定期保全から状態監視へ:予知保全が変える設備メンテナンスの考え方

製造現場のメンテナンスを、今も「カレンダー通り」に行っていませんか?
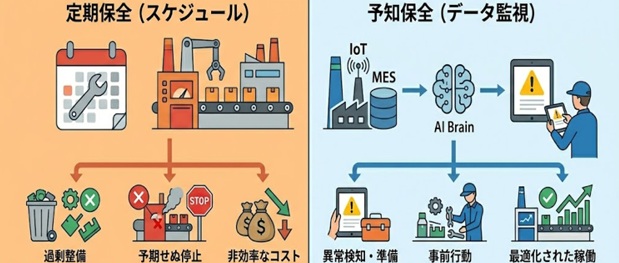
従来の「定期保全(予防保全)」は、いわば定期的な健康診断のような方式です。どれだけ丁寧に検査していても、予期せぬトラブルでラインが停止するリスクはゼロではありません。
現在、スマートファクトリーの分野で大きな転換点となっているのが、AIやIoTなどを活用し、設備の異常兆候を早期に検知する「予知保全」への移行です。近年では「予兆保全」と呼ばれることもあります。
予知保全は、設備が壊れてから対応する保全でも、決められた時期に一律で部品を交換する保全でもありません。設備の状態をデータで把握し、必要なタイミングで必要な対応を行うための新しい保全のアプローチです。
では、従来の保全と何が違い、製造現場にどのような効果をもたらすのでしょうか?
本記事では、定期保全との違い、異常検知の仕組み、導入によって期待できる効果、さらにエージェントAIによる今後の進化について解説します。
目次
1.予知保全と従来の定期保全の違いとは
従来の定期保全と予知保全の大きな違いは、メンテナンスの判断基準にあります。
定期保全は「時間」を基準にメンテナンスを行うのに対し、予知保全はセンサーやデータを活用して「設備の状態」を基準にメンテナンスを行います。
(1)従来の「定期保全(予防保全)」
「定期保全」とは、あらかじめ決められた周期に従って、設備の部品交換や点検などのメンテナンスを実施する方法です。
部品交換のサイクル間に予期せぬ故障が発生した場合、設備のダウンタイム(突発停止)が発生し、稼働率の低下につながります。
[※関連記事:【設備保全の仕事入門】設備保全の業務と保全方式の概要がこれでわかる]
(2)スマートファクトリーでの「予知保全」
「スマートファクトリー」は、IoTやAI、データ連携などを活用して、生産設備や工程の状態を可視化・最適化する工場の考え方です。
[※関連記事:スマートファクトリーとは何か?基礎知識・導入効果・成功のポイントを解説]
各設備に取り付けたIoTセンサーから振動、温度、電流などのデータを収集し、AIや分析システムによって、正常時・異常時のデータ傾向を学習・解析します。これにより、故障の予兆を検出し、状態に応じた適切なタイミングでメンテナンスを実施することが可能になります。つまり、データを監視しながら「状態」を見てメンテナンスを行う方法です。
故障の予兆を事前に検知することで、作業者が部品の手配などの準備をあらかじめ進められるため、稼働率の低下を抑えることができます。
ただし、「予知保全」は、IoTセンサーの取り付けやAIシステム、データ収集基盤などの導入に初期投資が必要となります。そのため、まずはボトルネック設備や重要部品に対象を絞って導入するのが現実的です。
2.予知保全の異常検知のメカニズム
予知保全では、設備に取り付けたセンサーから稼働中のデータを収集し、その変化を継続的に監視します。対象となるデータは、振動、温度、電流、圧力、音、回転数などさまざまです。これらのデータを分析することで、通常時とは異なる変化を捉え、故障につながる可能性のある兆候を早期に検知します。
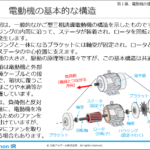
たとえば、大型電動プレス設備では、モーターは設備の稼働を支える重要な部品の一つです。モーター関連の異常は設備停止の原因になりやすいため、モーターの状態を監視することは、予知保全において有効な対策となります。ここでは、モーターの故障予兆検知を例に、異常検知の流れを見ていきます。
モーターの異常検知は、一般的に次のような流れで行われます。
- データの取得:
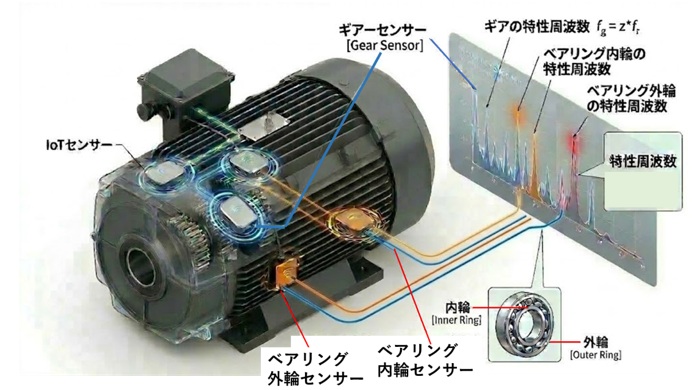
対象設備にIoTセンサー(振動センサー)を取り付け、稼働中の振動データを取得します。 - データの解析:
取得した振動データを周波数解析し、正常時とは異なる波形やピークの有無を確認します。正常な回転体は安定した波形を描きますが、部品に傷や摩耗などが発生すると、特定の周波数帯域に大きなピークが現れることがあります。 - 異常傾向の判定:
AIや異常検知アルゴリズムによって、故障につながる可能性のある兆候を判定します。システムが異常傾向を検知すると、警告アラートとして表示・通知されます。 - データの連携・蓄積:
システムが検知した「異常の予兆(アラート)」データは、MES(製造実行システム)や設備管理システム、保全管理システムなどに連携・蓄積されます。
