

鍛造の種類と鍛造機械《図解付き》
目次
1.鍛造の種類(加工方法による分類)
鍛造は加工方法で分類すると、自由鍛造、型鍛造のほか、回転鍛造や溶湯鍛造などがあります。
それぞれの鍛造加工法について、概要と特徴(メリット・デメリット)などを解説します。
(1)自由鍛造
「自由鍛造」とは、ハンマーや金敷などの工具または汎用型を使用して加工を行う鍛造方法です。
別名「フリー鍛造」とも呼ばれています。
自由鍛造は、金敷に金属材料をのせて目的の形状へと加工します。また、自由鍛造は熱間鍛造の一種で、金属が再結晶する温度(約1200度程度)に一度熱してから行う鍛造法です。昔から鍛冶屋で実施している加工法ですが、現在でも発電機、タービンなどの部品は自由鍛造で製作されており、多種少量品向きの鍛造方法です。
ここでは、自由鍛造で行われている代表的な作業の手法についてご紹介します。
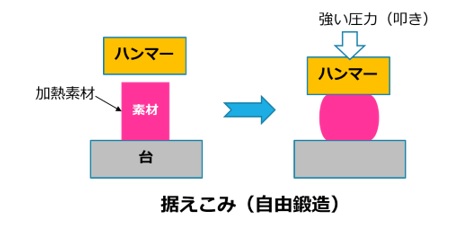
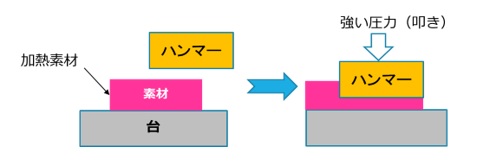
① 据込み
「据込み」とは、平行平面型を用いて上から力を加えることで、素材の高さを圧縮し、材料を横方向に広げる手法です。
ボルト・釘・ピンなどの頭を成形する際に採用されます。
② 展伸(てんしん)
「展伸」とは、四角いブロックの材料に上下から圧力をかけることにより、厚みを縮小し、伸ばす手法です。
別名「延べ」とも呼ばれており、包丁やブロック部品の成形に採用されます。
その他、自由鍛造には鍛伸・穴あけ・穴広げ・中空・背切り・せん断などがあります。
(2)型鍛造
「型鍛造」は、目的の形状に合わせた専用金型を使用して加工を行う鍛造方法です。型にはめ込んで圧力を加え、型通りに加工するのが型鍛造です。同一形状の製品を大量生産するのに向いており、高い寸法精度を得られるのが特徴です。
以下、様々な型鍛造について説明します。主に、冷間鍛造で実施します。
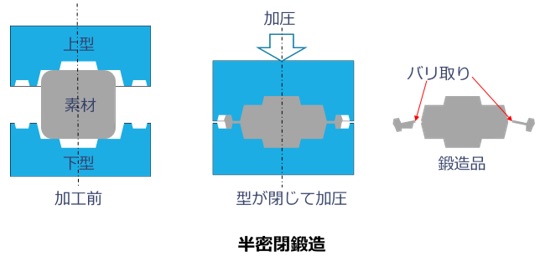
① 半密閉鍛造
「半密閉鍛造」は、一対の金型にビレット(厚い金属の塊)を入れて加圧圧縮し、目的の形状から余分に材料をはみ出させて鍛造する手法です。
メリットは、型のスキマにわざとバリをつくることで、金型のすみずみまで金属材料を充填させることができます。
デメリットは、バリを後工程にて除去する工程が追加になります。
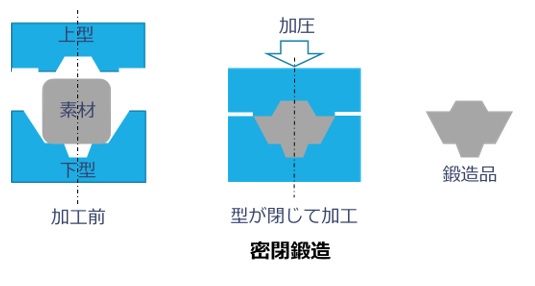
