筐体・カバーの防水設計ノウハウ|二色成形・インサート成形の実務ポイントを解説

電子機器の防水設計では、製品の外側を形づくる「筐体ケース」と「蓋部品(カバー・キャップ)」の設計が、すべての出発点になります。
本コラムでは、防水規格IPX7を安定して満たすための実務ノウハウを、「二色成形」と「インサート成形」という2つの成形技術を軸に整理します。ガスケットの設計、シール面の仕上げ管理、両面テープの経年剥がれ、Oリングのねじれ対策、異種材料の界面からの漏れまで、設計現場で繰り返しつまずきやすいテーマをひととおり取り上げました。
機構設計・品質保証・生産技術のご担当者はもちろん、営業・購買・企画など「設計職ではないけれど防水製品に関わる」方にも、最後まで読み通していただけるように書きました。専門用語には、初めて登場したときに短い注釈を添えています。
《この記事でわかること》
- 防水設計の4つの基本思想(防ぐ/はじく/埋める/抑制)
- 筐体ケース・蓋部品で必ず押さえたい設計ポイント
- 二色成形・インサート成形の特徴と使い分け
- 量産でつまずきやすい典型的なNG事例5つと、その対策
- 設計職でなくても使える、防水設計チェックリスト
目次
1.防水設計とは? 4つの基本思想
防水設計とは、ひとことで言えば「水が製品の内部に入らない構造をつくること」です。ただし実際には、水の浸入を完全にゼロにすることはほぼ不可能です。
そのため防水設計の本質は、水の浸入を「どれだけ遅らせるか」「どれだけ抑え込むか」という、複数の工夫を組み合わせる技術にあります。
水の浸入を防ぐ考え方は、大きく次の4つに整理できます。
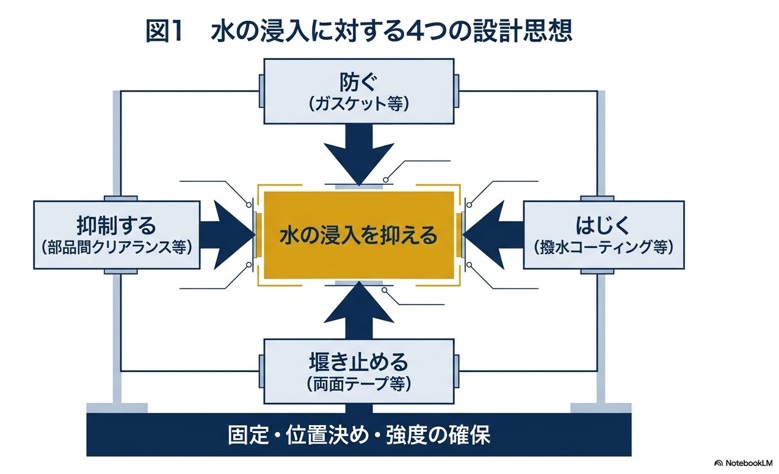
- 防ぐ: ガスケット(ゴム状の止水部品)やOリングで、隙間を物理的にふさぐ
- はじく: 撥水コーティングや塗料で、水滴そのものをはじく
- 埋める/堰き止める: 両面テープ・接着剤・シール材で、隙間を埋める
- 抑制(延命): 部品どうしの隙間やインサート部のように完全にはふさげない部分は、浸入までの時間を稼ぐ設計にする
さらに、どの方法を選んだ場合でも、同時に「固定・位置決め・強度」を確保しなければ、使用しているうちに止水機能はかならず崩れていきます。筐体は、これらをすべて同時に受け止める「土台」となる部品です。だからこそ、防水設計は筐体設計から考え始める必要があるのです。
2.二色成形とインサート成形
防水設計を語るうえで避けて通れないのが、「筐体そのものの作り方が、防水性能を大きく左右する」という事実です。
筐体の代表的な製造方法に、二色成形とインサート成形という2つの射出成形技術があります。
まずは、この2つの違いを押さえておきましょう。
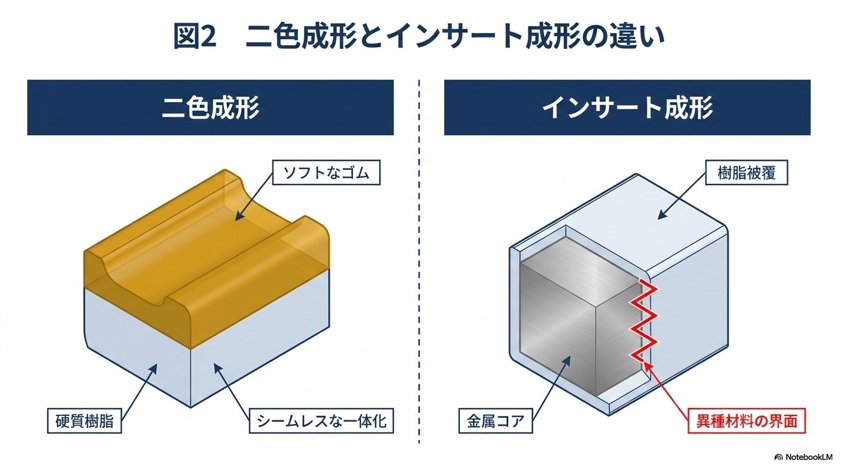
(1)二色成形とは
「二色成形」とは、1つの成形品に異なる2種類の材料(たとえば硬い樹脂と柔らかいゴム)を組み合わせ、一体で成形する技術です。
