

電動機の劣化メカニズムと保守のポイント《三相誘導電動機の基礎③》
電動機コラム3回目の今回は、三相誘導電動機の劣化メカニズムと保守についてです。
《前回までの復習》電動機(モータ)の基本構造
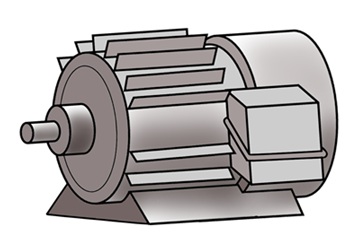
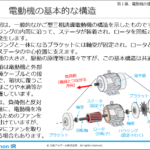
劣化、故障部位をきちんと理解するために、もう一度、典型的なかご型三相誘導電動機の構造を見ておきましょう。
ハウジングはブラケットで完全に密閉されていて、外部からの水分や埃等の侵入を防いでいます。ハウジングの外に突き出した回転軸に取り付けられた外扇によって放熱フィンに沿って風を送り冷却します。
大きさ(出力)や冷却構造、さらには人に対する保護、塵埃侵入、水の侵入に対する保護のレベル等によって様々な型があります。
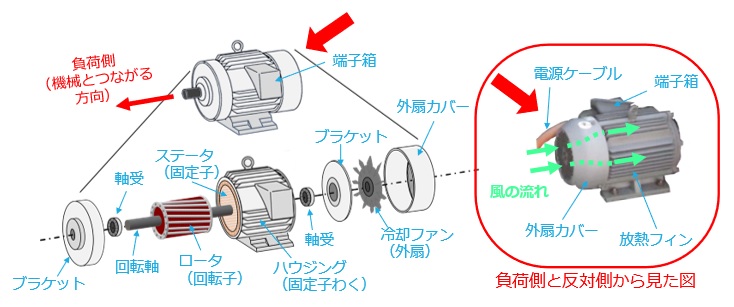
【図1 電動機の基本的な構造】
ステータ(固定子)は、ハウジングに固定され、回転磁界を発生させる役割を持ち、切込みのある鉄心に絶縁材で被覆した銅線コイルが納められています。
コイルの巻き方によって極数を変えることができます。
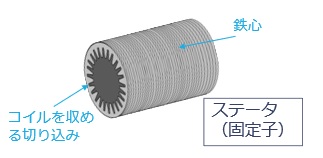
【図2 ステータ(固定子)】
ロータ(回転子)は、切込みのある鉄心を収める導体棒(ロータバー)の両端を短絡環という導体の輪で接続した構造となっています。
ロータバーと短絡環の形状がかごのような形をしていることから、「かご形誘導電動機」と呼びます。
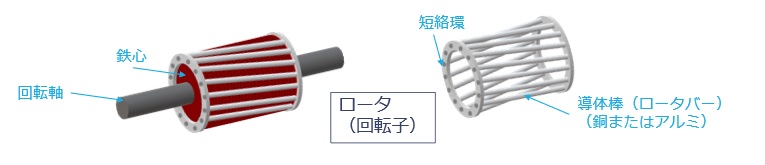
【図3 ロータ(回転子)】
かご型はこのように形が単純で、ロータを外部と電気的に接続する必要もないことから、堅牢で故障が少ないため、回転機械の駆動機として最も広く用いられています。
1.誘導電動機(誘導モータ)の劣化の傾向とメカニズム
誘導電動機の故障部位は、半分弱が軸受で、約3分の1が巻線関係だという統計があり、さらにかご型三相誘導電動機についての故障原因を見てみると、
- 経年劣化(寿命)
- 外的要因(振動、環境からの水分、異物等の侵入)
- 不適切な点検・修理
- 設計・製造不良
の順になっています。
また、誘導電動機の故障率は過去の統計から、一般的な機械、工業製品同様、下図のようなバスタブ曲線に沿うことがわかっています。
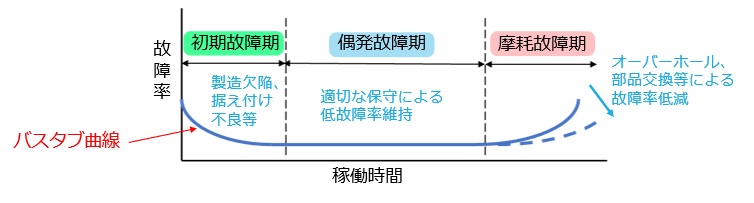
【図4 誘導電動機の故障率】
初期故障期には、据付けに起因する振動、被動機との接続不良に起因する軸受の故障などが多く、偶発故障期と摩耗故障期には、環境や熱の影響等により巻線等の絶縁の劣化が進むことがわかっています。
つまり、誘導電動機の寿命は絶縁耐力と使用環境に大きく影響されるということになります。
電動機と絶縁劣化
電動機の絶縁劣化は、環境汚損、熱劣化、機械的ストレスにより複合的に促進されます。
環境汚損による絶縁劣化とは、空気中にある汚染物(ほこりなど)によって絶縁物の表面が汚損すると洩れ電流が流れやすくなることで、高湿度の環境では悪化しやすくなります。