② 密閉鍛造
「密閉鍛造」は、材料を押し切った時、上下の型が隙間なく閉じ、材料が密閉されます。
メリットは、完成形状とほぼ同等の質量の材料を使うため、バリが発生せずコストダウンにつながることです。また、バリ取り工程がないため生産の効率化にもつながります。
デメリットは、上型と下型の隙間を生じさせないよう大きな加圧力が必要となります。そのため金型への負担が大きくなり、型構造の工夫が必要になります。
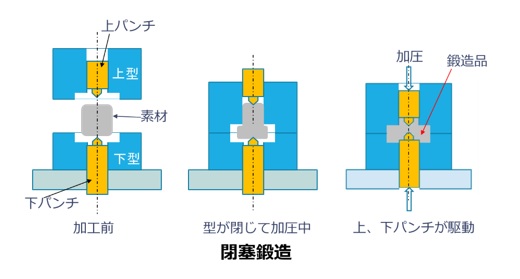
③ 閉塞鍛造
「閉塞鍛造」は、上下の型が閉じた後、複数個のパンチや型を駆動して、主に側方に設けられた型内空洞部に素材を移動させ、半径方向に押し出して型に材料を充満させます。
メリットは、密閉鍛造と同様にバリ取りが発生しないことですが、密閉鍛造と異なり型が閉じた時に型内に空洞部があり、金型への負担が小さいことです。圧力をかける「パンチ」と呼ばれる工具の形状を工夫すれば、複雑な形状の製品を造ることが可能です。かさ歯車などに用いられる加工方法です
(3)回転鍛造
「回転鍛造」は、型工具と加工される材料のいずれか一方または双方を回転・移動させながら成形していく工法です。回転形式の鍛造は局所成形のため、大がかりな型を必要としない点がメリットといえます。
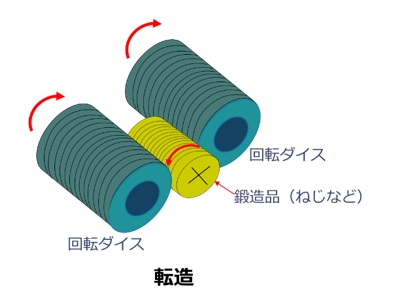
① 転造
「転造」とは、「転造ダイス」と呼ばれる型にワークを回転させながら加圧し、ねじ山を転写する鍛造法です。この鍛造により、精度の高いネジ・ボルトを量産することができます。
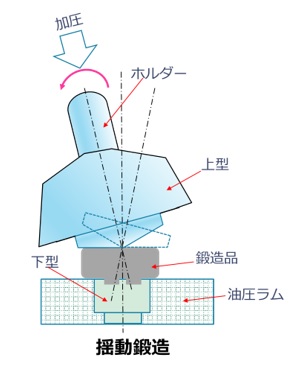
② 揺動鍛造
「揺動鍛造」は、型工具を回転するタイプです。上型は円錐状加圧面を取り付けたホルダーがあり、その軸は鉛直から傾いています。そしてホルダーは自転しながら軸の周りに公転しながら加工します。
下型は製品形状にあわせた凹凸が彫り込まれており、下部の油圧ラムに取り付けられ、油圧によって押し上げられます。素材は上型の円錐状加圧面で一部分ずつ連続的に加圧されて下型凹部に充満していくので局部の加圧となり、衝撃的な加圧ではありません。従来、大型の設備が必要であったものが小型で済み、加圧力が小さく1/5~1/10の力で成形できます。騒音や振動の発生も抑制可能となります。
(4)溶湯鍛造
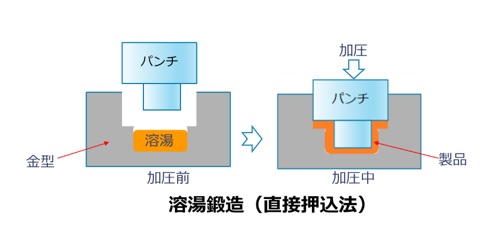