名前に「二色」とありますが、色の違いではなく、材料の違いを組み合わせる技術だと理解するのが正確です。
二色成形のおもなメリットは次のとおりです。
- 部品点数を減らせる(ガスケットを後から組み付ける必要がない)
- シールの位置が金型の精度で決まるため、製品ごとのばらつきが小さい
- 組立の工数と組立ミスを減らせる
- 硬い部分と柔らかい部分を一体化でき、見た目(意匠性)も高められる
防水の場面では、筐体にガスケットを一体成形したり、防水仕様の押しボタンを一体化したりする用途で、大きな効果を発揮します。
(2)インサート成形とは
「インサート成形」とは、あらかじめ作っておいた別部品(金属ナット、端子、軸、フレームなど)を金型にセットし、その周囲に樹脂を流し込んで一体化する技術です。
おもな用途は次のとおりです。
- 金属ナットを内蔵した、強度の高いネジ締結部
- 端子やバスバーを樹脂で絶縁・固定する部分
- 金属シャシーと樹脂外装の一体化
インサート成形は筐体設計の自由度を大きく広げてくれますが、その一方で、異なる材料どうしが接する「界面」が、防水上の最大の弱点になります。この点は6章で詳しく解説します。
3.筐体ケースの防水設計ポイント
筐体ケースの防水設計で押さえるべきポイントは、おもに4つです。
いずれも業界で共通する設計原則ですが、当社が現場で特に重視している観点もあわせてご紹介します。
(1)シール面の平坦さと表面の粗さ
ガスケットや両面テープが当たる面(シール面)は、「できるだけ滑らかで、できるだけ平坦」であることが基本です。
面が荒れていたり、段差があったりすると、ガスケットがその凹凸に追従しきれず、わずかな隙間が漏れの経路になってしまいます。
筆者が量産でIPX7を安定して達成する際は、シール面の「部分的な段差」を一定の管理値以下に抑えるよう、図面で指示しています。金型の分割線やスライドコアの接合痕がこの管理値を超えると、ガスケットが段差に追従できず、わずかな隙間が漏れ経路になります。
なお、具体的な管理値は製品の要求等級や形状によって異なります。最適な数値の設定については、専門家への相談をおすすめします。
また、ヒケ(樹脂が厚肉部の裏側で収縮し、表面にできる小さな凹み)にも注意が必要です。シール面が全体としては平坦に見えても、局所的にヒケがあると、ガスケットがその凹みに追従できず、漏れの原因になります。
(2)「ひと回り閉じた」止水ルートをつくる
防水の大原則は、止水ルートが、途切れることなくひと回りで閉じていることです。
この「ひと回り」を崩してしまう代表的な要因が、シール面の3次元曲面化、段差、そして小さすぎるコーナーR(角の丸み)です。
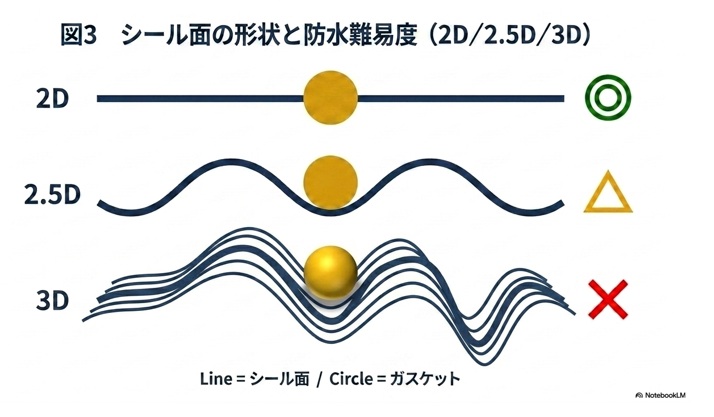
- 2D(平面): 基本かつ推奨。ガスケットが素直に追従できる
- 2.5D(緩やかな起伏): 条件しだいで採用可。ガスケットの伸び縮みやシワに注意
- 3D(自由曲面): できる限り避ける。採用する場合は、試作で必ず実測確認を行う
(3)筐体の剛性と「反り」