熱劣化とは、絶縁物が負荷電流や設置環境の相乗熱の影響を受けて枯れ、空隙・緩みが発生する現象で、内部絶縁が湿度の影響を受けやすくなり、絶縁抵抗の低下を誘発します。
機械的ストレスによる劣化とは、負荷・電磁力による繰り返し疲労から絶縁物が摩耗損傷し、高電圧下のコロナ放電や浸食により絶縁劣化が助長され、絶縁破壊に至る現象です
このようなメカニズムで絶縁劣化が進むと、焼損、閃絡(空気が絶縁破壊して火花やアークで通電すること)につながります。
2.電動機の保守のポイント
(1)軸受の点検・交換
電動機の機械的保守で最も重要な点は、軸受の点検と定期的な交換です。
特に被動機と連結する負荷側の軸受は、負荷が大きく劣化が進行しやすい部位です。
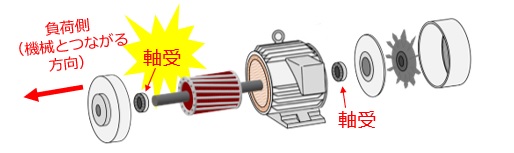
【図5 負荷が大きく劣化が進行しやすい部位】
軸受保守で日常実施するべき項目は軸受温度と振動値の測定です。軸受温度と振動値は、軸受状態が健全であれば一定値に整定しますが、何らかの異常があると上昇しますので、軸受の劣化あるいは故障の兆候をつかむことができます。
また、軸受自体を交換する前に潤滑油脂を定期的に交換することが、健全な運転を維持するうえで重要です。潤滑油脂が減ったり、劣化したりすると、潤滑状態が悪くなって、軸受の早期損傷に至る可能性があります。
(2)冷却状態の確認
冷却状態の確認を行うことも重要です。
電動機は運転時、通電によりステータ(固定子)巻線、ロータ(回転子)巻線が発熱します。発熱による巻線の温度上昇を一定限度内に抑制するために、電動機には様々な冷却方式があり、外扇型の場合、下の図のように、放熱を行うための放熱フィンが設けられています。

【図6 外扇型の放熱フィン】
フィン形状にすることで表面積を増やした放熱フィンに沿って、外扇で作られた風が流れ、電動機内部の熱を大気中に放熱して、電動機を冷却しています。
上の図の赤矢印で示した方向から放熱フィンを見ると下図のようになります。
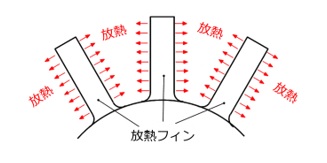
【図7 フィンにおける加熱の様子】
もし、放熱フィンの表面が塵芥でよごれていると、保温材で覆われたような状態になり、放熱フィンからの放熱を妨げ、電動機内に熱がこもりやすくなります。
ところが、工場などでは加工に用いる切削油や冷却用の油性クーラントがオイルミストとして大気中に浮遊しており、オイルミストが放熱フィンの表面に付着し、含まれている水分が蒸発すると粘性がまし、大気中に漂う塵芥を吸着しやすくなります。
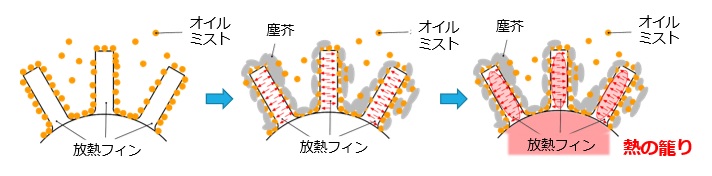
【図8 放熱フィンの熱の籠る過程】
そこで、放熱フィン表面等に付着したオイルミストと塵芥を定期的にふき取る必要が出てきます。
定期的なふき取りにより、放熱フィン表面からの放熱を維持することができれば、電動機の内部温度の上昇を抑制でき、電動機の故障を低減し、ひいては電動機の寿命も向上させることができます。