「溶湯鍛造」とは、鋳造と鍛造を掛け合わせた加工方法です。金型内に鋳込まれた溶融状態、または半溶融状態の金属に機械的手法により圧力を直接加えて成形、凝固させる方法です。
圧力をかけることで、鋳造で課題となる空気の巣が金属内にできにくく強度も強くなるのが特徴です。自動車ホイールの製作などで利用されています。
溶湯鍛造法の方案は直接押込法、間接押込法、プランジヤ加圧凝固法の3種類に分類されます。
ここでは、直接押込法の例を下図に示します。
2.鍛造機械
鍛造機械は鍛造で使用される機械です。
駆動方法や加圧の仕組みによって、「鍛造ハンマー」、「鍛造プレス」などにに分けられます。
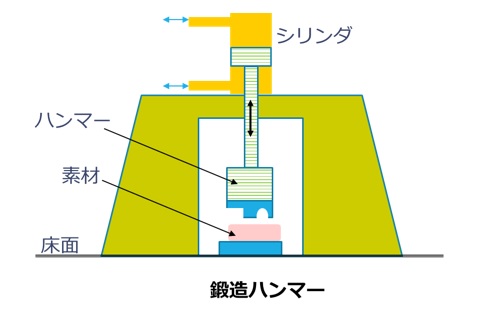
(1)鍛造ハンマー
「鍛造ハンマー」は、主に自由鍛造用で使用され、つまり熱間鍛造用で使用される鍛造機械です。
圧縮空気と重量で加速させたハンマーを、材料に衝撃的に当てることにより鍛造を行います。昔からの技法である鍛冶屋が槌(つち)で、材料を打つのと同じ原理です。
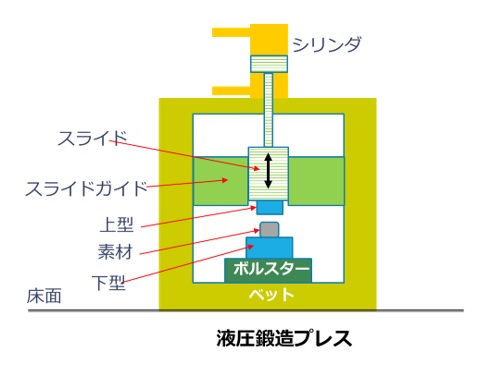
(2)鍛造プレス
「鍛造プレス」は、金型を使用した鍛造(型鍛造)で使用される機械です。主に冷間鍛造用で使用されますが、熱間、温間鍛造用にも使用されます。
上下に移動するスライド(「ラム」とも呼ばれる)に上型が取り付けられ、下型は固定されているボルスターに取り付けられています。スライドが往復運動することにより、金型が素材を成形する方式です。金型を押し付ける時間が長いほど成形が安定し、精度の高い鍛造製品ができます。
冷間鍛造は常温で成形し、形状や板厚も大きく変化するため金属の変形抵抗が高いくなり、大きな圧力が必要です。そこで、冷間鍛造用の鍛造プレスは、下型を支えるボルスター、ベットが頑丈な構造になっています。
鍛造プレスは、スライドの動力によって主に3種類に分けられます。
- 機械鍛造プレス: 動力に「フライホイールの回転運動」を利用
- 液圧鍛造プレス: 動力に「油圧・水圧」を利用
- 鍛造サーボプレス: 動力に「サーボモーター」を利用
下図に液圧鍛造プレスの例を示します。
その他の鍛造機械には「回転鍛造機」「揺動鍛造機」「溶湯鍛造プレス」などがあります。
ということで今回は、鍛造の種類・分類と鍛造機械の基礎知識をご紹介しました。
(アイアール技術者教育研究所 T・I)



