樹脂の成形品は、どんな材質であってもかならず「反り」や「ねじれ」が発生します。
防水を求めない製品なら見た目の問題で済みますが、防水製品では、わずかな反りが致命傷になります。
代表的な反りのパターンは、次の2つです。
- 海老反り(両端が下がる): 四隅に加えて、中央部の締結(ネジ留め)が必須
- 太鼓(中央が膨らむ): 四隅の締結で対応できる
対策としては、リブ(補強用の細い突起)の追加、肉厚の均一化、ゲート(樹脂の注入口)位置の最適化、そしてCAE(コンピュータによる変形シミュレーション)を使った事前確認が有効です。
(4)組立のしやすさへの細やかな配慮
- インロー構造(2つの部品を凹凸で位置決めする嵌め合い構造)を使い、外観の隙間を減らす
- 目地(合わせ目に、あえて入れる細い溝)で段差を目立たなくする
- C面カット(角を斜めに削る面取り)で、ガスケットの挿入性を確保する
- シール面には塗装・ハードコートを禁止する。塗装の厚みによって接着強度や止水性が変わってしまうため、図面に「マスキング指示(塗装をしない範囲の指定)」を明記する
(5)両面テープ/接着剤で防水する場合
スマートフォンなどで広く使われている両面テープによる防水では、次の6項目が設計の要所になります。
- 貼り合わせ条件(貼りズレの管理)
- 貼り合わせの逃げ代
- テープの幅
- 接着強度
- クリープ強度(力を受け続けても変形しにくい性質)
- テープの加工性 など
テープに接する位置に、クッション・バネ・ゴムなど「力を出し続ける部品」を置くと、時間の経過とともに、テープはかならず剥がれてきます。組み立てた直後は力のバランスが取れているように見えても、時間が経つとそのバランスは崩れます。これが、両面テープ防水で最も多い落とし穴です。
4.蓋部品(カバー・キャップ)の防水設計ポイント
(1)カバー/キャップの基本構成
蓋部品は、機能で見ると次の3つの要素に分解できます。
- 固定部(爪、足、ネジ座など、本体に留めるための部分)
- 外装部(意匠面。製品の見た目をつくる部分)
- 止水部(シール部。水の浸入を止める部分)
製造方法は、一体成形(二色成形・3色成形)/超音波溶着/接着などから選びます。
複数の部品で構成する場合は、分割線(部品どうしの割り位置)がシール機能を邪魔しないレイアウトにすることが、最も重要なポイントです。
(2)「潰し代」と「摺動性」のトレードオフ
着脱式のキャップでは、抜き差しのたびにシール部が擦れます(これを「摺動」といいます)。このとき、ガスケットの「潰し代(圧縮するつぶし量)」をどう設定するかが悩みどころで、次のようなトレードオフが生まれます。
- 潰し代を大きくする → 防水性は向上するが、操作性が悪く、摩耗もしやすい
- 潰し代を小さくする → 操作性は向上するが、防水性は低下する
このトレードオフに対しては、シール表面への潤滑コーティング、抜き勾配や面粗度の適正化、H形状などの異形ガスケットの採用といった手段で、ちょうどよい「中庸の解」を探っていきます。
(3)「閉じた」とわかる設計にする
