インボリュート歯形とバックラッシから理解する歯形設計の基本 [歯車設計の基礎②]

歯車設計の基本を解説する当連載の前回「歯車機構の基本を理解する」では、歯車機構の概要、歯車の種類、モジュールやピッチ円といった基本用語について整理しました。これらは歯車設計における共通言語ですが、実際に設計へ踏み込むと、「そもそも歯形はどのように決まるのか」という疑問が出てきます。
今回は、歯車設計の核心ともいえる歯形設計の考え方を整理します。
重要なのは、歯形を単なる形状として覚えることではなく、なぜその歯形が使われるのか、そして設計上どこまで調整できるのかを理解することです。
目次
1.なぜ歯車はインボリュート歯形なのか
歯車の歯形にはいくつかの種類がありますが、現在の機械設計で最も一般的に用いられているのはインボリュート歯形です。では、なぜ多くの歯車でインボリュート歯形が採用されているのでしょうか。その理由を理解するには、まず歯車の歯形に求められる基本条件を整理しておく必要があります。
(1)歯形に求められる条件
歯車の歯形には、いくつかの重要な条件が求められます。その中でも最も重要なのが、駆動側と従動側の速度比が一定に保たれることです。
歯車は、歯同士が接触しながら力を伝えます。このとき、歯の接触位置がどこであっても、速度比が常に一定に保たれ、回転が不連続にならないことが求められます。
この条件を満たす歯形は、理論的にはいくつか存在しますが、実際の工業製品として広く使われているのが「インボリュート歯形」です。
(2)インボリュート歯形とは
インボリュート歯形は、現在の円筒歯車で最も広く用いられている歯形です。実務で使われる円筒歯車の多くは、特別な理由がない限り、このインボリュート歯形を前提として設計されています。
図1に示すように、円に巻き付けた糸を張ったままほどいていったとき、糸の端が描く曲線を「インボリュート」(involute)といいます。この糸を巻き付ける元となる円を「基礎円」と呼び、インボリュート歯形はこの基礎円から幾何学的に創成されます。この成り立ちこそが、インボリュート歯形が歯車に適している理由につながっています。
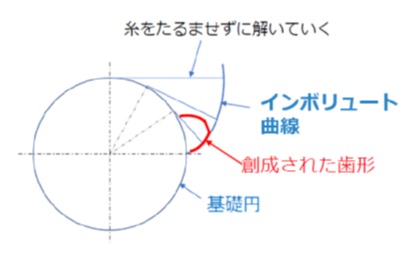
【図1 インボリュート曲線と歯形】
歯車が回転して力を伝える際、歯同士は歯面上の位置を変えながら接触します。このとき、接触位置がどこにあっても、回転比が常に一定に保たれることが、歯車には求められます。
インボリュート歯形では、歯面の接触点が移動しても、接触点における共通法線、つまり力が伝わる方向が一定に保たれるという性質があります。この結果、歯面の接触位置が移動しても速度比が一定に保たれ、安定して力を伝えることができます。
また、インボリュート歯形の重要な特徴として、中心距離のわずかなずれに対して、速度比が大きく変化しにくい(取付ける歯車間の距離の多少の誤差を許容できる)という点が挙げられます。
実際の機械では、加工誤差や組立誤差を完全になくすことはできません。そうした現実的な条件の中でも、安定した動作を確保できることが、インボリュート歯形が工業的に採用され続けている大きな理由です。
さらに、ラック形の工具(ラックカッター)を用いて歯形を創成しやすく、加工しやすいという特長もあります。
このように、インボリュート歯形は単に「一般的な歯形」なのではなく、歯車としての理論的な機能と、製造性を両立した歯形と言えます。
歯車設計では、歯形を自由に選べるというよりも、「インボリュート歯形を前提に、どのように歯数や歯形条件を決めるか」が設計者に求められる判断になります。
2.切下げという歯形上の制約
(1)切下げとは何か
歯車設計を進めていくと、必ず出てくる言葉が「切下げ」(undercut)です。
「切下げ」とは、図2に示すように、ラック工具を用いて歯車を加工する際に、歯元部分が工具によって削り取られ、歯元の形状が細くなってしまう現象を指します。
切下げが発生すると、歯元が細くなったり、歯の強度が低下するといった問題が生じます。

【図2 切下げ】
(2)なぜ切下げが起こるのか
切下げは、特定の条件下で発生します。代表的なのは、歯数が少ない歯車です。
モジュールが一定の場合、歯数が少なくなるほど歯車径は小さくなります。その結果、工具が歯元部分に干渉しやすくなり、歯元が削り取られて切下げが起こります。例えば、圧力角20°の標準平歯車で転位を行わない場合、歯数が少なくなると切下げが発生しやすくなり、一般に歯車17以下の場合に切下げが問題になりやすいとされます。
ここで重要なのは、切下げは、加工ミスや製造不良といった要因ではなく、歯形理論上の制約で発生するという点です。
3.転位歯車という設計手段
(1)転位歯車の考え方
切下げへの代表的な対策として用いられるのが、転位歯車(profile shifted gear)です。
「転位歯車」とは、図3に示すように歯形の基準位置(データム線)を意図的にずらすことで、歯元形状を改善した歯車のことを指します。
転位を行うことで、
- 切下げを回避できる
- 歯元を太くできる
- 歯元強度を改善できる
といった効果が得られます。
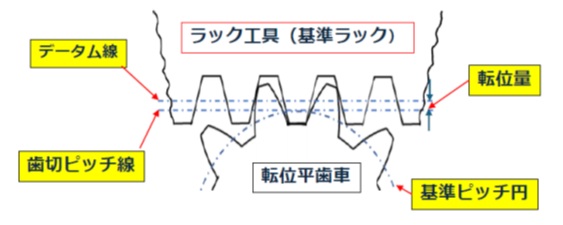
【図3 転位歯車】
