず、残りの炭素(0.45 -0.0218 mass%)はセメンタイトFe3Cの中に存在している状態です。
② 加熱ステップ(結晶構造変化)
図5のX赤線に沿って常温域から加熱します。
S45Cのような、亜共析鋼では、A1変態点を通過し、高温のA3変態点より高い温度で加熱します。具体的にはS45CのA3変態点は図5より780℃位ですから、焼入温度範囲は820℃付近に加熱します。
A1、A3変態点以上では、以下のように結晶構造が変化し、オーステナイト(γ -鉄)になります。
体心立方格子(フェライト組織)⇒面心立方格子(オーステナイト組織)
面心立方格子は原子間の隙間が大きいため、炭素が多く固溶されるようになり、固溶能力を0.0218mass%⇒2.14mass%に約100倍拡大させます。従って、S45Cの炭素濃度0.45 mass %の全ての炭素は、オーステナイト組織内の鉄原子の中に溶け込むことが可能になります。
③ 保持ステップ(オーステナイト中に炭素が溶け込み)
焼入温度範囲820~870℃の温度で一定時間保持し、オーステナイト中に炭素が全て溶け込むことで結晶粒が均一化されます。但し、炭素が溶け込むには、一定の時間が必要になり、厚い素材ほど長い保持時間が必要になりますが、最低でも1時間以上必要になります。
④ 冷却ステップ(マルテンサイトの生成)
図5のX青破線(S45C)に沿って高温のオーステナイト域温度から水冷又は油冷(急速に冷却)し、焼入れ後は以下のように結晶構造が変化します。
面心立方格子(オーステナイト組織)⇒体心正方格子(マルテンサイト組織)
なお、マルテンサイトは非平衡状態下で形成される相のため、図5に示す鉄-炭素系平衡状態図のような安定した相として現れない相です。
焼入れではどうして、このような現象が発生するのでしょうか。
(2)焼入れでマルテンサイトになる原理(仕組み)
面心立方格子(オーステナイト組織)状態では、炭素固溶能力2.14mass%以下であり、S45C炭素濃度が0.45%の炭素を全部固溶しています。
この状態で急激に冷却し、A1変態点に達すると、通常は元の体心立方格子に(フェライト組織)に戻ろうとするとどうなるでしょうか?
体心立方格子の固溶能力は0.0218mass%以下なので、炭素濃度0.45%のS45Cの炭素原子は通常「固溶できない」状態です。通常(ゆっくり冷却する場合)は、オーステナイト組織から炭素が拡散する時間がありますが、焼入れは急激に冷却しているため、炭素の拡散が全くおこなわれません。
その結果、体心立方格子に結晶の格子が無理やり変形することになります。炭素原子が格子内に閉じ込められることによって、体心立方格子の結晶構造がひずみ、ある方向の辺が膨張し体積が膨張すると言われています。
これにより体心立方格子(フェライト組織)ではなく、図6に示すような結晶構造が縦長に変形した体心正方格子となります。この体心正方格子の組織を「マルテンサイト」と呼びます。
このように無理やり狭い格子に炭素原子を閉じ込めることによって、生成したマルテンサイト組織は膨張し多くの格子欠陥を持った組織となります。さらに炭素濃度が大きくなると体積の膨張も進みます。(表1)
