歯車の騒音・振動対策|かみ合い率・歯車精度・歯形修整の考え方 [歯車設計の基礎④]

歯車設計に関する前回の記事「歯車の強度計算|接線荷重・ルイスの式・ヘルツ接触応力を解説」では、歯車強度設計として、歯元曲げ強さと歯面強さ(面圧)を、計算式と具体例を用いて整理しました。
しかし、強度計算上は問題がなく、破損や折損にまでは至らない場合でも、歯車から発生する騒音や振動が問題になるケースは少なくありません。歯車の騒音や振動は、歯形、かみ合い率、歯車精度、軸やハウジングの剛性など、設計・製造段階における複数の要因によって発生します。
今回は、歯車の騒音・振動に影響する設計要因について、定量的な指標を交えながら解説します。
1.歯車の騒音・振動はどこから生じるのか
(1)歯がかみ合うことによる伝達力の変動
歯車は、一定の回転速度比で一定の力を伝達するものとして設計されますが、実際には複数枚の歯が次々にかみ合うことで、伝達力や作用点の周期的な微小変動が発生します。
この力の変動が、歯車振動の主な原因です。この振動は、歯車が取り付けられた軸⇒軸受⇒ハウジングへと伝わり、最終的に空気を振動させることで、騒音として認識されます。
(2)伝達誤差による動荷重の発生
振動をもたらす伝達力の変動は、伝達誤差(Transmission Error)と深く関係しています。
「伝達誤差」とは、理想的な回転伝達に対して、実際の回転伝達に生じる微小なずれのことです。歯形誤差やピッチ誤差などの製作誤差、歯車が取り付けられる軸のたわみ、荷重による歯の弾性変形などによって発生し、回転角のわずかな周期的変動として現れます。
歯面に作用する接線力 Ft も、伝達誤差によって周期的に増減する「動荷重」となります。
この変動する動荷重が、過大振動、騒音、歯面損傷の要因となります。
したがって、歯車の騒音・振動を抑えるには、伝達誤差を小さくし、動荷重をできる限り抑える設計が重要です。そこで重要となる指標が、次章で解説する「かみ合い率」です。
2.かみ合い率と騒音・振動
(1)かみ合い率とは何か
歯車のかみ合い率(contact ratio)は、「同時にかみ合っている歯対の平均数」を表す指標です。
かみ合い率 ε は、次式で定義されます。
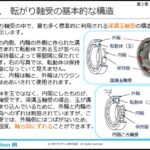
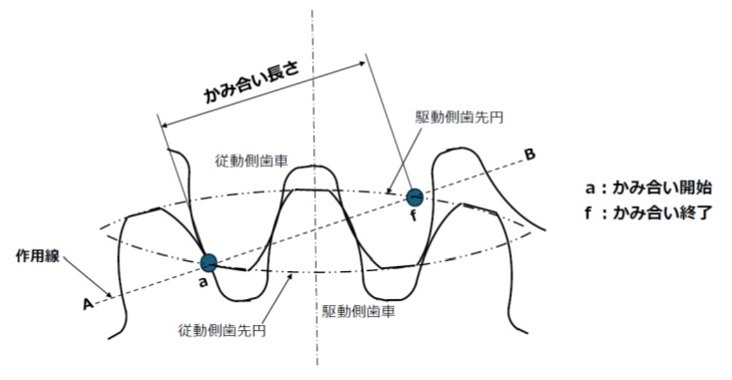
- かみ合い長さ: 駆動歯車と従動歯車の歯面が、かみ合い開始から終了まで接触を継続する距離のことで、具体的には図1に示すように、法線荷重の作用線ABと従動側歯先円の交点(かみ合い開始点)から、作用線ABと駆動側歯先円の交点(かみ合い終了点)までの長さ af のことを指します。
- 法線ピッチ: かみ合う一組の歯の共通法線(作用線)上の歯と歯の間隔のことで、インボリュート基礎円上のピッチに等しくなります。
【図1 かみ合い長さ】
(2)かみ合い長さ・法線ピッチの意味
上述のように、かみ合い長さは、歯が接触を開始してから、離れるまでの有効接触距離を表します。一方、法線ピッチは、作用線上で隣り合う歯が現れる間隔に相当し、モジュールと圧力角によって決まります。
この比である「かみ合い率」は、「歯の接触がどれだけ連続しているか」を表す量と言えます。
(3)かみ合い率が騒音・振動に与える影響
かみ合い率が1に近い場合、同時にかみ合う歯対はほぼ1組となり、1組の歯対がかみ合いを終えると、直ちに次の歯対がかみ合うことになります。
この状態では、歯から歯への荷重の受け渡しが急激になり、伝達する荷重の変動が大きくなります。
一方、かみ合い率が大きくなるほど、荷重が複数の歯対に分散され、歯から歯への荷重の受け渡しが滑らかになるため、振動・騒音は低減されやすくなります。