(2)転位は「自由度」であると同時に「設計判断」である
転位歯車は非常に便利な設計手段ですが、万能ではありません。
転位量を変えると、歯厚、歯元形状、かみ合い圧力角、かみ合い率、中心距離などに影響します。
つまり、転位は単なる調整ではなく、歯車対全体の設計に影響する判断になります。
このため、転位歯車を使う場合には、「なぜ転位が必要なのか」を設計者自身が理解しておく必要があります。
また、中心距離を指定値に合わせるために、転位歯車を用いることもあります。
転位量は、モジュールに転位係数を掛けた値として、次のように表されます。
転位量 = xm (x:転位係数、m:モジュール)
4.歯形修正とバックラッシ
ここまで見てきたインボリュート歯形や転位は、歯車の基本的な歯形を決めるための考え方です。しかし、実際の歯車では、理論どおりの歯形を作ればそれだけで十分というわけではありません。加工誤差、組立誤差、荷重によるたわみ、温度変化などを考慮しながら、歯車が滑らかにかみ合うように微調整する必要があります。
そのために用いられる代表的な考え方が、歯形修正とバックラッシです。
(1)歯形修正の目的
「歯形修正」(profile modification)とは、理論的な歯形に対して、意図的に微小な形状変更を加えることを指します。
主な目的は、かみ合い開始・終了時の衝撃を抑え、回転を滑らかにすることです。これにより、騒音や振動の低減にもつながります。
歯形修正は、理論歯形を実際の使用条件に適応させるための重要な設計要素と位置づけることができます。
(2)バックラッシの考え方
バックラッシを理解するには、まず歯車には必ず製作誤差や組立誤差が存在することを押さえておく必要があります。
歯車の製作誤差には、例えば次のようなものがあります。
- 単一ピッチ誤差: 実際の歯のピッチ間隔と理論ピッチとの差
- 歯形誤差: インボリュート曲線からの形状誤差
- 両歯面かみ合い誤差: 相手歯車とかみ合わせて回転させたときに生じる中心距離の変動量
これらの誤差があるため、歯車を全くすき間がない状態でかみ合わせると、滑らかな回転ができなくなる場合があります。このため、歯車の間には、誤差や変動を吸収するためのすき間を設ける必要があり、これを「バックラッシ」(backlash)といいます。
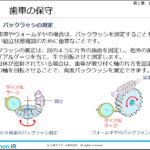
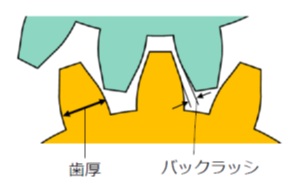
図4に示すように、バックラッシは、歯車がかみ合った状態で存在する、歯面同士のわずかなすき間を指します。
一見すると「無駄な遊び」のように思われがちですが、バックラッシは歯車機構を成立させるために欠かせない要素です。
【図4 バックラッシ】
歯車は、理論上は完全な形状同士がかみ合っているように見えますが、実際の機械では、加工誤差、組立誤差、軸のたわみ、さらには温度変化による熱膨張など、さまざまな要因が同時に存在しています。
もし歯面間に全くすき間がなければ、これらの影響によって歯車同士が噛み込み、回転が滑らかに行われず、場合によっては、焼付きや破損につながるおそれがあります。バックラッシは、こうした現実的な誤差や変動を吸収するための余裕として設けられています。
バックラッシの決め方
一方で、バックラッシは「あれば多いほどよい」というものではありません。バックラッシが過大になると、回転方向が切り替わる際にガタが生じ、衝撃や振動、さらには騒音の原因になります。位置決め精度が求められる機構では、このガタが歯車に求められる機能の低下として顕在化します。
このため、バックラッシの設定は、
- 焼付きや噛み込みを防ぐための下限
- ガタや衝撃を抑えるための上限
という、相反する要求のバランスの上で決める必要があります。
さらに、バックラッシは歯車単体で決まるものではなく、歯車対として、また機構全体として考えるべき設計要素です。例えば、歯車精度等級、中心距離のばらつき、使用温度範囲などによって、必要なバックラッシ量は変化します。
つまり、バックラッシとは「とりあえず決めるすき間」ではなく、使用条件を踏まえて設計者が意図を持って設定する、重要なかみ合い条件と言えます。
歯形設計においてバックラッシをどう考えるかは、次回以降で扱う強度設計や騒音・振動の話題とも密接に関係してきます。歯形設計の段階でバックラッシを正しく理解しておくことは、安定した歯車機構を実現するための重要な基礎になります。
バックラッシを設ける方法には、加工時に歯厚を小さくする方法と、中心距離を広げる方法があります。市販歯車では、前者の方法が一般的です。
5.歯形設計とは何を決めているのか
ここまで見てきたように、歯形設計では、インボリュート歯形を前提に、切下げを避け、必要に応じて転位や歯形修正を行い、バックラッシを適切に設定するといった複数の判断が積み重なっています。
歯形設計とは、「歯の形を決める作業」ではなく、歯車対として安定して機能させるための設計判断の集合と言えます。
次回は、こうした歯形設計を前提に、歯車設計で最初に整理すべき設計条件について掘り下げます。トルク、回転数、使用条件といった要素が、どのように歯形や強度設計に影響していくのかを整理していきます。
(日本アイアール株式会社 特許調査部 S・Y)