焼入れ時の冷却の秘訣は、オーステナイトの高温状態から250℃(Ms点)くらいまで急冷し、その後Ms点以下の温度はゆっくり冷却することです。マルテンサイトの実際の変態開始温度はMs点のため、ゆっくり冷やす必要があるためです。
【表1 マルテンサイト生成に伴う体積変化 ※引用1) 】
| 炭素鋼の炭素濃度(%) | 0.10 | 0.30 | 0.60 | 0.85 | 1.00 | 1.30 | 1.70 |
| 体積変化率(%) | +0.113 | +0.404 | +0.923 | +1.227 | +1.557 | +2.376 | +3.781 |
(3)マルテンサイト組織の特徴
一般に金属が硬化する代表的な仕組みは、結晶格子がひずむことにより、多くの転位(格子の欠陥)によることが知られており、マルテンサイトはまさに、この仕組みにより硬化したものです。
さらに、焼入れによるマルテンサイト組織は、急速に冷却されることにより組織が微細化します。一般に早く金属を冷却すると、冷却される際に大きな結晶が成長する時間がなく、代わりに結晶が微細化します。また金属組織の性質として、微細化により硬度はさらに向上します。
つまり、焼入れによるマルテンサイト組織は「格子の欠陥+微細化」により非常に硬い組織になります。一方で、格子の欠陥により脆い組織になります。
なお、保持ステップで均一化された組織を急速に冷却することにより結晶は成長しないので、組織は均一化されます。
但し、マルテンサイト組織のままでは脆いので、焼戻しが必要になります。
【図6 焼き入れの結晶構造変化】
4.焼入れ温度と硬度
(1)焼入れ温度範囲
焼入れは、上述のようにオーステナイトの状態まで加熱・保持し、急冷してマルテンサイトを生成させる熱処理です。
但し、加熱温度を間違えると、マルテンサイト組織の劣化につながるので注意が必要です。
加熱温度は、炭素鋼の種類(亜共析鋼、共析鋼、過共析鋼)により異なるため、分けて説明します。
図7に鉄-炭素系平衡状態図で、赤のハッチング領域に焼入れ温度範囲を示します。
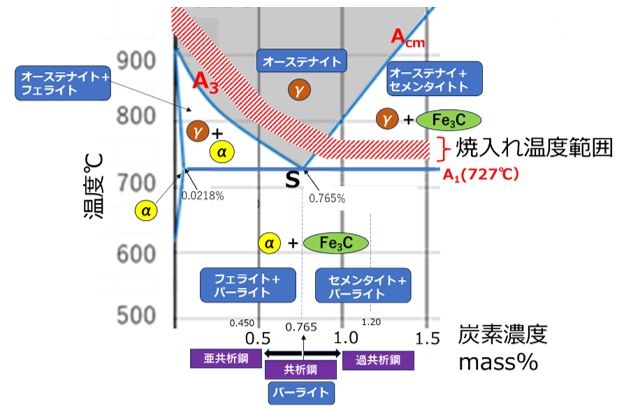
【図7 焼入れ温度範囲 ※参考文献3)をもとに作成】
① 亜共析鋼
S45Cのような亜共析鋼では、オーステナイト(γ -鉄)単層となるA3線(A3変態点)の+30℃~+50℃の温度範囲まで加熱します。
一方で、オーステナイト(γ -鉄)とフェライト(α-鉄)の領域になっているA3線とA1線の間で加熱で保持すると、急冷後にオーステナイトはマルテンサイトに変態しますが、フェライトは変態しないため、マルテンサイトと軟らかいフェライトの混合組織になるため所定の硬さになりません。
② 共析鋼
オーステナイト(γ -鉄)単層となるA1線(A1変態点)の+30℃~50℃の温度範囲です。
③ 過共析鋼
Acm線とA1線の間であるオーステナイト(γ -鉄)とセメンタイト(Fe3C)の領域で加熱します。Acm線以上の温度で加熱すると結晶粒が粗大化し、靱性が低下してしまいます。
従って、過共析鋼はA1線の+30℃~50℃の温度範囲で加熱する必要があります。
(2)焼入れ硬度