キャップが中途半端に閉まっていると、見た目では気づきにくく、防水性能も損なわれます。
使う人が「きちんと閉まった」と確実にわかる設計が大切です。
- 「パチン」とはめ込まれる爪構造
- 抜け落ちを防ぐロック機構
- クリック感(触覚のフィードバック)で「締まった」ことを伝える合図
抜き差しに必要な力(挿抜荷重)や、繰り返しの耐久性は、あらかじめ仕様として定めておき、必要に応じて潤滑コーティングで調整します。
(4)Oリングを使う場合の注意
Oリング(断面が丸いゴムのリング)を、筐体側の溝に沿わせて使う場合は、次の点を必ず確認してください。
- 伸張率(組立時に元の長さからどれだけ伸ばすか)を、推奨範囲内に収める
- 伸ばしすぎない。組立時は溝の内側に当てて、位置を安定させる
- Oリングは伸ばした分だけ線径が細くなる。その分を見込んで、潰し代を再計算する
- 摺動面の抜き勾配や面粗度を、きちんと管理する
Oリングの「ねじれ」は見落としやすく、実機トラブルの定番です。対策のひとつとして、外観上問題がなければ、ねじれを目視しやすい色のOリングに変更するのも有効です。
5.二色成形による防水設計のポイント
(1)ガスケット一体型のメリット
筐体やカバーに、ガスケットを二色成形で一体化すると、次のようなメリットが得られます。
- 組立工数が減る
- ガスケットの位置ズレが起きない
- 止水ルートが、確実にひと回りで閉じる
- 部品の紛失による防水不良が、原理的に起こらない
材料としては、耐候性にすぐれたEPDM(エチレンプロピレンゴム)、耐熱・耐薬品性にすぐれたシリコンゴム、硬さを調整しやすいTPE系(熱可塑性エラストマー)が主流です。
(2)勾配と角Rで「倒れる方向」を制御する
二色成形ガスケットの最大の設計ポイントは、組立時にガスケットが倒れる方向を、意図どおりに制御することです。
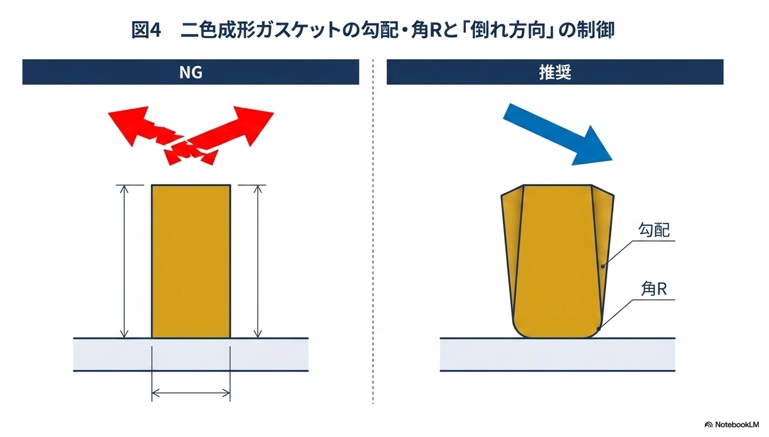
- 勾配(テーパー): 狙った倒れ方向に向けて付ける
- 角R: 根元の応力集中をやわらげ、亀裂や欠けを防ぐ
勾配と角Rを意図的に設計しておくことで、組立のばらつきを抑えられ、量産での防水性能が安定します。
(3)ゴムの選び方の目安
ガスケット用のゴムは、ショアA硬度(ゴムの硬さを示す単位。数値が小さいほど柔らかく、大きいほど硬い)の範囲で選ぶのが一般的です。それぞれの傾向は次のとおりです。
- 柔らかめのゴム: 反発力が低く圧縮しやすいため、防水性を高めやすい
- 硬めのゴム: 形状を保ちやすく、組立や成形がしやすい
◆ 設計値の決め方:「最悪値」で考える
ガスケットの最終的な設計値は、カタログ上の公称値ではなく、製造ばらつきを含めた「最悪値」でも防水が成立するように設定してください。最悪値で成立していれば、量産のどの個体でも安心して防水性能を確保できます。
(4)金型・成形メーカーとの連携が鍵
二色成形の品質を決めるのは、設計値と同じくらい、金型・成形メーカーとの早い段階での連携です。
次のような点を、設計と並行して詰めていきます。