なお、使われている絶縁材料の耐熱特性に応じて、電動機の耐熱クラス(絶縁階級)が表のように決められており(JIS C4003:2010)、耐熱クラスの温度は推奨最高連続使用温度を意味しています。
耐熱クラスが高いほど、高温環境に耐えられますが、高価な絶縁材料を使用しているためコストが増加してしまいます。
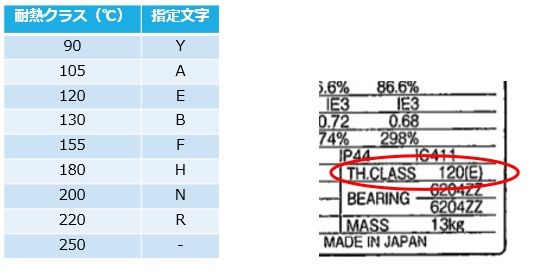
【図9 耐熱クラスあるいは指定文字】
耐熱クラスあるいは指定文字は、電動機の銘板等に右のように表示されていますので、巻線温度計が装着されている場合は、巻線温度が耐熱クラス温度以下で安定しているか、その指示値を日常的に確認してください。
《異常発熱の要因と主なチェックポイント》
巻線温度が安定値から急な上昇を示すなど、電動機に異常発熱が認められる場合、要因としては1)過負荷 2)短絡 3)漏電(絶縁不良)の3つが考えられ、このうち機械的な要因として次のような点に注目する必要があります。
- 電動機軸受の異常摩耗によるステータとロータの接触、損傷、発熱、絶縁低下が発生していないか
- 電動機と被動機の芯出しに問題はないか、Vベルト使用の場合、張りが過大ではないか
- 被動機の回転体と固定側の接触による回転抵抗上昇が無いか、被動機の運転点が過負荷側になっていないか
(3)絶縁状態の確認(電気的保守)
次に、電気的保守で最も重要なのは、絶縁状態の確認です。
電動機などの電気機器は、安全に使用するため電気回路が地面と絶縁された状態になっていますが、何らかの原因で、絶縁されない状態(漏電)になると感電や火災発生の可能性があり、大変危険です。
《メガーを用いた絶縁状態の確認手順》
絶縁状態は、絶縁抵抗計(メガー)を用い、下の手順で確認します。
- メガーは電動機の電圧に合う定格電圧のものを使用します
- 測定前に配電盤などの電源を確実に遮断します
- メガーのアース側クリップと、測定用プローブを別々のアース箇所にあてて抵抗がゼロであることを確認します
- メガー測定用プローブを、動力線端子にあてて抵抗を測定します
- 絶縁抵抗計は水平に置き、目盛は真上から読むようにします
[※関連記事:絶縁抵抗計とは?仕組み・選び方・使い方をやさしく解説 ]
三相誘導電動機は、各相が同じ絶縁抵抗値である必要があります。
アンバランスがある場合、電動機の絶縁低下の可能性があります。
以上で、3回にわたった、電動機の基本的事項についての解説を終了します。
電動機に関わる仕事をされている方のヒントになれば幸いです。
(アイアール技術者教育研究所 H・N)
- 第1回: 直流電動機(直流モータ)の原理・構造
- 第2回: 誘導電動機の基本原理
- 第3回: 電動機の劣化メカニズムと保守のポイント









](https://engineer-education.com/wp/wp-content/uploads/2022/08/elearning_AC-circuit1_0-150x150.png)
](https://engineer-education.com/wp/wp-content/uploads/2021/10/Circuit-element0-150x150.png)


























