

《伝熱の基礎⑤》相変化を伴う伝熱現象|沸騰伝熱と凝縮伝熱をやさしく解説

伝熱の基礎に関する連載最終回は、相変化を伴う伝熱現象を解説します。
相変化を伴う伝熱は潜熱による多量の熱を輸送できるため、幅広い用途で活用されています。
目次
1.沸騰伝熱
沸騰伝熱は身近な現象であると共に、応用範囲が広い現象です。
沸騰伝熱には様々な形態があり、伝熱特性が大きく異なります。
ここでは水の沸騰を例に、沸騰伝熱を説明します。
(1)沸騰形態の分類
水をやかんのような容器で加熱してお湯を沸かす場合を考えます。
加熱開始後、加熱面付近の水温が飽和温度(大気圧下で約100℃)まで到達すると沸騰が始まり、蒸気の気泡を生成します。
しかし水の全体の温度は飽和温度に達していないため、気泡は上昇する過程で冷却され消滅します。この状態を「サブクール沸騰」と呼びます。
さらに加熱を続けると全体の水温が飽和温度に到達し、蒸気の気泡は消滅せずに液面まで達するようになります。この状態を「飽和沸騰」と呼びます。やかんでお湯を沸かす際に加熱初期に発生する音は、サブクール沸騰で気泡が消滅時に発生する音です。
【図1 サブクール沸騰と飽和沸騰 ※参考文献1)】
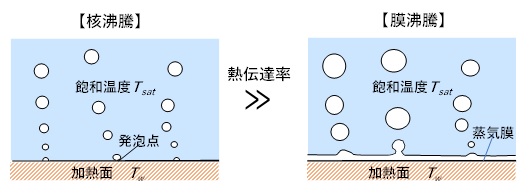
沸騰を継続させた場合、気泡は加熱面の同じ場所(発泡点)から繰り返し放出されます。
これは、加熱面の小さな傷などを核に気泡が発生するためです。この沸騰様式を「核沸騰」と呼びます。
加熱面温度が極端に高いときは、加熱面全体が蒸気で覆われる「膜沸騰」と呼ばれる沸騰様式になります。
膜沸騰は核沸騰に比べて熱伝達率が極端に小さくなります。
膜沸騰と核沸騰の間には「遷移沸騰」と呼ばれる不安定な沸騰様式があります。
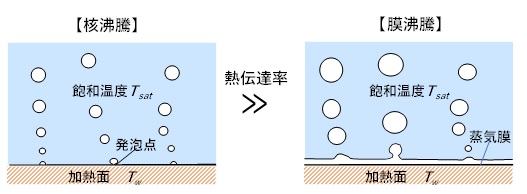
【図2 核沸騰と膜沸騰 ※参考文献1)】
やかんでお湯を沸かす場合、自然対流を除けば加熱される水は静止しています。この沸騰形態を「プール沸騰」と呼びます。
瞬間湯沸し器やボイラなどのように水を強制的に流動させる場合を「流動沸騰」と呼びます。
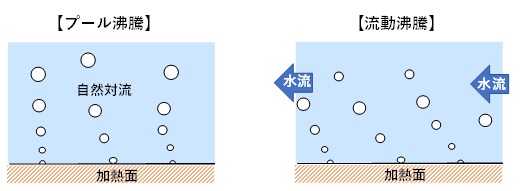
【図2 プール沸騰と流動沸騰】
以上のように沸騰伝熱の形態は流体温度、沸騰様式、流体の流動状態によって表1のように分類されます。
【表1 沸騰の分類】
| 流体温度 | サブクール沸騰 |
| 飽和沸騰 | |
| 沸騰様式 | 核沸騰 |
| 遷移沸騰 | |
| 膜沸騰 | |
| 流動形態 | プール沸騰 |
| 流動沸騰 |
(2)過熱度
加熱面温度Twと流体の飽和温度(沸点)Tsatの差を「過熱度」と呼びます。
対流熱伝達では壁面温度と流体温度の差に対して熱伝達率が定義されますが、沸騰伝熱では過熱度に対して熱伝達率が定義されます。
![]()
(3)沸騰曲線
「沸騰曲線」とは、過熱度に対する熱流束をプロットして沸騰伝熱現象を整理したものです。
図4の沸騰曲線を例に沸騰現象を詳しく説明します。
① A-B間 非沸騰域
沸騰開始前の、自然対流による伝熱領域となります。
過熱度がB点に到達すると沸騰が始まり、気泡を発生します。
② B―D間 核沸騰域
B―C間では加熱面での発泡密度は低く、特定の発泡点から発生した気泡は単独で成長、離脱、再発生を繰り返します。
C―D間では発泡密度が高くなり、各発泡点から発生した気泡は周囲の気泡と合体、大きな蒸気泡を生成します。
③ D 限界熱流束点
核沸騰の限界点で、バーンアウト点とも呼ばれます。
電熱線で加熱している場合、D点に達すると伝熱面が急激に蒸気膜に覆われて、膜沸騰のF点に遷移します。