- 一次側の樹脂と、二次側のゴムの「接着相性」の確認
- ボンディング剤(密着を強化する薬剤)が必要かどうかの検討
- 分割線やゲート(樹脂の注入口)が、シール面に乗らないレイアウト
- 成形後のバリ取りや洗浄で、シール面を傷つけない工程設計
図面の段階から「設計・金型・成形」の三者が一体となって作り込むことが、防水品質を安定させる近道です。
6.インサート成形による防水設計のポイント
(1)異種材料界面の「3大弱点」
金属と樹脂を一体化するインサート成形は、見た目には隙間がないように見えても、構造的に3つの弱点を抱えています。
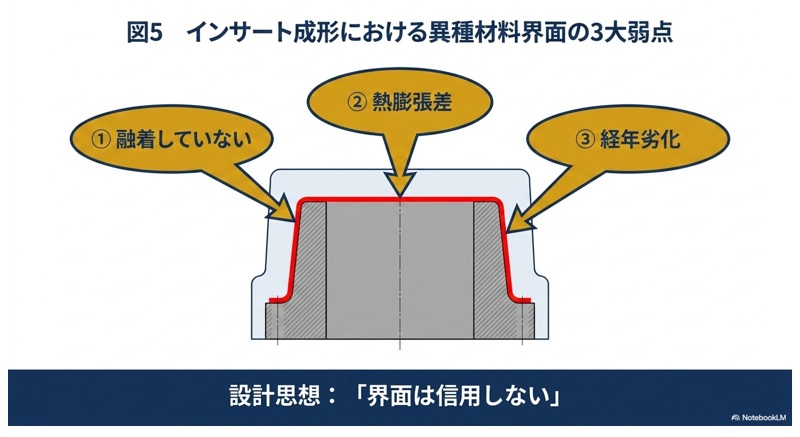
- ① 融着していない: 金属と樹脂は化学的には結合せず、機械的にくっついているだけ
- ② 熱膨張差: 金属と樹脂では、線膨張係数(温度による伸び縮みの度合い)が大きく異なる
- ③ 経年劣化: 熱サイクル・湿熱・応力緩和により、時間とともに界面がゆるんでいく
◆ 防水エキスパートの設計思想:「界面は信用しない」
インサート界面は、初期のエアリーク試験には合格しても、熱サイクルを重ねるうちに経年リーク(時間の経過とともに生じる漏れ)を起こすケースが少なくありません。
そこで筆者は「界面は信用しない」を基本思想としています。具体的には、インサート部を外界の水に直接さらさないレイアウトにする、あるいは界面の外側に別系統のシール(ガスケット・テープ・接着剤)を設けて防水経路を二重化する――こうした設計をおすすめしています。
(2)金属側の設計配慮
- 表面処理: ブラスト処理やレーザー粗化で、樹脂との食い付きを高める
- アンダーカット・貫通穴: 機械的なアンカー(引っ掛かり)を設け、界面のすべりを防ぐ
- 角部のR: 応力集中と界面の剥離を防ぐ
- 表面の清浄度: 油分や酸化膜を除去し、樹脂とのなじみ(濡れ性)を確保する
近年は、NMT(ナノモールディングテクノロジー)やレーザー粗化による高接合インサート工法も実用化されています。要求される防水等級が高い製品では、検討に値する選択肢です。
(3)樹脂側の設計配慮
- インサート周囲の肉厚を均一にし、収縮の差を最小限に抑える
- 樹脂の注入口を、界面に直接向けない(樹脂の圧力でインサートがずれないようにする)
- 樹脂は、収縮率が低く寸法安定性にすぐれたグレード(ガラス繊維強化のPPS、PA、PBTなど)を選ぶ
(4)量産での実力は「経時評価」で押さえる
設計値が正しくても、量産では個体ごとの差が出ます。
インサート部の防水性能は、次の試験を組み合わせ、時間が経ったあとの実力まで含めて確認します。
- エアリーク試験(完成品に空気圧をかけ、微小な漏れを検知する試験)
- 熱サイクル試験のあとのエアリーク
- 湿熱サイクル試験のあとのエアリーク
- 振動試験のあとのエアリーク
設計の実力は、「初期」ではなく「想定する寿命の末期」で評価する――これが実務の鉄則です。
7.筐体材質の選び方
(1)おもな樹脂材料
| 材料 | 特徴(防水の視点を含む) |