(4)かみ合い率の適正値
一般的な設計目安としては、次のような値が騒音・振動の観点から望ましいとされています。
- 平歯車: かみ合い率 ε ≧ 1.2〜1.4
- はすば歯車: 軸方向のかみ合いを含め、合成かみ合い率 ε ≧ 2.0
かみ合い率は、モジュール、歯数、歯形、ピッチ円直径、基礎円直径、圧力角などによって決まるため、設計初期に意識して確保すべき重要な指標です。
(5)かみ合い率を大きくするための具体的設計手段
かみ合い率は、歯形や歯数、圧力角などの設計条件によって調整できる指標です。
かみ合い率を大きくする代表的な方法には、次のようなものがあります。
- 圧力角を小さくする:
一般的には圧力角 20° が標準的に用いられますが、圧力角を小さくすると、歯形上のかみ合い長さが長くなり、かみ合い率は大きくなります。たとえば 14.5° の歯形では、20° の歯形よりもかみ合い率を大きくしやすくなります。ただし、圧力角を小さくすると歯元が細くなり、曲げ強度の点では不利になるため、強度設計とのバランスを考えて選択する必要があります。 - 歯の高さ(歯たけ)を大きくする:
歯たけを大きくすると、歯形上での接触区間が長くなり、かみ合い率は増加します。高歯化(歯たけを高くする設計)は、かみ合い率向上による騒音・振動低減に有効ですが、切下げや曲げ応力増大による歯元強度への影響を考慮する必要があります。 - モジュールと歯数の組み合わせを工夫する:
同じ外径制約の中でも、歯数を増やす、あるいはモジュールを小さくすることで、かみ合い率を高めることが可能です。ただし、モジュールを小さくしすぎると、歯面強度や製造精度の面で不利になるため、騒音・振動と強度・製造性のトレードオフとして検討します。 - はすば歯車を採用する:
はすば歯車では、歯すじ方向のかみ合いが加わるため、合成かみ合い率は大きくなります。これにより、歯から歯への荷重の受け渡しが滑らかになり、騒音・振動の低減効果が期待できます。
3.歯車精度等級と騒音・振動
(1)歯車精度等級とは
「歯車精度等級」とは、歯形誤差、ピッチ誤差、歯すじ誤差、偏心・振れなどを総合的に規定したものです。
歯車精度が高いほど、歯形やピッチのばらつきが小さくなり、かみ合い時の荷重変動が抑えられます。
(2)用途別の精度等級の目安
歯車の用途によって、要求される精度等級は大きく異なります。
一般的には、次のような考え方で精度を選定します。
- 低速・高トルク用途(搬送装置など) ⇒ 中程度の精度
- 一般産業機械 ⇒ 中〜やや高精度
- 高速回転・低騒音要求(工作機械主軸、精密減速機など) ⇒ 高精度
重要なのは、騒音・振動要求を満たす精度等級を選ぶという視点です。
4.歯形修整と騒音低減
(1)歯形修整
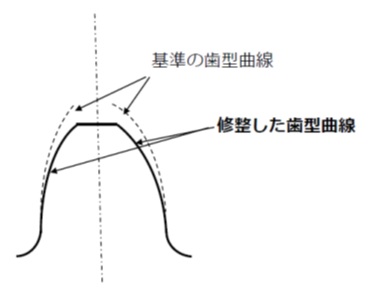
断面歯形の修整は、図2のように歯先側やかみ合い開始・終了部の形状をわずかに調整し、衝撃を緩和する設計手法です。
歯面にかかる荷重の立ち上がりをなだらかにすることにより、かみ合い衝撃を低減する効果が得られます。
【図2 歯形修整】
(2)歯すじ方向の修整(クラウニング)
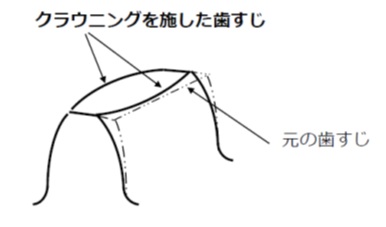
歯すじ方向の修整、いわゆる「クラウニング」(crowning)は、図3のように歯幅方向中央をわずかに膨らませる調整です。
軸のたわみや組立誤差がある場合でも、歯当たりが歯端に集中するのを防ぎ、振動・騒音の増加を抑えます。
【図3 クラウニング】
歯形修整やクラウニングは、歯車精度やかみ合い率と組み合わせて検討することで、より効果的な騒音・振動対策となります。