F点の温度が材料の融点を超えると、電熱線が焼切れてしまいます(バーンアウト)。
伝熱機器の設計では、限界熱流束に対して余裕を持った設計が必要です。
④ D-E 遷移沸騰域
過熱度の上昇とともに熱流束が下がる特異な領域です。
不安定な領域で、電気ヒータでの加熱のように、熱流束を制御する加熱方法では実現できない領域です。
⑤ E-H間 膜沸騰域
加熱面は蒸気膜で覆われており、熱輸送が蒸気膜の伝導伝熱に支配されるため、熱伝達率が極端に低下します。
![]()
【図4 沸騰曲線 ※参考文献2)】
電気ヒータや燃焼といった熱流束(熱量)を制御する加熱方式では、前述のようにD-E間の遷移沸騰域が存在しません。核沸騰域から熱流束を上げていくとD点から膜沸騰(F点)に遷移し、膜沸騰領域から熱流束を下げてくると、E点から核沸騰域(C点)に遷移するという、ヒステリシスを示します。遷移沸騰域は蒸気などの高温流体による温度制御など特殊な条件においてのみ発現し、未知の部分が多い現象です1)。
2. 凝縮伝熱
気体の温度が、その圧力における飽和温度よりも低下すると、気体から液体へ相変化する現象が凝縮です。
凝縮にも沸騰と同様にいくつかの形態があり、凝縮形態によって伝熱特性が大きく変わります。
(1)凝縮形態の分類
冷たい水が入ったグラスの表面で結露が発生するように、気体が冷却面(低温面)に接して、その表面で凝縮する形態を「表面凝縮」と呼びます。
雲や霧の発生などのように空間の温度が低下して、空間内で凝縮する現象を「空間凝縮」と呼びます。
表面凝縮において、凝縮した液体が冷却面を覆う液膜を形成するか、液滴を形成するかによって、「膜状凝縮」と「滴状凝縮」に分類されます(図5)。
![]()
【図5 表面凝縮 ※参考文献1)】
空間凝縮においては、空間中の塵などの異物を核として凝縮が発生する「不均質凝縮」と、異物の核ではなく自己核生成で凝縮する「均質凝縮」に分類されます。
以上をまとめると表2となります。
【表2 凝縮の分類】
| 表面凝縮 | 膜状凝縮 |
| 滴状凝縮 | |
| 空間凝縮 | 均質凝縮 |
| 不均質凝縮 |
(2)滴状凝縮
滴状凝縮では、冷却面に生成した液滴が流下する際に、他の液滴や液膜を拭い去って冷却面を露出させるため高い熱伝達率が得られ、大気圧下の水蒸気の凝縮では、滴状凝縮の熱伝達率は膜状凝縮の約20倍になります3)。
滴状凝縮の実現と維持には、蒸気温度や圧力、凝縮面の粗さなどの要因が影響しますが、特に凝縮面の「ぬれ性」の影響は大きく、滴状凝縮に適した様々な表面処理が考案されています3)。
(3)過冷度
蒸気の飽和温度Tsatと冷却面温度Twの差を「過冷度」と呼びます。
凝縮熱伝達では、過冷度ΔTsubに対して熱伝達率が定義されます。
![]()
3. 相変化を伴う伝熱の実用例
(1)ヒートパイプ
ヒートパイプとは、金属の真空容器内に水やアルコールといった作動流体を封入し、作動流体の蒸発と凝縮を利用して熱輸送を行う伝熱機器です。
蒸発と凝縮の温度が、蒸発部では飽和温度よりも高く、凝縮部で低ければ原理的に作動するため、ヒートパイプは小さな温度差で潜熱による大きな熱量を輸送することが可能です。
熱輸送を連続的に行うためには、低温部で凝縮した作動流体を高温部へ還流する必要があります。
主な還流の方式に、網状物質などの毛細管現象を利用する「ウィック式」と重力を利用する「サーモサイフォン式」があります。
それぞれの方式にメリットとデメリットがあり、用途に適した方式が選択されています。
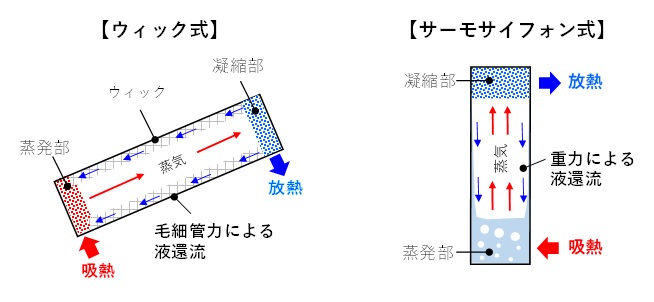
【図6 ヒートパイプ原理図 ※参考文献1)4)】
電子機器の放熱性を向上させる部品に、ベイパーチャンバーという部品があります。