| PC | 透明性・耐衝撃性にすぐれる。意匠性の高い筐体向け。耐薬品性はやや弱い |
| PC/ABS | PCの耐衝撃性とABSの成形性・コストを両立。家電・民生機器の定番 |
| ABS | コスト・成形性・塗装適性にすぐれる。耐候性・耐薬品性は弱い |
| PA(ナイロン) | 強靭で耐摩耗・耐熱性が高い。吸湿により寸法が動く点に注意 |
| PP | 軽量・耐薬品性・低コスト。剛性は低め。ヒンジの一体成形が得意 |
| PBT | 寸法安定性・耐熱性・電気特性にすぐれる。ガラス繊維強化でさらに安定 |
| PPS | 高耐熱・高寸法安定・耐薬品性。産業機器・車載などの高付加価値用途向け |
(2)防水の視点で優先したい材質特性
- 吸水率: 低いほど寸法が安定し、シール面の変動が小さい
- 線膨張係数: 小さいほど、温度が変化したときのシール安定性が高まる
- 曲げ弾性率(剛性): 高いほど、反りや筐体の開きを抑えられる
- 成形収縮率のばらつき: 小さいほど、量産での安定性が高い
- ゴムとの接着相性: 二色成形では、二次側ゴム(EPDM・シリコンなど)との相性を確認する
- シール面の塗装: シール面への塗装は禁止するのが鉄則
(3)ガラス繊維強化グレードの活用
GF30・GF40などのガラス繊維強化グレードは、剛性の向上と線膨張係数の低減という大きな恩恵があります。その一方で、シール面に繊維が露出すると面粗度が悪化するという弱点があります。
ゲート位置・樹脂の流れ・表層(スキン層)の厚みを、設計段階できちんとコントロールすることが必要です。
(4)金属筐体との比較
産業機器やモビリティ製品など、要求される防水性能が特に厳しい場合は、アルミダイカスト・マグネシウムダイカスト・ステンレス板金といった金属筐体も選択肢になります。
| 金属筐体のメリット | 金属筐体のデメリット |
|
|
金属と樹脂を組み合わせたハイブリッド構成(インサート成形など)を採用する場合は、6章で述べた異種材料界面の扱いに、細心の注意が必要です。
8.量産でつまずきやすい典型NG事例 5選
ここでは、量産の現場で実際によく起こる5つのNG事例と、その対策を表にまとめます。
設計レビューの際の「つまずきポイント集」としてご活用ください。
|
NGパターン |
何が起きるか |
おもな対策 |
| ①シール面のヒケ | 肉厚部の裏側でヒケが発生し、ガスケットが浮く | シール面の裏側にあるボスやリブを抜く、肉盗みをする、図面に「シール面ヒケ厳禁」と明記する |
| ②両面テープのクリープ剥がれ | テープ付近のクッションやバネの反力で、時間とともに剥がれる | テープ付近に反力源を置かない、クリープ耐性の高いテープに変更する、貼付面積を増やす |
| ③Oリングのねじれ | 組立時に伸張が不足し、ねじれが発生する | 伸張率を推奨範囲に収める、位置決めリブで案内する、視認しやすい色に変更する、組立治具を導入する |