具体的には、ベアリングの外輪や内輪に関係する特性周波数に異常なピークが現れた場合、該当部品の点検や交換が必要と判断できます。一方で、アラートが出ていないギアについては、現時点では交換の優先度が低いと判断できるため、不要な交換を防ぐことにもつながります。
こうしたアラートデータを蓄積することで、設備ごとの劣化傾向を把握しやすくなり、保全計画の見直しや点検周期の最適化にも活用できます。
[※関連記事:電動機の劣化メカニズムと保守のポイント]
3.予知保全の導入効果
予知保全の目的は、単に故障を早く見つけることだけではありません。
設備の状態を把握し、適切なタイミングで保全対応を行うことで、突発停止の削減、保全コストの最適化、設備寿命の延伸といった効果が期待できます。
- 稼働率の向上:
故障の予兆を事前に検知できれば、作業者は部品の手配や作業計画の調整をあらかじめ進めることができます。これにより、設備が突然停止してから対応する場合に比べて、復旧までの時間を短縮しやすくなります。結果として、設備の突発停止を減らし、稼働率の低下を抑えることにつながります。 - 保全コストの最適化:
定期保全では、まだ使用可能な部品であっても、あらかじめ決められた周期に従って交換する場合があります。一方、予知保全では、設備の状態や異常兆候をもとに、点検・交換の優先順位を判断できます。そのため、過剰な部品交換、いわゆる「オーバーメンテナンス」を防ぎ、保全コストの最適化につながります。 - 設備寿命の延伸:
部品の異常を早期に検知して対応することで、故障が周辺部品へ波及する前に対策を取りやすくなります。たとえば、モーター関連部品の異常を放置すると、モーター軸や周辺機構に損傷が広がる可能性があります。予知保全によって二次故障への連鎖を防ぐことで、設備全体の寿命延長にもつながります。
このように、予知保全は保全部門だけでなく、生産計画、在庫管理、品質管理にも影響する取り組みです。予知保全は、設備を止めないための対策にとどまらず、工場全体の生産性を高める仕組みとして位置づけられつつあります。
4.エージェントAIを活用した予知保全の進化
これまでのAIによる予知保全では、AIや異常検知システムが故障の予兆を検知し、その結果に基づいて、人間(作業者や保全部門)が部品手配や生産計画の調整などを行うのが一般的でした。
ここにエージェントAIが導入されると、故障予兆を検知した後の対応まで支援できるようになります。たとえば、必要な部品の在庫確認、発注処理の準備、設備の運転条件の見直し、生産計画の再調整といった業務を、関連システムと連携しながら、自律的に提案し、必要に応じて実行まで支援する方向へ進化していくと考えられます。
もちろん、設備制御や発注、生産計画の変更には、安全性やコスト、納期への影響が伴います。そのため、すべてをAIに任せるのではなく、必要に応じて人間の承認を挟みながら運用することが重要です。エージェントAIは、人間の判断を置き換えるというよりも、判断に必要な情報を集め、次に取るべき対応を素早く提示する役割を担います。
具体的には、次のような活用が考えられます。
- 保全部品の自動発注:
エージェントAIが在庫管理システムにアクセスし、交換に必要な部品の在庫を確認します。在庫が不足している場合は、発注書の作成や発注処理を支援し、必要に応じて担当者の承認を求めます。 - 故障リスクを抑える設備調整:
メンテナンスが実施されるまでの間、モーターの負荷を下げるために、設備の稼働スピードを落とす、運転条件を変更するなどの対応を提案します。実際の制御に反映する場合は、安全性や品質への影響を確認したうえで実行する必要があります。 - 生産計画の修正:
対象設備の停止や能力低下によって納期遅れが発生しないよう、他ラインへの生産振り分けや作業順序の見直しを支援します。生産管理システムと連携することで、影響範囲を把握しながら、生産計画の再計算・更新を行いやすくなります。
このように、エージェントAIを活用した予知保全は、異常を検知するだけでなく、その後の対応まで含めて保全業務を高度化する可能性があります。将来的には、保全部門、生産管理部門、購買部門がより密接に連携し、工場全体の稼働率や生産性を高める仕組みとして発展していくと考えられます。
5.まとめ
かつて、メンテナンスは「お金がかかるだけの仕事(コストセンター)」と思われてきました。
しかし、設備の未来を読み解く予知保全は、機器の寿命延長や安定稼働に貢献します。さらに、保全部門を単なるコストセンターではなく、「利益を支える機能」へと進化させる可能性があります。
予知保全は、スマートファクトリーを実現するうえで、製造現場の安定稼働と生産性向上を支える重要な取り組みといえるでしょう。









](https://engineer-education.com/wp/wp-content/uploads/2019/06/facility_PM-150x150.png)