金属3Dプリンターの造形方式|種類・特徴・選び方を解説(PBF/DED/FDM/BJT)
近年では加工技術の進展に伴い、金属を用いた金属3Dプリンターが製造業界を中心に注目されてきています。
金属3Dプリンターによる製作においては、複雑な形状にも対応でき強度も確保できるため、航空宇宙分野や医療分野でも活用が期待されています。
この記事では、金属3Dプリンターの造形方法・種類・メリット・デメリットなどをご紹介します。
目次
1.金属3Dプリンターとは
3Dプリンターで製作される造形物の原料は、主に樹脂と金属です。
金属3Dプリンターは、パソコンなどで作られた3次元データを取り込み金属材料を用いて立体形状を作り出す装置です。使用される金属材料は、鉄鋼系・アルミニウム系・チタン系などがあり、機種によって使用できる材料は異なってきます。
金属を削って製作する切削加工や、圧力をかけることで成形する鍛造加工とは異なり、金属3Dプリンターを用いた成形法では金属材料を一から積層していくため、複雑な形状にも対応しやすいです。金属3Dプリンターは数種類の造形方式があるため使用用途によって選択していく必要があります。
ここでは、金属3Dプリンターの造形方式について詳しく解説していきます。
[※参考:3Dプリンターに関する関連記事]
2.金属3Dプリンターの造形方式
金属3Dプリンターの積層造形に用いられる代表的な加工方式は主に下記の4つです。
- (1)パウダーベッド方式[PBF]
- (2)指向性エネルギー堆積方式[DED]
- (3)熱溶解積層方式[FDM]
- (4)バインダージェッティング方式[BJT]
それぞれの造形方法ではその精度・速さ・工程が変わってきます。
(1)パウダーベッド方式 (PBF:Powder Bed Fusion)
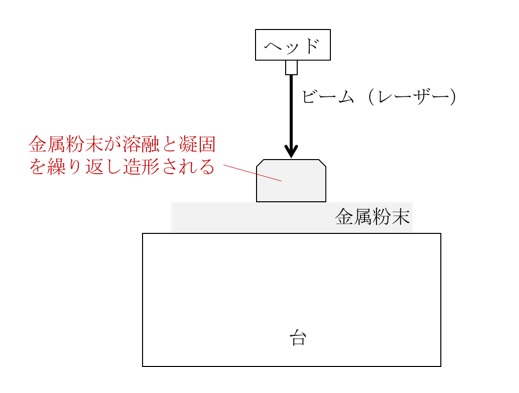
【図1 パウダーヘッド方式の概略図】
金属3Dプリンターの中でも多く利用されている造形方式が「パウダーヘッド方式」です。
図1のように、パウダーベッド方式では、ベースとなる台に予め金属粉末(パウダー)を敷いておき、そこに熱源となるレーザーやビームを照射することで造形していきます。
他の造形方式と比べて造形物の精度や強度が高くなります。
① パウダーヘッド方式の特徴
パウダーヘッド方式をさらに分類すると「レーザー熱源方式」と「電子ビーム熱源方式」に分かれます。
- 「レーザー熱源方式」は、出来上がりの造形精度が高くなり、表面粗さも小さく滑らかな形状となりますが、造形スピードは遅くなります。
レーザー熱源方式には、レーザー焼結法(SLS)・直接金属レーザー焼結法(DMLS)・レーザー溶融法(SLM)の3種類があります。 - 「電子ビーム熱源方式」は、造形スピードがレーザー方式に比べて高速ですが、材料となる金属粉末の粒径が大きいため、造形物の表面粗さは大きくなります。
電子ビーム熱源方式の種類には、電子ビーム溶解法(EBM)や溶融金属積層法があります。
② パウダーヘッド方式のメリット・デメリット
パウダーヘッド方式のメリットは、造形精度が高いことです。
またパウダーベット方式の3Dプリンターは多くのメーカーが開発を行っているため、さまざまな仕様の製品の選択肢が多いというのもメリットです。
デメリットとしては、金属粉末を一層ずつ敷き詰めて造形を行っていくので、造形に時間がかかることがあげられます。
また造形後は、余分な金属粉末を取り除く必要がでてきます。
③ パウダーヘッド方式の使用分野
パウダーヘッド方式は、最もよく利用されている方式で、特に航空宇宙分野でジェットエンジンのノズルやロケットのエンジン部品などへの実用化も進んできています。
また企業によって切削加工などでは製作できない、複雑形状の高精度製品を造形したいときにも活用されています。
(2)指向性エネルギー堆積方式(DED:Directed Energy Deposition)
指向性エネルギー堆積方式とは、別名として「デポジション方式」とも呼ばれています。
ノズルから金属粉末を吹き付け、レーザー照射を行うことで金属を溶融後積層し造形していく方式です。
① 指向性エネルギー堆積方式の特徴
金属粉末を供給しながら同時に熱源となるレーザーを造形部分に照射し、金属を積み上げて造形する方法です。材料は使用する分だけ供給すればよいため、材料ロスを少なくできます。
② 指向性エネルギー堆積方式のメリット・デメリット
パウダーベッド方式のような全体に金属粉末を敷き詰める工程もないため、造形するスピードが速くなり短時間で造形が可能となります。
また材料となる金属を途中で変更すれば、異種材料を結合した造形物が作製できます。