| ④インサート部の経年リーク | 初期はOKでも、熱サイクルを重ねると界面から浸水する | 界面を水にさらさないレイアウトにする、外周に液状ガスケットを追加する、金属面を粗化する、樹脂を見直す |
| ⑤二色成形ガスケットの倒れ過ぎ | 組立時に想定外の方向へ倒れ、シール幅が不足する | 断面の勾配と角Rを見直す、挿入口にC面カットを設ける、相手部品にC面を追加する、組立方向を明確にする |
9.設計チェックリスト(営業・品質保証の方も使えます)
設計レビューや品質審査の場で、そのまま使えるチェックリストです。
設計職でない方でも、この項目に沿って確認するだけで、重大な不具合の多くを未然に防ぐことができます。
《筐体ケース編》
- シール面が2D(または緩やかな2.5D)に収まっているか
- シール面の表面粗さが、適切な管理値以下で図面指示されているか
- 金型の分割線・スライドコア痕の段差が、管理基準内に収まる設計か
- 反り解析で、ガスケットの追従量が確認されているか
- 四隅と必要箇所の締結バランスが取れているか
- シール面に「塗装・ハードコート禁止」が明記されているか
- インロー・目地・C面カットなど、組立性への配慮が入っているか
《蓋部品(カバー・キャップ)編》
- 固定部・外装部・止水部の3機能が、明確に分かれているか
- 分割線がシール機能を阻害していないか
- 潰し代と摺動性のトレードオフが検証されているか
- 挿抜荷重・繰り返し耐久が、仕様として定められているか
- Oリングの伸張率・潰し率・充填率が、推奨範囲内に収まっているか
- ロック機構と「閉じた合図(クリック感)」があるか
《二色成形編》
- ガスケット断面に、倒れ方向を制御する勾配・角Rがあるか
- 一次側樹脂と二次側ゴムの接着相性が、確認できているか
- ゴム硬度が、性能要求に整合しているか
- ゲート・分割線が、シール面を避けているか
- バリ取り工程が、シール面を傷つけない設計か
《インサート成形編》
- インサート界面が、水に直接さらされないレイアウトか
- 界面の外側に、別系統のシールが確保されているか
- 金属側に、アンカー形状・表面粗化があるか
- 樹脂側の肉厚が均一で、ゲートが界面を直撃していないか
- 熱サイクル・湿熱の試験後にエアリーク試験を行い、経時性能を確認したか
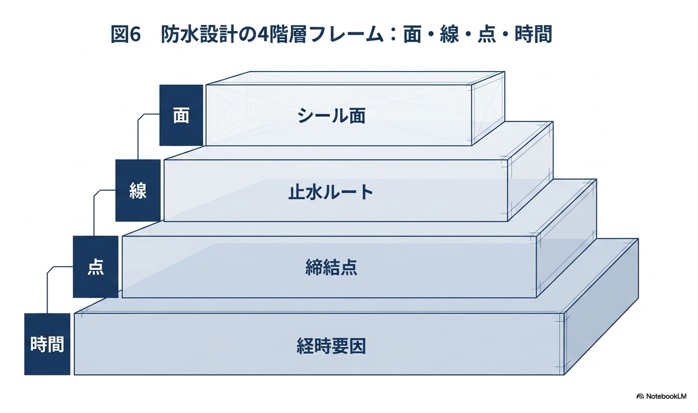
まとめ ― 防水設計は「面・線・点・時間」で考える
防水設計を安定させるには、設計対象を階層的にとらえることが有効です。「面」「線」「点」、そして「時間」という4つの階層に分けて整理すると、見落としが減ります。
初期性能だけを追いかけると、量産や市場でかならずつまずきます。逆に「最悪値 × 想定寿命」を前提に設計を組み立てれば、IPX7クラスでも、量産で安定した防水製品に仕上げることができます。
もうひとつの鍵は、設計・金型・成形・組立・評価の早い段階での連携です。防水はCADの画面上だけでは完結しません。CAE解析、試作での実測、量産初期のばらつき測定を通じて、はじめて「実力値」が見えてきます。
よくある質問(FAQ)