焼入れ後の硬さ、つまりマルテンサイト組織の硬さは、図8に示すように焼なまし(球状化焼なまし)、焼ならしに比べはるかに硬いことがわかります。さらに、マルテンサイトは炭素濃度の増加に伴い硬くなる傾向があります。
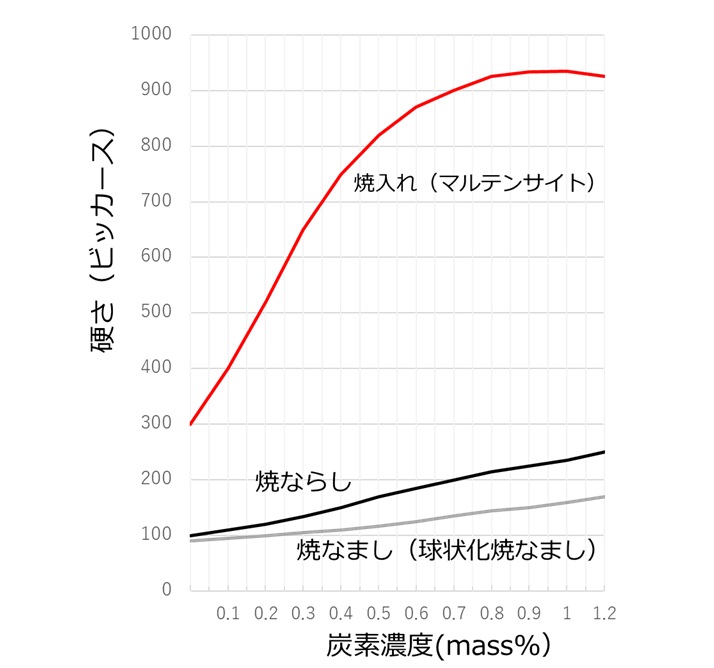
【図8 熱処理後の硬さ比較 ※参考文献4)をもとに作成】
5.焼戻し
焼入れ後のマルテンサイトは硬い組織ですが、脆いためそのままでは使用できません。
そこで、焼入れ後ある温度で再加熱する焼戻しを行う必要があります。
焼戻しの目的は、硬さの調整、延性の回復、残留応力の軽減です。
(1)焼戻しの原理
前述しましたように、マルテンサイト組織は、無理やり狭い格子に炭素原子を閉じ込めることによって、多くの格子欠陥を持ち、残留応力が大きくなっている組織です。このマルテンサイト組織を再加熱することにより、マルテンサイトから過飽和に固溶されていた炭素が吐き出され、安定な組織に近づいていき、残留応力が軽減していきます。これが焼戻しの原理です。
(2)焼戻しの加熱温度
焼戻しの加熱温度は、A1変態点(727℃)以下で行います。
A1変態点より高い温度に加熱すると結晶構造が変化しオーステナイト組織が生成してくるので軟化してしまうためです。
一方で、焼戻しの加熱温度は避けるべき温度域があります。炭素鋼では250~350℃の範囲です。この温度域で焼戻しを行うと靱性の著しい低下が起こります。
焼戻しの種類は、低温焼戻しと高温焼戻しの2種類あります。
低温焼戻し
焼入れ後に150~200℃に1時間程度を目安に加熱する方法です。
加熱温度が低いので、硬さの低下を抑え残留応力が低減できます。
硬さや耐摩耗性が要求される炭素工具鋼などに用いられます。
高温焼戻し
焼入れ後に500~600℃に1時間程度を目安に加熱する方法です。
加熱温度が高いので、硬さはやや低下しますが、延性や靱性は向上します。
強靱性が要求される機械構造用鋼などに用いられます。
6.まとめ
最後に、本記事で解説してきうた「焼入れ」の最重要ポイントを簡単におさらいしましょう。
- 熱処理は、加熱により変態点で結晶構造が変化することを利用した処理で、加熱・保持後の冷却速度の相違で、焼なまし、焼ならし、焼入れになる。
- 焼入れは、オーステナイトの状態まで加熱・保持し、急冷してマルテンサイトを生成させる熱処理である。
- マルテンサイト組織は、非常に硬い組織が脆いため焼戻しが必要になる。
熱処理技術を扱う方は、原理からしっかりと理解しておくことが重要です。
(アイアール技術者教育研究所 T・I)
《引用文献、参考文献》
- 1)田中 良平, 「鋼の熱処理と変態」,精密機械 46巻(1980)10号
- 2)石毛 健吾, 「特集/やさしく知る特殊鋼の熱処理(Ⅱ.熱処理の種類、1.一般熱処理)」, 特殊鋼 64巻(2015)4号
- 3)中村 勲, 「鉄鋼の熱処理概論」, ぷらすとす 4巻(2021)38号
- 4)牧 正志, 「鉄鋼の相変態 ―マルテンサイト変態編Ⅰ」, まてりあ 54巻(2015)11号
- 5)山形精研株式会社(WEBサイト)「金属材料の基礎講座」
https://yamagataseiken.co.jp/pages/75/