デメリットとしては、パウダーヘッド方式に比べ寸法精度が劣るため造形できる形状に制限があることです。そのため複雑な形状に対応できない場合もあります。
③ 指向性エネルギー堆積方式の使用用途
金属粉末をそのままノズルから噴射できるので、部品などの摩耗した部分に肉盛りする使い方もできます(レーザークラッディング)。そのため金型や金属部品の補修などで幅広く活用されています。
また、単純な形状であれば大型の部品にも対応できるため、航空宇宙分野の部品などにも利用が検討されています。
(3)熱溶解積層方式(FDM:Fused Deposition Modeling)
熱溶解積層方式は、熱可塑性樹脂に金属粉末を混ぜて、熱で溶かしながら積層する造形方法です。FDMは類似で「ADAM方式」とも呼ばれます。樹脂を材料とする3Dプリンターでよく使われている方式です。
① 熱溶解積層方式の特徴
熱溶解積層方式を用いて造形する工程は[設計⇒造形⇒脱脂⇒焼結]の4stepとなります。
材料は熱可塑性樹脂と金属粉末を配合した粉末です。この粉末をノズルから出して積み重ねることで造形していきます。
造形後には、熱可塑性樹脂を取り除く「脱脂」の作業をし、さらに炉に入れて焼結工程で金属を焼き固め金属製品にしていきます。
脱脂・焼結をした後は、樹脂材料の体積分が造形時よりも収縮するため、収縮する割合を考慮する必要があります。
② 熱溶解積層方式のメリット・デメリット
メリットとしては、小型の機種が多く設置場所に困らない点です。
デメリットとしては、造形時の金属の密度が若干低くなることです。また収縮率を設計の際に検討しておかなければいけません。
③ 熱溶解積層方式の使用用途
熱溶解積層方式は早くから普及していたこともあり、この方式の3Dプリンタは低コストで入手可能で、初めて金属3Dプリンターを導入する企業や試作品の製作が目的の企業にとっては向いています。そのため試行錯誤を繰り返すような研究所などからも注目されています。
(4)バインダージェッティング方式(BJT:Binder Jetting)
バインダージェッティング方式(Binder jetting)は、金属粉末にバインダー(結合剤)を噴射していくことで造形する方式です。
① バインダージェッティング方式の特徴
パウダージェット方式のように、予め金属粉末を敷いた状態にしておき、金属粉末に結合剤をノズルから噴射して造形します。結合剤が固まってからベースのプレートを下げて再び粉末を敷いていきます。一層ごと造形していく方式です。
熱溶解積層方式と同様に、造形後にバインダーを取り除くために脱脂を行い、ヒーターなどで焼結させて金属製品にします。完成時の造形体が造形前に比べて20%程収縮します。
② バインダージェッティング方式のメリット・デメリット
メリットは熱溶解積層と同様に造形スピードが速い点です。
デメリットも熱溶解積層と同様に脱脂と焼結の工程が必要となってくるので、完成時の収縮率を考慮して設計する必要があります。
③ バインダージェッティング方式の使用分野
バインダージェッティング方式は一度に多くの部品生産が可能となるので、同じ部品を大量に作る自動車業界などでの活用が期待されています。また小型部品の試作に用いられる造形方法でもあります。
3.まとめ
この記事では金属3Dプリンターの造形方式やメリット・デメリットなどを解説しました。
造形方式による違いのポイントは、主に造形精度・速さ・工程(脱脂・焼結)になります。
造形したい金属部品に合った金属3Dプリンターを選ぶ必然性を理解いただけたのではないでしょうか。
本記事が金属3Dプリンターの導入・活用を検討に役立つことを願ってやみません。
(アイアール技術者教育研究所 Y・S)
≪引用文献、参考文献≫
- 1)はじめの工作機械「金属3Dプリンタとは?金属3Dプリント方式と工作機械のAM技術」
https://monoto.co.jp/3dprinter/ - 2)株式会社ODEC「金属3Dプリンターの造形方式による違いとその特徴」
http://3d.kinzoku-kakou-odec.com/column/column-677/ - 3)ShareLab「【これだけでOK】金属3Dプリンターとは~市場・メリット/デメリット・造形方式・価格~」
https://news.sharelab.jp/study-introduction-metal-3dprinter/ - 4)近畿大学 次世代基盤技術研究所「金属3D積層造形について」
https://kuring.hiro.kindai.ac.jp/3d-printing/about.html - 5)日本積層造形株式会社「金属 3Dプリンターとは?製造する際のメリットや作れるものを解説!」
https://www.jampt.jp/column/1097/