Q. 二色成形とインサート成形は、何が違うのですか?
A. 二色成形は「樹脂とゴムなど、材料の違う2種を一体成形する」技術、インサート成形は「金属などの部品を樹脂で包み込む」技術です。二色成形はガスケットの一体化に、インサート成形は金属の締結部や端子の固定に向いています。
Q. 防水等級のIPX7とIPX8は、どう違いますか?
A. IPX7は水深1m・最長30分の浸水に対する保護、IPX8はIPX7より厳しい潜水条件での保護です。IPX8の具体的な条件はメーカーの規定によります。設計の難易度は、IPX8のほうが格段に上がります。
Q. ガスケット材料は、EPDMとシリコンのどちらがよいですか?
A. 屋外での使用や耐候性を重視するならEPDM、耐熱・耐薬品性を重視するならシリコンが基本です。最終的には、用途・温度環境・コストのバランスで決まります。
Q. 設計職ではないのですが、防水設計のレビューで何を見ればよいですか?
A. まずは本コラム9章のチェックリストのうち、「塗装マスキング指示」「シール面の粗さ」「締結バランス」「Oリングの伸張率」「界面の外側のシール」を確認してみてください。これらを見るだけでも、重大な不具合の大半は事前に捕まえられます。
Q. 既存製品の防水性能が、時間とともに落ちてきました。何を疑えばよいですか?
A. 優先して疑うべきは、①両面テープのクリープ剥がれ、②Oリングの圧縮永久ひずみ、③インサート部の界面リークの3つです。熱サイクル試験のあとに再評価を行うと、原因の切り分けに有効です。
用語ミニ辞典
本コラムに登場する専門用語を、やさしい言葉でまとめました。読み進める際の手引きとしてご活用ください。
|
用語 |
意味 |
| ガスケット | 2つの部品の間に挟んで、水や気体を止めるゴム状の止水部品 |
| Oリング | 断面が丸い、輪状のゴム部品。溝にはめて使う代表的な止水部品 |
| IPX7/IPX8 | 電子機器の防水等級。数字が大きいほど、厳しい条件に耐えられる |
| 二色成形 | 色の違いではなく、材料の違う2種類を金型内で一体成形する射出成形技術 |
| インサート成形 | 金属などの別部品を金型に置き、周囲を樹脂で包んで一体化する技術 |
| ヒケ | 樹脂成形で、厚肉部の裏側が収縮して凹む現象。シール面の天敵 |
| Ra・Rz | 表面のザラつきを示す指標。数値が小さいほど滑らか(単位:μm) |
| ゲート | 金型に、溶けた樹脂を流し込む入口部分 |
| パーティングライン | 金型の合わせ目が、成形品の表面に残す筋状のライン |
| ショアA硬度 | ゴムの硬さを示す単位。数値が小さいほど柔らかい |
| 圧縮率(潰し率) | ガスケットなどが、溝の中でどれだけ潰されているかの割合 |
| 伸張率 | Oリングなどを組み付ける際、元の長さからどれだけ伸ばしているかの割合 |
| 充填率 | ガスケットが、溝に対してどれだけ満たされているかの割合 |
| クリープ | 一定の力を受け続けたときに、材料がじわじわと変形していく現象 |
| CAE | コンピュータ上で変形・応力・流れをシミュレーションする手法の総称 |
| エアリーク試験 | 完成品に空気圧をかけ、微小な漏れを検知する防水確認試験(JIS Z 2330 ほか) |
| インロー | 2つの部品を、位置決めのために凹凸で噛み合わせる嵌合構造 |
| C面カット | 角を斜めに削り取る面取り形状。組立時の引っ掛かり防止に有効 |
| NMT | Nano Molding Technology の略。金属表面をナノレベルで粗化し、樹脂との接合強度を高める技術 |
| 線膨張係数 | 温度変化で材料がどれだけ伸び縮みするかの指標。金属と樹脂では大きく異なる |
[PR]関連情報・お問い合わせ
本コラムは、神上コーポレーション株式会社(KOHGAMI Corporation Inc.)の電子機器防水設計に関する知見をもとに、設計職・非設計職の双方に向けて整理した実務解説です。
防水設計に関するご相談・設計の受託は、神上コーポレーションのHPからお気軽にお問い合わせください。
- 防水構造設計の受託・コーディネート
- 防水設計ナレッジの社内構築支援
- 防水以外:放熱設計、3Dデータ運用、DX導入支援 ほか
※本コラムは一般的な解説を目的としたものであり、個別製品の防水性能を保証するものではありません。実設計にあたっては、材料メーカー・金型メーカー・評価機関と連携のうえ、個別仕様に合わせた妥当性の検証をお願いいたします。
© KOHGAMI Corporation Inc.
 《この記事の執筆者》
《この記事の執筆者》
鈴木崇司 講師
神上コーポレーション株式会社 代表取締役
長年の経験から培われた「構造×材料」の複合知見、技術コンサルティング能力、
DX推進による効率化を強みとし、防水設計・開発を強力に支援。
防水に関するあらゆる課題に対し、最適なソリューションを提供。
(※神上コーポレーションのWEBサイトはこちら)
- 第1回: 電子機器の防水規格(IPX)がわかる!IPコード表記、防水等級、試験方法等を解説
- 第2回: 電気製品/自動車部品に関する防水試験と規格を総整理!
- 第3回: 【NEMA規格入門】主なNEMA等級の概要と試験法、IP等級の違いをやさしく解説
- 第4回: 【MIL規格入門】MIL-STD-810の防水・耐環境性試験をわかりやすく解説
- 第5回: 《NEMA規格 vs MIL規格》防水規格選定のポイントは?
- 第6回: 電子機器の防水トラブルを防ぐ!ガスケット設計とOリング選定のポイントを徹底解説
- 第7回: ゲル防水、一体特殊ガスケット、そして裏技防水|電子機器の防水設計ノウハウを伝授