5.設計段階で行うべき騒音・振動対策
歯車の騒音・振動対策として、設計段階では、かみ合い率、歯車精度、歯形修整、バックラッシ、歯車形式、軸・軸受・ハウジングの剛性、潤滑条件などを総合的に検討する必要があります。
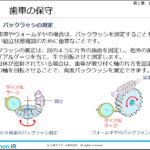
(1)バックラッシの適正な設定
バックラッシは、歯車対が滑らかに回転するために必要な隙間ですが、騒音・振動の観点からも重要な設計要素です。
[※関連記事:インボリュート歯形とバックラッシから理解する歯形設計の基本 ]
- バックラッシが小さすぎる場合: 熱膨張や偏心によって歯面が干渉し、異音や焼付きの原因になります。
- バックラッシが大きすぎる場合: 回転方向を切り替える際の衝撃が大きくなり、ガタ音や振動が発生しやすくなります。
したがって、バックラッシは使用温度、精度等級、回転方向切替の有無を考慮して、適正範囲で設定する必要があります。低騒音用途では、必要なすきまを確保しつつ、できるだけ小さなバックラッシに抑える設計が基本になります。
(2)歯車形式の適切選定
歯車の種類によって、騒音・振動特性は異なります。
- 平歯車:
構造が単純で製造性やコスト面では有利ですが、歯幅方向にほぼ同時にかみ合うため、荷重変動の影響を受けやすく、特に高速回転では騒音が出やすくなります。 - はすば歯車:
歯が徐々にかみ合う構造によって、歯すじ方向の合成かみ合い率が大きくなるため、騒音・振動の低減に有利です。
そのため、用途や要求性能に応じて、次のように使い分けることが一般的です。
低速で高トルクを伝達する用途では、構造の単純さや製造性を考慮して平歯車が選ばれることがあります。
一方、高速用途や低騒音要求のある用途では、はすば歯車が有力な候補となります。
ただし、はすば歯車ではスラストが発生するため、軸および軸受設計と組み合わせて検討します。
(3)軸・ハウジングの剛性
歯車の振動は、歯車単体だけで決まるものではありません。軸のたわみ、軸受の変位、ハウジングの振動などの要因により、かみ合い状態が変化し、振動が増幅されることがあります。そのため、軸、軸受、ハウジングの剛性を高める設計も必要となります。
例えば、十分な軸径を確保する、軸受支持間隔をできるだけ短くする、といった方法により、軸たわみを小さくできます。また、ハウジングの肉厚を増したり、リブを追加したりすることで、ハウジングの剛性を高めることができます。
これらの対策により、歯当たりを安定させ、振動の増幅を抑える効果が期待できます。
(4)潤滑設計
潤滑は、摩耗や焼付きの防止だけでなく、騒音低減にも重要な役割を果たします。
潤滑設計上は、次のような点に留意します。
- 高速回転や発熱が大きい用途では、油潤滑が選定されることが多い。
- グリース潤滑は構造を簡素化しやすい一方、使用速度や温度条件に注意が必要である。
- 潤滑油・グリースの粘度が低すぎると油膜が十分形成されず、歯面の潤滑が不足する。
- 粘度が高すぎると、攪拌抵抗や発熱、運転音の増加につながることがある。
歯車騒音を抑えるためには、回転速度や使用環境(温度など)を考慮した潤滑方式・粘度の選定が必要です。
6.騒音・振動は設計段階から考慮
歯車の騒音・振動は、単一の原因で決まるものではなく、歯形、かみ合い率、歯車精度、歯形修整、軸・軸受・ハウジングの剛性、潤滑条件など、複数の設計要素が積み重なった結果として現れます。製作後に対策を行うことが難しい場合も多いため、設計段階から意識しておくことが重要です。
次回は、これまで整理してきた強度計算や騒音・振動対策を踏まえ、歯車で発生しやすい代表的な損傷形態と、その原因・対策について解説します。
(日本アイアール株式会社 特許調査部 S・Y)