ベイパーチャンバーは銅やアルミの平板状真空容器に作動流体を封入したもので、作動原理はヒートパイプと同じですが、蒸発部と凝縮部の位置と面積などを電子機器向けに最適化し、限られたスペースで高い熱輸送を実現しています。
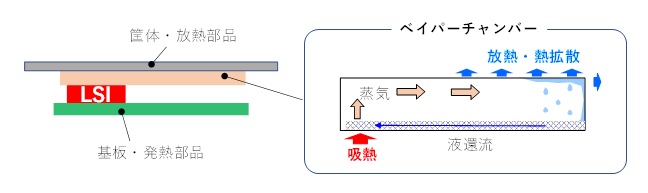
【図7 ベイパーチャンバー ※参考資料5)】
(2)鋼の焼入れ
鋼の焼入れでは、加熱した鋼を水に入れて冷却する沸騰熱伝達が古くから使われていますが、日本の伝統工芸品である日本刀の焼入れにおいて、沸騰伝熱に関する興味深い手法が使われています。
日本刀で使用される鋼は、730℃以上の高温からゆっくり冷やすと粘りがあるパーライト組織となり、急速に冷やすと硬いマルテンサイト組織となります。
日本刀の焼入れ時には、粘土や砥石粉などから作られる焼刃土を図8のように刀身に塗ることで冷却速度を変えて刀身にパーライトとマルテンサイトを作り出し、強靭性と切れ味を両立させています6)。
この時、刃先部に薄く焼刃土を残すことで高温の鋼が直接水と接触し膜沸騰になることを避け、核沸騰を維持して冷却速度が高めています。これは鎌倉時代から伝わる焼入れの手法と言われていますが、現代の工学的な検証によっても妥当性が確認されています7)。
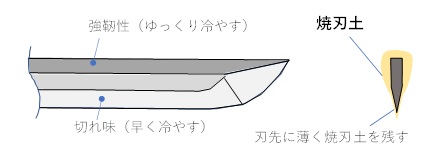
【図8 日本刀の焼入れ時の焼刃土塗布イメージ ※参考文献6)】
4. まとめ
沸騰伝熱と凝縮伝熱は相変化を伴う伝熱のなかでも重要な現象で、ヒートパイプや、エアコンなど工業的な応用範囲は多岐に渡ります。
相変化を伴う伝熱は複雑な現象であるため、伝熱形態と影響因子を理解し把握した上で、適切なモデルを用いた解析や実験を行うことが重要です。
(アイアール技術者教育研究所 技術士(機械部門) T・I)
《引用文献・参考文献》
- 1)日本機械学会,JSMEテキストシリーズ「伝熱工学」第5章.(2005)
- 2)日本機械学会,伝熱工学資料 改定第5版、Ⅰ.基礎編 第4章,(2022)
- 3)日本機械学会,伝熱工学資料 改定第5版、Ⅰ.基礎編 第5章,(2022)
- 4)Net-P.E.Jp「技術論文作成のための機械分野キーワード100」(2007),日刊工業新聞社
- 5)大日本印刷株式会社ホームページ 「ベイパーチャンバー」
https://www.dnp.co.jp/biz/solution/products/detail/10158250_1567.html(参照2023-05-17) - 6)相原「プロメテウスの贈りもの -暮らしの中の熱-」(2005),裳華房
- 7)上原他「日本刀の焼入れにおける焼刃土の効果」材料44-498,309-315(1995)
https://www.jstage.jst.go.jp/article/jsms1963/44/498/44_498_309/_pdf (参照2023.05.17)
- ① 熱対策の重要性|熱と温度を工学的に整理
- ② 伝導伝熱の必須知識まとめ [フーリエの法則/熱伝導方程式/定常熱伝導/熱抵抗など]
- ③ 対流熱伝達の必須知識まとめ[ニュートンの冷却法則/温度境界層と速度境界層など]
- ④ 輻射伝熱の必須知識まとめ|用語、法則、伝熱計算の例など
- ⑤ 相変化を伴う伝熱現象|沸騰伝熱と凝縮伝熱をやさしく解説








](https://engineer-education.com/wp/wp-content/uploads/2021/10/Circuit-element0-150x150.png)



























